(54) СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ НАМОТКИ СИНТЕТИЧЕСКОЙ НИТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса формования нити из расплава | 1977 |
|
SU665268A1 |
| Способ управления процессом ориентационного упрочения полученной из расплава полимера нити | 1983 |
|
SU1131925A1 |
| Технологическая линия по производству литого микропровода в стеклянной изоляции | 1979 |
|
SU1081670A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ИССЛЕДОВАНИЯ ХИМИЧЕСКИХ ВОЛОКОН | 2006 |
|
RU2375294C2 |
| Устройство для управления процессом получения жаростойкой нити | 1982 |
|
SU1057418A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИОННОЙ ВЫТЯЖКИ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ НИТИ | 1993 |
|
RU2074909C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОТВЕРЖДЕНИЯ ПОЛИПРОПИЛЕНОВОЙ ПЛЕНОЧНОЙ НИТИ | 2005 |
|
RU2285759C1 |
| Способ управления процессом формования химических нитей | 1978 |
|
SU931832A2 |
| Устройство контроля производительности многоместного прядильного агрегата | 1988 |
|
SU1724750A1 |
| Волокнистый материал | 2022 |
|
RU2796113C1 |
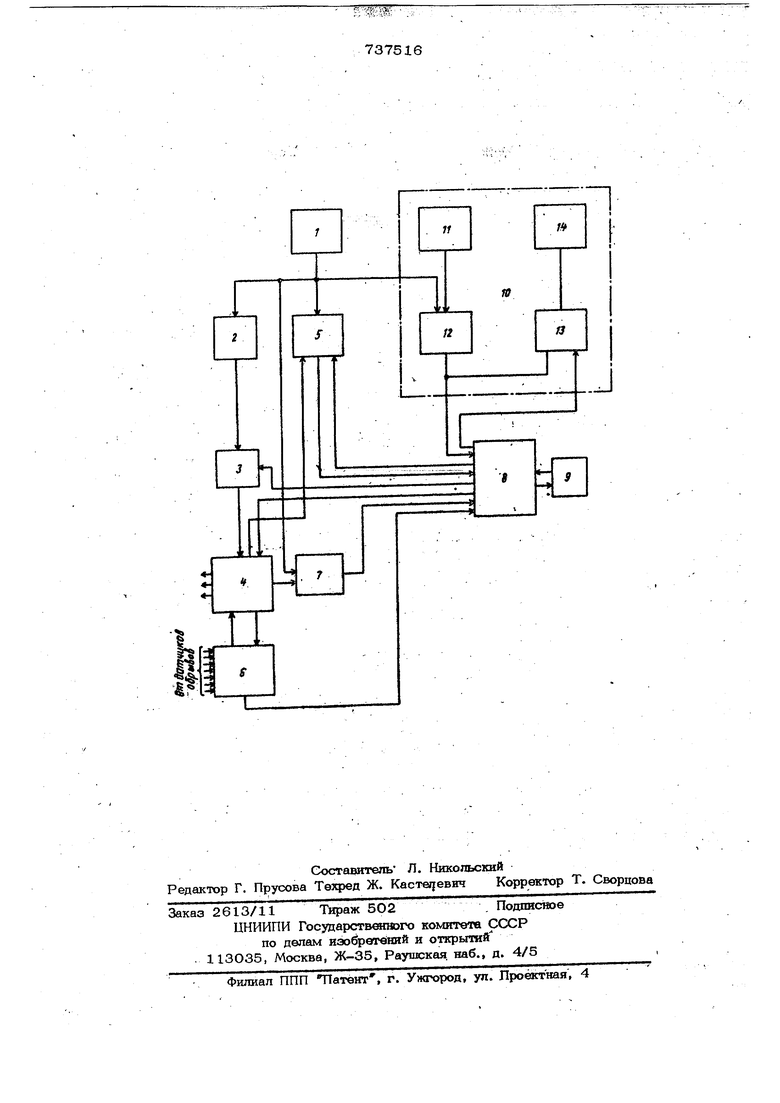
Изобретение относится к области обработки химических волокон и может быть использовано для управлегшя технологическим процессом намотки синтетической нити. Известна система управления нропессом намотки синтетической нити, содерж:а шая последовательно включе шые импульс ный датчик скорости намотки, блок счетчиков, блок схем сравнения интегральных сумм с уставками, блок управления, блок контроля погрешности намотки и блок контроля офывов, выходы которого соединены с входами блока управления, а входы - с датчиками обрывов нити tfl Недостатком системы является низкая точность управления. Целью изьбретения является повышение точности уггравления. Указанная цепь достигается тем, что имеет блок контроля дефицита Выпуска нити, блок модуле связи с объектом, УЕМ и подсистему регулирЬьания кратности ориентанионного вытягивания нити, содержащую последовательно включенные блок датчиков скорости нити в зоне вытяжки, блок контроля вытяжки, двухпозиционньй регулятор и блок нагревательных элементов термокамер, причем входы УВМ через блок модулей связи с. объектом соединены с выходами подсистемы регулирования кратности ориентационного вытяпшания, блока контроля погрешности намотки, блока контроля обрывов и через блок контроля дефицита вьшуска нити с выходами блока управления, а выходы УВМ через блок модулей связи с объектом соединены с входом двухпозидионного регулятора подсистемы регутшрования кратности ориентационного вьттягйванйй, .блока контроля погрешности намотки, блока схем сравнения интегральных сумм с уставками и блока управления, причем вход блока контроля вытяжки подсистемы регулирования кратности орйентаиионного вытягивания, соединен с выходом импульсного датчика скорости намотки. 37 На чертеже изображена блок-схема предпагаемой системы. Система содержит импульсный датчик 1 скордсти намотки, блок 2 счетчиков, блок 3 схем сравнения интегральных сумм с уставками, блок 4 утфавления, блок 5 контроля погрешности намотки, блок 6 контроля обрывов,блок 7 контроля дефицита вьшуска нити, блок 8 модулей .связи с объектом, УВМ 9, подсистема 1О регулирования кратности ориентационнолЬ вытягивания, блок 11 датчиков скорости 1ити в зоне вытяжки, блок 12 контроля вытяжки, двухпозишюнный регулятор 13, блок 14 нагревательных элоугентов термЬкамер. Система управления работает следующим образом. Импульсный сигнал датчика 1 скорости намотки непрерывно интегрируется счетчиками блока 2. Значешя интеграль ных сумм в блоке 3 схем сравнения сравниваются с уставками предварительной сигнализашш, сигна лизации задатгаого числа оборотов веретена или фрик1гиона и др. В момент достижения выход ньгм сигналом счетчика числа оборотов веретена блока заданного значения блок управления 4 по сигналу блока 3 схем сравнения выдает команду на перезаправку (выход а) и запускает счетчик блока 5 контроля погрешности намотки, который начинает также интегр1фовать импульсный сигнал датчика 1. Конец интегрировагшя наступает в исполнения оператором намотки поданной команды. Это событие фиксируется блоком 6 контроля обрывов взаимодействующего с датчиками обрыВОВ. В процессе намотки по сигналу с блока 6 при возникновении обрывов посредством блока 4 управления запускает ся счетчик блока 7 контроля дефицита вьшуска нити. Информация накапливае-гс счетчиками бгеэков 5, 6 и 7, и по сигна лу блока 4 управления посредством блока 8 модулей связи с объектом вводит. ся в УВМ 9. С УВМ 9 через блоки 8 модулей связи и блок 4 управления поступает сигнал сброса накопленных сумм блоками 5,6, и 7 после их считывани в конце цикла контроля (намотки). С УВМ 9 через блок 8 модулей связи . йа входы блока 3 вводятся уставки на . метраж изделия, изменяющиеся в зависимости от кратности вытяжки нити на |последующем этапе ее переработки. Кра Ность вытяжки нити на данной техйо64логической стадии измеряется подсистемой 10 посредством датчика 1 скорости намотки, блока 11 датчиков скорости нити в зоне в,1тяжки и блока 12 контроля вытяжки и регулируется посредством двухПОЗИ1ШОННОГО регулятора 13 и блока 14 нагр«звательных элементов термокамер. Двухсторонняя связь подсистемы 10 регулирования кратности ориентахшонного .вытягивания нити с УВМ 9 осуществляется также посредством блока 8 модулей связи. Формула изобретения Система управления процессом намотк1Г синтетической нити, содержащая последовательно вКлючегшые импульсный датчик скорости намотки, блок счетчиков, блок схем сравнения интегральных сумм с уставкакги, блок управления, блок контроля погрешности намотки и блок контроля обрывов, выходы которого соединены с входами блока управления, входы - с датчиками обрывов 1О1Ти, отличающаяся тем, что, с целью повышения точности управления, она имеет блок контроля дефицита вьшуска нити, блок модулей связи с объектом , УВМ и подсистему регулирования кратности ориентационного вытягивания нити, содержащую последовательно включенные блок датчиков скорости нити в зоне , блок контроля вытяжки, двухпозиционный регулятор нагревательных элементов термокамер, причем входы УВМ через блок модулей связи с объектом соединены с выходами подсистемы регу шрования кратности ориен- тационного вытягивания, блока контроля погреш1юсти намотки, блока контроля обрывов и через блок контроля дефицита выпуска нити с выходами блока управления, а выходы УВМ через блок модулей связи с объектом соединены с входами двухлозишюнного регулятора подсистемы регулирования кратности ориентационнрго вытягивания, блока контроля погрещности намотки, блока схем сравнения интегральных сумм с уставками и блока управления, причем вход блока контроля вытяжки подс стемы регулирования кратности ориентационного вытягивания соединен с выходом импульсного датчика скорости намотки. Источники информации, принятые во вниматше при экспертизе 1. Авторское свидетельство СССР :№ 592886, D 01 Н 13/24, 1977 (прототип).
