Изобретение относится к устройствам автоматизации прокатного производства, а именно к контрольным и регулирующим устройствам прокатных станов, реагирующим на изменени .давления валков и может быть исполь зовано в системах автоматического управления технологическими процессами в прокатном производстве, Известно устройство для управления главным приводом клети непрерывного прокатного стана, содержаще регулятор скорости с узлом токовой отсечки, датчики наличия металла в предыдущей i-1-рй и регулируемой i-ой кле.тях, соединения через форм рователи импульсов с логическими блоками ИЛИ-НЕ и Запрет, у кото рых выход ИЛИ-НЕ соединен с управляющим входом первого ключа, подклю ченного входом к выходу первого вычислительного блока, а выход Запрет соединен с управляющий входом второго ключа, подключенного вх дом к выходу второго вычислительног блока, причем выходы первого и втор ключей соединены в первом и втором узлах .алгебраического суммирования соответственно с задатчиками скорос и тока отсечки i-ой клети 1. Недостатке такого устройства является то, что оно не может полностью ликвидиров;ать динамическое падение скорости в момент входа прокат:ъшаемого металла в клеть из-за ограничений, которые вызваны предельной коммутационной способностью, двигателямй и запасом по напряжению статического преобразователя. Наиболее близким к предложенному по технической сущности и достигаемому результату является устройство, состоящее из регулятора скорости, выход которого соединен со входом регулятора тока, выход которого являетс;я. выходом устройства, датчика фактической статической нагрузки-предыдущей i-i-Ой клети, используемого в качестве датчика наличия металла, датчика скорости i-1-ой клети, подключенного через ключ ко входу интегратора, выход которого соединен с одним из входов порогового устройства, подключенного вторым входом к источнику напряжения смещения. Выход порогового устройства соединен с управляющим входом релейного элемента, подключенного входом к выходу функционального преобразова- . теля, вход которого соединен с выходом датчика фактической статической нагрузки i-1-ой клети, а выкод релейного элемента соединен со входом регулятора тока i-ой клети,
При использовании такого устройства сигнал, компенсирующий йтатичедкий момент двигателя, подается на ход регулятора тока раньше,, чем прикладьгаается нагрузка, на время Сvn , которое назьшается временем упреждения. Это достигается тем, что в момент входа металла в предыдущую клеть ток двигателя возрастает н датчик тока i-ой клети замыкает ключ на входе интегратора. В зависимости от величины напряжений тахогенератора, пропорциональной скорости прокатки между клетями, напряжение и на выходе интегратора растет с большим или меньшим темпом. Напряжение Uj на выходе порогового устройства появляется только тогда,когда напряжение и достигает величины напряжения смещения Нем- Таким образом, в зависимости от скорости прокатки сигнал на выходе порогового устройства появляется в разное время. Изменяя величину напряжения смещения UCM,можно влиять на время упреждения, то есть на время появления напряжения U на выходе порогового устройства и, выбрав напряжение смещения соответствующим образом можно добиться оптимального времени упреждения. Прогнозирование величины статического момента двигателя предыдущей .клети осуществляется с помощью функционального преобразователя, в который вводится поправка на разницу магнитных потоков возбуждения двигателей смежных клетей, величину обжатий и разницу температур полосы данных клетей 2 ,.
Недостатком этого устройства при его использовании на непрерывных станах является то, что оно компенсирует динамическое паДёнИе dftOpocти двигателя при входе прокатываемого металла в клеть с недостаточной точностью ввиду того, что изменении скоЕнэсти прокатки изменяется йрёмя упреждения в ту или иную сторону от оптимального значения, так , как величина напряжения смещения . остается постоянной и не следит
за изменением скорости.прокатки. Кроме .того, оно характеризуется
недостаточной точностью и также сложностью прогнозирования величины статичесЛого момента двигателя регулируемой клети, ггоскольку оно йсновы- вается на измерении разности температур полосы смежных клетей Г что трудно выйолнимо из-за отсутствия датчиков температур в межклетевых промежутках, и, наконец, использование датчика тока в качестве датчика наличия металла в устройствахподобного типа недопустимо, так как сйгнал, на который реагирует датчик тока, появляется на величину , раньше, чем металл войдет в клеть .
Цель изобретения - повышение точности компенсации динамического падения скорости двигателя при вход металла в клеть.
Цель достигается тем, что в устройство, содержащее датчик фактической статической нагрузки, датчик скорости, ключ, регулятор скорости и регулятор тока, введены блок упра|ления, датчики наличия металла предыдущей и регулируемой клетей, блок задания времени упреждения, блок определения начала отсчета времени упреждения, задатчик средней статической нагрузки, два цифровых интегро-запоминающих устройства, четыре элемента И-НЕ и преобразователь коднапряжение, причем первый и второй входы блока управления соединены соответственно с выходами датчиков наличия металла предыдущей и регулируемой клети, первый выход блока управления соединен .с первым входом блока задания времени упреждения, второй, третий и четвертый выходы блока управления соединены с первыми входами первого, второго и третьего элементов И-НЕ, пятый выход блока управления соединен с первым входом блока определения начала отсчета времени упреждения, шестой выход блока управления соединен с управляющим входом ключа, при этом выход датчика наличия металла предыдущей клети соединен с вторыми входами блоков задания времени упреждения и определения начала отсчета времени упреждения, а выход блока задания времени упреждения соединен с третьим входом блока опрделения начала отсчета времени упредения, четвертый вход которого соединен с выходом цифрового датчика скорости, причем первый, второй и третий выходы блрков определения начала отсчета времени упреждения соответственно соединены со вторыми .входами первого, второго и третьего элементов И-НЕ, третий вход первого элемента И-НЕ соединен с выходом задатчика cpeigjeft статической нагруsc-jTj, третьи входы второго, и третьего элементов И-НЕ соединены, с.-выходами первого и второго цифровы.х интегрозапоминающих устройств, входы.которых соединены с первьаш и вторыми выходами , а вход поспеднего соединен с вьаходом датчика фактической статической нагрузки, выходы первого, второго и третьего элементов И-НЕ соединена с первым, вторым И третьим входами четвертого элемента, И-НЕ, выход которого соединен со входом преобразователя код-напряжение, а выход последнего соеди-нен со входом регулятора скорости.
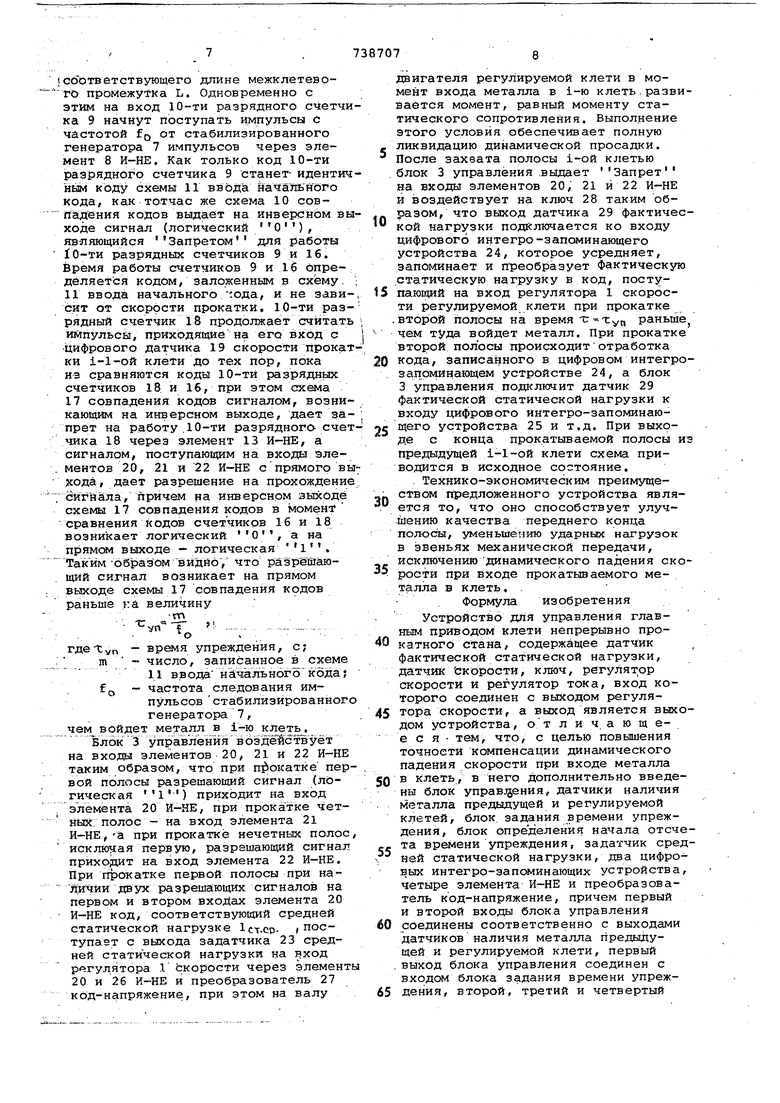
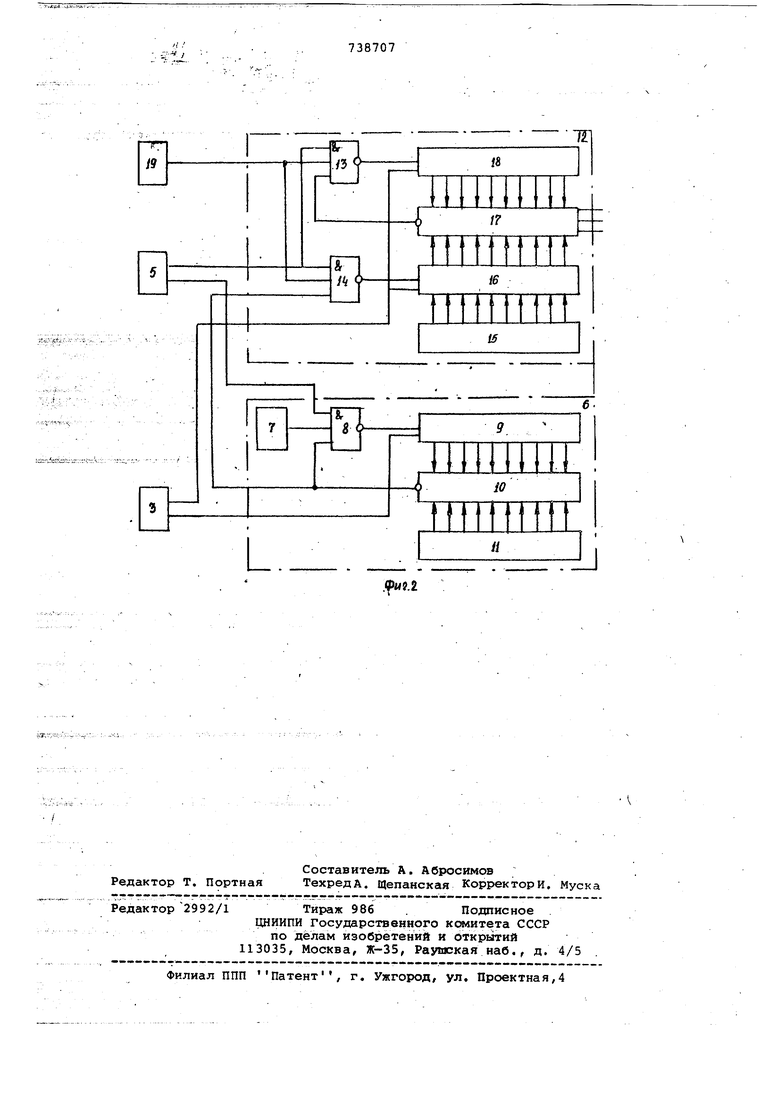
На фиг.1 изображена блок-схема устройства; на фиг. 2 - функциональ- ная схема формирователя времени упредения.
Устройство для управления главным приводом клети непрерьшного прокатного стана (фиг.1), содержит систему подвижного регулирования,включающую регулятор 1 скорости и. регулятор 2 тока, блок 3 управления,входы которого подключены к датчику 4 наличия металла в i-ой клети и к датчику 5 наличия металла в i-1-ой клети, схему формирователя времени упреждения, изображенную на фиг.2, включающую блок б задания времени упреждения, состоящий из стабилизированного генератора 7 импульсов, элемента 8 И-НЕ, первого 10-ти разрядного счетчика 9, первой схемы 10 совпадения кодов, первой схемы 11 ввода начального кода и блок 12 определения начала отсчета времени упреждения, состоящий из двух элементов 13 и 14 И-НЕ, второй схемы 15 ввода Начального кода, второго 10-ти разрядного счетчика 16, второй схемы - 17 совпадения кодов и третьего 10-ти разрядного счетчика 18, цифровой дат чик 19 скорости прокатки в предыдущей клети, соединенный выходом с входом блока 12 определения начала отсчета времени упреждения, три элемента 20, 21 и 22 И-НЕ, задатчик
23средней статической нагрузки, .; первое цифровое интегро-запоминающер устройство 24, второе цифровое
ин т С; гро - 3 апоми н ающее ус трои ств о 25, элемент 26 И-НЕ, подключенный входом к выходам элементов 20, 21 и 22 И-НЕ, выходом через преобразователь 27 код-напряжение ко входу регулятора 1 скорости. Блок 6 задания времени упреждения, подключен входами к датчику 5 наличия металла в i-1-ой клети и к выходу блока 3 управления, а выходом ко входу блока 12 определения начала отсчета времени упреждения, другие входы которого также подключены к выходу блока 3 управления и к датчику 5 на:;1ичи металла в i-1-ой клети. Последний выход блока 3 .управления соединен с управляющим входом ключа 28,. подключенного входом к выходу датчика 29. статической нагрузки, а выходом к входам первого и второго цифровых интегро-запоМинающих устройств
24и 25, соответственно. Схемы 10 и 17 совпадения кодов имеют прямой
и инверсный выходы, причем прямой выход схемы 17,совпадения кодов подключен ко второму входу элементов 20, 21 и .22 И-НЁ, инверсный выход, схемы 17 совпадения кодов подключен к входу элемента 13 И-НЕ, а инверсный выход схемы 10 совпадениякодов подключен к входам элементов 8 и 14 .
Устройство работает следующим образом.
В исходном состоянии обе смежные клети находятся без металла и блок 3 управления выдает логический сигнал , поступающий на шины сброса 10-ти.разрядных счетчиков 9, 16 и 18, при этом счетчики 9 и 18 обнулены, а в счетчике 16 остается жестко заложенный, код, поступающий со второй схемы 5 ввода начального кода, который соответствует длине межклетевого промежутка L, при этом несовпадение кодов счетчиков 16 и 18 фиксируется второй схемой 17 совпадения кодов, у которой на инверсном выходе появляется логическая Ч , а на прямом выходе- логический О Аналогичное состояние и у первой схемы 10 совпадения кодов, на входах которой происходит сравнение кода 10-ти разрядного счетчика 9 и кода первой 11 взвода начального кода, с помощью которой задается оптимальное время упреждения, в момент входа прокатываемого металла в i-1-ю клеть Датчик наличия металла в i-1-о клети выдает сигнал, поступающий одновременно на входы блоков 3 управления и 6 задания времени упреждения, при этом блок 3 управления выдает сигнал (логическую ), снимающий запрет с шин сброса 10-ти разрядных счетчиков 9, 16 и 18, а элементы 13 и 14 И-НЕ начинают пропускать импульсы, поступающие с цифрового датчика 19 скорости прокатки i-1-ой клети. За времл прохождения головной части прокатываемой полосы межклетевого промежутка длиной L цифровой датчик 19 скорости прокатки i-1-ой клети выдает число импульсов, определяемое выражением:
K-I-L
п Jt-B,
р.а.
.где п
число импульсов на выходе цифрового датчика скорости за время прохождения головной части прокатываемой полосы межклетевого промежука;
К - число импульсов на выходе цифрового датчика скпрости за один оборот рабочего валка;
i - передатрчное число редуктора ; L - длина межклетевого прсмежутка, м;
Ц, - диаметр рабочего валка, м. 10-й разрядный счетчик 18 начинает считать эти импульсы в прямом направлении, а счетчик 16 - в обратном, то есть в счетчике 16 происходит считывание импульсов с кода.
соответствующего длине межклетевого промежутка L. Одновременно с этим на вход 10-ти разрядного счетчика 9 начнут поступать импульсы с частотой fo от стабилизированного генератора 7 импульсов через элемент 8 И-НЕ. Как только код 10-ти разрядного счетчика 9 станет- идентичнвм коду схемы 11 ввода йаЧалЬного кода, как тотчас же схема 10 совпадения кодов выдает на инверсном выходе сигнал (логический О ) являющийся Запретом для работы
iO-ти разрядных счетчиков 9 и 16. Время работы счетчиков 9 и 16 определяется кодом, заложенным в схему. 11 ввода начального :ода, и не эави-, сит от скорости прокатки, 10-ти разрядный счетчик 18 продолжает считать ийпульса, приходящиена его вход с | цифрового датчика 19 скорости прокатки i-1-ой клети до тех пор, пока не сравняются кода 10-тй разрядных счетчиков 1В. и 16, при этом схема 17 совпадения кодов сигналом, возникак)цим на инверсном выходе, дает за- ; прет на работу .10-ти разрядного- счетчика 18 через элемент 13 И-НЕ, а сигналом, поступающим на входы элементов 20, 21 и 22 И-НЕ спрямого ВЫ7 хода, дает разрешение на прохождение
сйгнала, причем на инверсном энходё схемы 17 совпадения кодов в момент сравнения кодсж счетчиков 16 и 18 возникает логический О , а на прямое выходе - логическая . Таким -образом вйдйо, что разрешающий сигнал возникает на прямом выходе схемы 17 совпадения кодов
раньше .ка величину -пл
1уп
где-tyn - время упреждения, с;
m - число, записанное в схеме 11 ввода начальногокода J fo - частота следования импульсов стабилизированног генератора 7, чем войдет металл в 1-ю клеть
Блок 3 управления воздействует на входы элементов 20, 21 и 22 И-НЕ таким образом, что при п |1окатке пер вой полосы разрешающий сигнал (логическая ) приходит на вход элемента 20 И-НЕ, при прокатке четHfcBt. полос - на вход элемента 21 И-НЕ,а при прокатке нечетных полос исключая первую, разрашаювчий сигнал приходит на вход элемента 22 И-НЕ. При прокатке первой полосы при найичйи двух разрешающих сигналов на первом и втором входах элемента 20 И-НЕ код, соответствующий средней статической нагрузке ICT-CP- (Поступает с выхода задатчика 23 средней статической нагрузки на вход регулятора 1 скорости через элемент 20 и 26 И-НЕ и преобразователь 27 код-напряжение, при этом на валу
двигателя регулируемой клети в момент входа металла в i-ю клеть.развивается момент, равный моменту статического сопротивлейия, Выпол.нение этого условия обеспечивает полную ликвидацию динамической просадки. После захвата полосы i-ой клетью блок 3 управления выдает Запрет на входы элементов 20, 21 и 22 И-НЕ и зоздействует на ключ 28 таким образом, что выход датчика 29 фактической нагрузки подключается ко входу цифрового интегро-запоминающего устройства 24, которое усредняет, запоминает и преобразует Фактическую статическую нагрузку в код, поступаю1ЕЦ1й на вход регулятора 1 скорости регулируемой клети при прокатке .второй полосы на время , раньше чем туда войдет металл. При прокатке второй полосы происходитотработка кода, записанного в цифровом интегрозапрминающем устройстве 24, а блок 3 управления подключит датчик 29 фактической статической нагрузки к входу цифрового интегро-запоминающего устройства 25 и т.д. При выходе с конца прокатываемой полосы и предыдущей i-1-ой клети схема приводится в исходное состояние.
. Технико-экономическим преимуществом Предложенного устройства является то, что оно способствует улучшению качества переднего конца полосы, уменьшению ударных нагрузок в звеньях механической передачи, исключению динамического падения скорости при входе прокатываемого металла в клеть. . . Формула изобретения
Устройство для управления главным приводом клети непрерывно прокатного стана , содержащее датчик фактической статической нагрузки, датчик скорости, ключ, регулятор скорости и регулятор тока, вход которого соединен с выходом регулятора скорости, а выход является выходом устройства, отличающееся- тем, что, с целью повышения точности компенсации динамического падения скорости при входе металла в клеть, в него дополнительно введены блок ynpaBjjeHHH, датчики наличия металла предыдущей и регулируемой клетей, блок, задания времени упреждения, блок определения начала отсчета времени упреждения, задатчик средней статической нагрузки, два цифровых интегро-запоминающих устройства четыре элемента И-НЕ и преобразователь код-напряжение, причем первый и второй входы блока управления соединены соответственно с выходами датчиков наличия металла предыдущей и регулируемой клети, первый выход блока управления соединен с входом блока задания времени упреждения, второй, третий и четвертый
вьаходы блока управления соединены с первыми входами первого, второго и третьего элементов И-НЕ, пятый выход блока управления соединен с первым входом блока определения начала отсчета времени упреждения, шестой выход блока управления соединен с управляющим входом ключа, при этом выход датчика наличия металла предыдущей клети соединен со вторыми входами блоков задания времени упреждения и определения начала отсчета времени упреждения, а выход блока задания времени упреждения соединен с третьим входом блока определения начала отсчета времени упреждения, четвертый вход которого соединен с выходом цифрового датчика скорости причем первый, второй и третий выходы блоков определения начала отсче та времени упреждения соответственно соединены со вторыми входами первого второго и третьего элементов И-НЕ, третий вход первого элемента И-НЕ соединен с выходом задатчика средней статической нагрузки, третьи входы второго и третьего элементов И-НЕ соединены с выходами первого и второго цифровых интегро-запоминающих устройств, входы которых соединены с первым и вторым выходами ключа, а вход последнего соединен с выходом датчика фактической статической нагрузки, выходы первого, второго и третьего элементов И-НЕ соединены с первым, вторым и третьим вхо0дами четвертого элемента И-НЕ, выход которого соединен с входами преобразователя код-напряжение, а вьЬсод последнего соединен со входом регулятора скорости.
5
Источники инфо Ж4ации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 334626, кл. Н 02 Р 5/00, 1969.
2.Исследование работы регулято0ров скорости в системе автоматического регулирования толщины полосы. Отчет Московского энергетического института, 73065571, 1975, с.34-36.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| Устройство для управления главным электроприводом клети непрерывного прокатного стана | 1982 |
|
SU1026870A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| Устройство для регулирования межклетевых натяжений | 1979 |
|
SU880532A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Система автоматического регулирования толщины полосы на стане холодной прокатки | 1982 |
|
SU1058652A1 |
| Устройство для ситуационного анализа процесса многониточной прокатки | 1988 |
|
SU1507482A1 |
| Устройство определения относительного обжатия полосы в прокатной клети | 1980 |
|
SU908449A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
та 01
