1
Изобретение относится к прокатному производству и может быть использо-. вано на широкополосных станах горячей прокатки для измерения относительного обжатия в процессе прокатки .
Известно устройство измерения относительного обжатия, содержащее моталки, измерительные ролики перед . и за станом, импульсный датчик пути до стана, импульсный датчик пути после стана, регистр сдвига, контролирующий прекращение импульсов.от датчика перед станом, схему выделения сигнала неисправности работы устройства, ведущий счетчик, счетчик измёрительнуй, запоминающее устройство и схему управления. Причем измерительные ролики соединены с импульсными датчиками пути. Импульсный датчик пути перед станом соединен с входами регистров сдвига и ведущим счетчиком, а импульсный датчик пути после стана с другими входами регистров сдвига и с измерительным счетчиком, который включен на вход запоминающего устройства, а регистры сдвига, соединены с выходами схемы выделения сигнала неисправности работы. Схема управления соединена со всеми упомянутыми блоками,кроме схемы выделения сигнала неисправной работы 1 .
Недостатком этого устройства является его низкая точность, так как измерительньж ролик имеет тепловую деформацию, которая изменяет соотношение между его угловой и линейной скоростями. Кроме того, измерительный ролик подвержен износу и не исключается его проскальзывание по прокатываемой полосе.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, которое содержит датчики скорости последней и предпоследней клетей, гасящие сопротивления, сопротивление
плеча сравнения, начальное сЬпротивление плеча сравнения, сопротивление реохорда потенциометра, сопротивление шунтд реохорда, электронный усилитель, реверсивный двигатель и регистрирующий прибор.Причем датчик скорости измеряемой последней клети через гасящие со, противления подключен к сопротивлению реохорда, параллельно которому включено сопротивление шунта, а датчик скорости предпоследней клети через гасящие coпpotивлeния подключен на сопротивление плеча сравнения напряжения. Начальное сопротивление плеча сравнения включено между сопротивлением реохорда потенциометра и сопротивлением плеча сравнения напряжения, другой конец которого соединен с входом электронного усилителя потенциометра. Ползунок реохорда механически связан с ротором реверсивного двигателя, включенного на выход электронного усилителя
Таким образом реализуется схема моста сравнения, в двух плечах которого включены датчики скорости (тахогенераторы) последней и предпоследней клетей, а два других плеча собраны на сопротивлениях 2.
Недостатком устройства является низкая точность измерения относительного обжатия, вызванная неточностью задания опережений, а также за счет изменения диаметра рабочих валков при прокатке, и ЭДС тахогенераторов, которые не учитываются устройством.
Цель изобретения - повышение точности определения относительного обжатия полосы в прокатной клети.
Поставленная цель достигается тем, что в устройство определения относительного обжатия полосы в прокатной клети, содержащее датчики скорости рассматриваемой и предыдущей клетей, регистрирующий прибор, дополнительно введены датчики наличия металла в рассматриваемой, предыдущей и в последующей клетях, генератор импульсов, делитель частоты, четыре сметчика, выходы которых соединены с соответствующими входами четырех регистров, блок управления, шесть элементов И, три элемента ИЛИ, элемент НЕ, триггер, ,три схемы сравнения кодов, входы которых подекадно соединены с соответствующими выходами счетчиков и регистров, причем вход первого счетчика через первый элемент ИЛИ соединен с выходами двух элементов И, S один вход первого из них соединен с выходом делителя .частоты, вход которого подключен к выходу генератора импульсов и первому входу второго элемента И, а другие входы первых двух элементов И соединены с выходом блока управления, на входы . которого подключены выходы датчиков наличия металла в рассматриваемой и предыдущей клетях, кроме этого, выход датчика наличия металла в рассматриваемой клети соединен со входом записи в первый регистр, а выход датчика наличия металла в последующей клети соединен с одним входом второго элемента ИЛИ и первыми входами третьего и четвертого элементов И, на второй вход третьего элемента И подключен выход датчика скорости рассматриваемой клети, а на второй
5 вход четвертого импульсный датчик скорости предыдущей клети, причем выход третьего элемента И соединен с первым входом третьего элемента ИЛИ, второй вход которого соеди0 иен с выходом первой схемы сравнения кодов, входом установки в О первого счетчика и первым входом триггера, а выход третьего элемента ИЛИ соединен со входом второго
J и третьего счетчиков, кроме этого, выход четвертого элемента И соединен со входом четвертого счетчика, вход установки в О которого соединен с входами установки в О
0 второго и третьего счетчиков и с выходом пятого элемента И, один вход которого подключен к выходу второй схемы сравнения кодов и к первому входу шестого элемента И,
второй вход которого соединен с выходом элемента НЕ, а выход - со вторым входом триггера, выход которого соединен с входом записи в четвертый регистр, а второй вход
пятого элементна И соединен с выходом третьей схемы сравнения кодов, входом элемента НЕ и вторым входом третьего элемента ИЛИ, выход которого соединен с входами записи во второй и четвертый реги.стры, а на вход четвертого регистра подключен регистрирующий прибор.
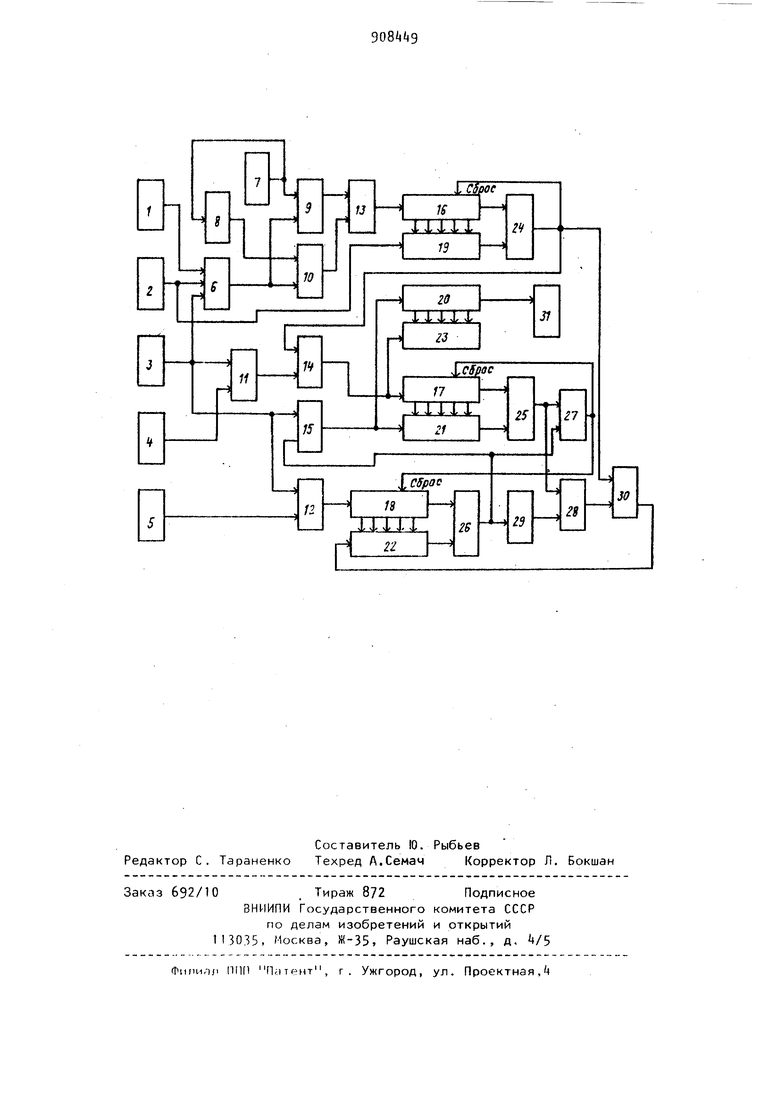
На чертеже представлена функциональная схема устройства определения Относительного обжатия полосы в прокатной клети. Устройство содержит датчик 1 наличия металла предыдущей К-1-ой клети, датчик 2 наличия металла в рассматриваемой К-й клети, датчик 3 наличия металла в последующей К+1-ОЙ клети, импульсный датчик k скорости К-ой клети, импульсный датчик 5 скорости К-1-ой клети,блок 6 управления, генератор 7 импульсов, делитель 8 частоты, элементы И 9-12 элементы ИЛИ , счетчики 16-18 двоично-десятичные,регистры 19-22, счетчик 23 реверсивный, схемы 2«-2б сравнения кодов ,элементы И 27 и 28, элемент НЕ 29 .триг гер 30, регистрирующий прибор 31 Устройство работает следующим об разом. В исходном положении счетчики и регистры установлены в нулевое состояние. При входе голбвной части по лосы в К-1 клеть по сигналу датчика 1 наличия металла блок 6 управле ния откроет; элемент И 10, который пропускает импульс с выхода делителя 8 частоты на вход первого счетчика 16 через элемент ИЛИ 13 в тече ние интервала времени t прохождения 1ежклетевого промежутка Lp. где Уц. - скорость металла между К-1-ой и К-ой клетями. Количество импульсов, записанных в счетчик 16, равно W, t где К - коэффициент делителя 8; 2 - частота, импульсов на выход генератора 7. По сигналу датчика 2 наличия металла в К-ой клети производится запись числа W) из счетчика 16 в регистр 15. В момент равенства кодов в первом счетчике 16 и первом регистре 19 на выходе схемы 2 сравне ния кодов появится сигнал, который подается йа вход счетчика 16 и уста навливает его в нулевое положение. После установки счетчика на О он опять заполняется импульсами с частотой , ггг-, поступающими через элементы 9 и 13, так как блок управ ления откроет элемент И 9.по сигналу датчика 2 наличия металла в К-ой клети. Когда код счетчика 16 сравнивается с кодом регистра 19 на выходе схемы 2 сравнения кодов появляются импульсы с частотой , |i, которые поступают на входы счетчиков 17 и 23. При входе полосы в К+1-ю клеть записанное в счетчике 17 число за время движения tj в следующем промежутке равно В реверсивном счетчике, работающем на вычитание поступающих на его вход импульсов, будет записано число 1 - W, При одинаковых межклетевых расстояниях число V/J пропорционально величине относительного обжатия полосы в К-ой клети, которое определяется по известным соотношениямгде h, ; V, соответственно толщина и скорость полосы на входе в К-ю клеть; соответственно толщина и скорость полосы на выходе Из К-ой клети. Сигналом датчика 3 наличия металла в К+1-ОЙ клети, поступающим на входы регистров 20 и 21 через элемент ИЛИ,15. производится запись относительного обжатия в регистр 20 и соотношения скоростей прокатки в двух межклетевых промежутках. После записи кодов в регистры 20 и 21 схема 25 сравнения кодов.формирует импульсный сигнал, который через элемент И 27 подается на вход счетчиков 17 и 18. Так как в счетчике 18 и регистре 22 код одинаков и равен нулю, то производится установка в О только счетчика 17. После того, как в счетчике 17 установится нулевой код, производится включение элементов И 11 и 12 по сигналу датчика 3 наличия металла в К-ой клети. Импульсы с выхода датчика k будут поступать на 7 g входы сметчика 17 и 23, а с выхода датчика 5 - на вход счетчика 18. Пр совпадении кодов в счетчике 17 и регистре 21 выходной сигнал схемы 25 сравнения кодов поступает на вхо регистра 22 через элемент 28, на вт ром входе которого присутствует раз решающий сигнал с выхода элемента 29, и триггер 30. Число, записанное в регистре 22 из счетчика 18, равно где &t -, ieHHO час-, тоты импульсов с выходов датчиков К и К-1-ой клетей. При равенстве кодов в счетчике 18 и регистре 22 сигналом схемы сравнения кодов производится запись чисел изсчетчика 23 в регистр 20, а из счетчика 17 в регистр 21. Ввиду того, что числа в счетчике.1/ и регист ре 21 станут равны, то схема 25 срав нения кодов разрешит прохождение сиг нала с выхода схемы 26 сравнения кодов на входы счетчиков 23, 17 и 18, устанавливая в нулевое состояние. После обнуления счетчиков 17,18 и 23 импульсы с датчиков 4 и 5 скорости будут вновь поступать на входы счетчиков 17, 18 и 23. Однако время счета будет определяться числом и частотой f., , так как триггер ЗР не обеспечит повторной записи в регистр 22 потому, что он находится в прежнем состоянии. В начальное состояние триггер 30 устанавливается сигналом, который поступает с выхода схемы 2 сравнения кодов при прохождении головной части полосы последующего межклетевого промежутка. Таким образом, в регистре 20 заносится число, соответствующее относительному обжатию полосы в К-ой клети во время цикла определенным числом Wi,. Операция перезаписи будет продолжена на выходе полосы. При вы ходе полосы из К-ой клети блок 6 управления производит сброс всех счетчиков и регистров на О {не показано). Информация величины относительного обжатия полосы с выхода регистра 20 будет снята с регист рирующего прибора 31. Техническим преимущесгвом изобретения по отношению к существующим является повышение точности определения относительного обжатия полосы в прокатной клети, так как в нем учитывается изменение опережения металла, изменение диаметров рабочих валков при прохождении головмой части полосы. Кроме этого, применение импульсных датчиков скорости позволяет получать высокую точность (до 0,1%) измерения частоты вращения рабочих валков. Инструментальная ошибка в определении относительного обжатия зависит от частоты генератора и быстродействия датчиков наличия металла. При частоте генератора по МГц и постоянной времени датчиков металла 5-10 мс погрешность не превышает 0,2-0,5. Применение устройства на непрерывном широкополосном стане позволяет увеличить выход годного с лучшими физико-механическими свойствами металла за счет оптимальной настройки прокатных клетей, а также позволяет производить необходимые по энергосиловым параметрам прокатки обжатия в клетях станов горячей прокатки. Формула изобретения Устройство определения относи- . тельного обжатия полосы в прокатной клети, содержащее датчики скорости рассматриваемой и предыдущей клетей, регистрирующий прибор, отличающееся тем, что, с целью повышения точности определения относительного обжатия, в него дополнительно введены датчики наличия метапла в рассматриваемой, предыдущей и последующей клетях,генератор импульсов, делитель частоты, четыре счетчика, выходы которых соединены с соответствующими входами четырех .регистров, блок управления, шесть элементов И, три элемента ИЛИ, элемент НЕ, триггер, три схемы сравнения кодов, входы которых соединены с соответствующими входами счетчиков и регистров, причем вход первого счетчика через первый элемент ИЛИ соединен с выходами двух элементов И, один вход первого из них соединен с выходом делители частоты, вход которого подклюмеи к выходу генератора импульсов и первому входу второго элемента И а другие входы первых двух элементов И соединены с выходом блока управления, на входы которого подключены выходы датчиков наличия металла в рассматри ваемой и предыдущей клетях, кроме этого, выход датчика наличия металла в рассматриваемой клеуи соединен с входом записи в первый регистр, а выход датчика наличия металла в последующей клети соединен с одним входом второго элемента ИЛИ и первыми входами третьего и четвертого элементов И, на второй вход третьего элемента И подключен выход импульсного датчика скорости рассматриваемой клети, а на второй вход четвертого - импульсный датчик скорости предыдущей клети,причем выход третьего элемента И соединен с первым входом третьего элемента второй вход которого соединен с выходом первой схемы сравнения кодов, входом установки в О первого счетчика и первым входом триггера, а выход третьего элемента ИЛИ соединен с выходами и третьего счетчиков, кроме этого, вход четвертого элемента И соединен с входом четвертого 90 счетчика, вход установки в О которого соединен с входами установки в О второго и третьего счетчиков и с выходом пятого элемента И,один вход которого подключен к выходу второй схемы сравнения кодов и к nejjвому входу шестого элемента И, второй, вход которого соединен с выходом элемента НЕ, а выход - с вторым входом триггера, выход которого соеинен с входом записи в четвертый регистр, а второй вход пятого элемента И соединен с выходом третьей схемы сравнения кодов, входом элемента НЕ и вторым входом третьего элемента ИЛИ, выход которого соединен с входами записи во второй и четвертый регистры, а на вход четвертого регистра подключен регистрирующий прибор. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N , кл. В 21 В 37/00, 1970. 2.Савранский К.Н. и др. Измерение относительного обжатия в последних клетях непрерывных по-, лосовых станов. Сб. Производство листа, вып. 1, М., Металлургия, 1972, с. 83-86.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Устройство измерения относитель-НОгО ОбжАТия пОлОСы HA CTAHAX гОРя-чЕй пРОКАТКи | 1979 |
|
SU852395A1 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
| Система автоматического регулирования толщины полосы на стане холодной прокатки | 1982 |
|
SU1058652A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство для управления главным электроприводом клети непрерывного прокатного стана | 1982 |
|
SU1026870A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1985 |
|
SU1304950A2 |
| Способ стабилизации толщины листа на реверсивном стане | 1990 |
|
SU1719121A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для измерения толщины в процессе прокатки | 1978 |
|
SU766692A1 |