Изобретение относится к Автоматизации прокатного производства и может быть использовано при разра.ботке комплекса систем автоматического регулирования толщины полосы на непрерывных станах холодной прокатки. Наиболее близким к предлагаемо,му является устройство регулирования .натяжения и тощины на непрерыв ном прокатном стане 1J/ содержащее измеритель натяжения, элемент сравнений, реверсирующий блок, регулятор натяжения последующей клети,рёлей ный блок, систему управления перемещением нажимного винта последую щей клети, ключ, регулятор скорости доследующей клети, причем выход измерителя натяжения соединен с вхо дом релейного блока и с входом элемента сравнения, выход релейного блока соединен с первым входом клю Ча и с первым входом реверсирующего блока, второй вход которого соединен с выходом элемента сравнения, выход реверсирующего блока соединен с вторым входом ключа и с входом регулятора натяжения последующей клети, выход которого соединен с входом системы управления пet eмeщeнием нажимного винта последующей клети. При выходе полосы из предыдущей для данного межклетевого промежутка (t -1)-ой клети теряется натяжение в промежутке, что приводит к срабатыванию релейного и реверсирующего блоков, изменению полярности сигнала, воздействующего через регулятор натяжения на нажимное устройство i-ой клети и, тем самым, к частичной компенсации утолщения полосы, вызванного потерей натяжения. Одновременно сигнал, пропорциональный заданию натяжения, через ключ вк.г1ючается на вход регулятора скорости 1-ой клети в направлении ее подтормаживания. Этим обеспечивается повышение натяжения между -ой и ( | +1)-ой клетями,позволяющее полностью компенсировать утолщение полосы, вызванное потерей натяжения при выходе полосы из ( 1 -1)-ой клети. . Недостатком известного устройства является одновременность подачи компенсирующих сигналов на нажимное устройство и скорость валков i-ой клети. Действительно, если воздейст;вие на нажимное устройство приводит :к воздействию на возникшее в этой клети утолщение, то подтормаживание валков этой клети вызывает уменьшени е толщины. в валках последующей 1 +1)-ой клети, куда утолщенный участок поло.сы попадет после движения через межклетевой промежуток. Поэтому на время транспортирования утолщенного участка между клетями ( и +1 после ( i +1)-ой клети образуется ,утоньщенный участок полосы, проходящий на выход стана. Таким образом,на заднем конце полосы появляются участки с минусовыми отклоненийми по толщине, которйё к тому же имеют пониженную механическую прочность, что повышает вероятность порывов полосы на задних концах.
Целью предлагаемого устройства является повышение точности проката за счет своевременной отработки отклонений толщины полосы от допустимого значения.
Для достижения поставленной цели предложенное устройство, содержащее измеритель натяжения, элемент сравнения, реверсирующий блок, регулятор натяжения последуюгцей клети, релейный блок, систему управления перемещением нажимного винта последующей клети, ключ, регулятор скоррсти последующей клети,снабжено измерителем скорости валков последующей клети- и блоком регулируемого запаздывания, причем выход ключа соединен с первым входом блока регулируемого запаздывания, второй вход которого соединен с выходом измерителя скорости валков последующей клети, выход блока регулируемого запаздывания соединен с входом регулятора.скорости последующей кпети.
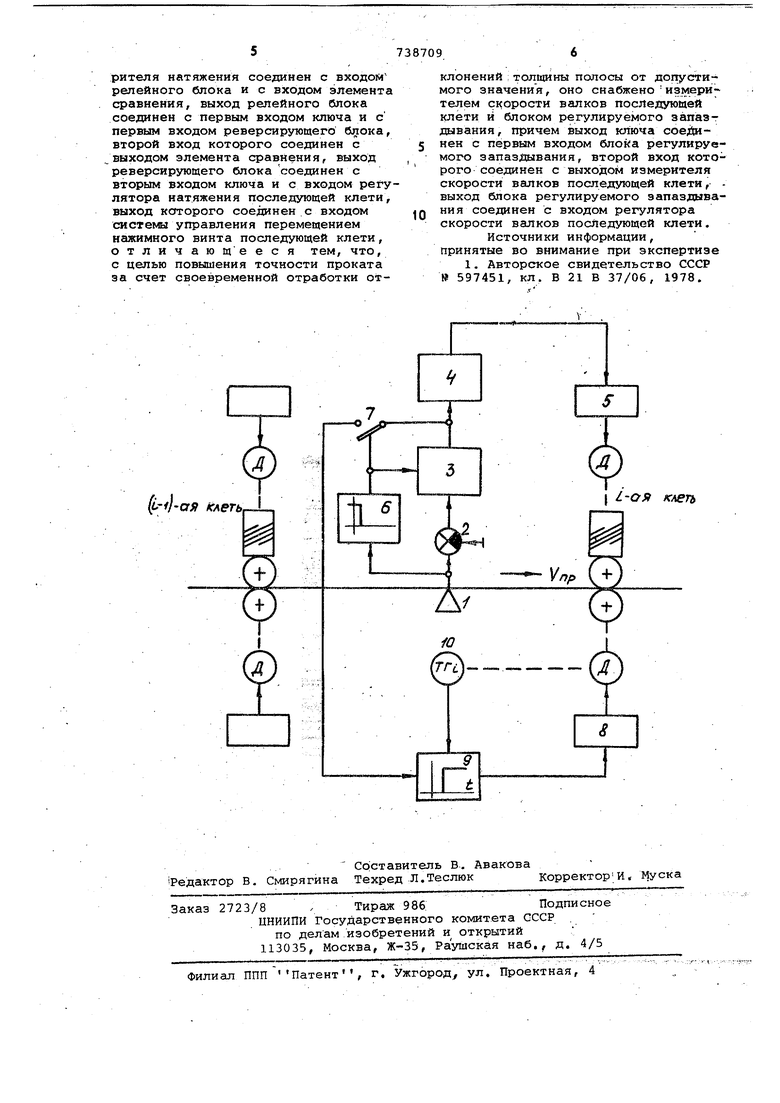
На чертеже приведена функциональная схема предлагаемого устройства. Устройство содержит измерител 1 натяжения, элемент 2 сравнения, реверсирующий блок 3, регулятор 4 н.атяжения последующей клети, систему 5 управления перемещением нажимного винта последующей клети, релейный блдк б, ключ 7, регулятор 8 скорости валков последующей клети, блок 9 регулируемого запаздывания, измеритель 10 скорости валков последующ й клети.. .
Измеритель 1 натяжения через элемент 2. сравнения, сравнивающий измеренную и заданную величину натяжения прокатываемой полосы, и реверсирующий блок 3 соединен с входом регулятора 4 натяжения последующей клети, выход которого соедйг нен с входом системы 5 управления перемещением нажишого винта исследующей клети. Первый вход реверсив ногб блока 3 через релейный блок .6 соеди.нен с :выходом измерителя 1
натяжения прокатываемой полосы.Выход реверсирующего блока 3 через второй вход ключа 7 соединен с первым входом блока 9 регулируемого запаздывания, второй вход которого соединен с выходом измерителя 10 скорости валков последующей клети. Выход блока 9 регулируемого запаздывания соединен с входом регулятора 8 скорости валков последующей кле0
Предлагаемое устройство в режи- .
ме прокатки полосы работает таким образом, что увеличение межклетевого натяжения вызывает перемещение нажимных устройств вниз. При
5 выходе конца полосы из предыдущей ( i -1)-ой клети исчезает сигнал измерителя 1 йатяжения, и релейный блок 3 изменяет на обратный знак воздействие на нажимное устройство
0 i -ой клети, которое перемещается вниз пропорционально величине исчезнувшего натяжения. Сигнал, пропорциональный уставке натяжения, с выхода рё;версирующегоблока Зче5 рез ключ 7, управляемый релейным блоком 6, подается на вход регулятора 8 скорости валков этой клети через блок 9 регулируемого запаздывания, в котором в функции скорости вал„ ков клети,поступающей от измерителя 10, происходит задержка сигнала на время, необходимое для транспортировки возникшего в зев.е валков i-рй клети утолщенного участка полосы до валков ( 1 +1)-ой клети. При
появлении рассматриваемого сигнала на входе регулятора скорости прЬисходит подтормаживание клети.Тдкимобразом,компенсация утолщения,вызванного потерей натяжения при выходе
0 конца полосы из ( i -1)-ой клети,происходит частично в валках i-ой клети за счет воздействия нажимных устройств этой клети и частично в валках (( +1)-ой клети за счет подтор5 маживания валков i-ой .клети.
Эффективность предлагаемого устройства заключается в полной компенсации утолщений полосы, возникшего в 1 -ой клети при выходе конца полоQ сы из (i -1)-ой клети при одновременном, обеспечивании устойчивости прокатки полосы.
Формула изобретения
Устройство регулирования толщины полосы на концах холоднокатанных рулонов, содержащее измеритель натяжения, элемент сравнения, реверсир5 тощий блок, регулятор натяжения последующей клети, релейный блок, систему управления перемещением нажимного винта последующей клети, ключ, регулятор скорости прследующей клети, причем выход изме
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования натяжения и толщины полосы на непрерывном стане холодной прокатки | 1976 |
|
SU597451A1 |
| Устройство для стабилизации межклетевого натяжения полосы | 1982 |
|
SU1065052A1 |
| Устройство регулирования размеров концов горячекатаных полос | 1981 |
|
SU1013010A1 |
| Устройство для регулирования размеров концов горячекатаной полосы | 1990 |
|
SU1794517A2 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1980 |
|
SU942841A1 |
| Устройство для ограничения натяжения полосы на непрерывном прокатном стане | 1977 |
|
SU662178A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| Система регулирования толщиныпОлОСы | 1979 |
|
SU829236A1 |
