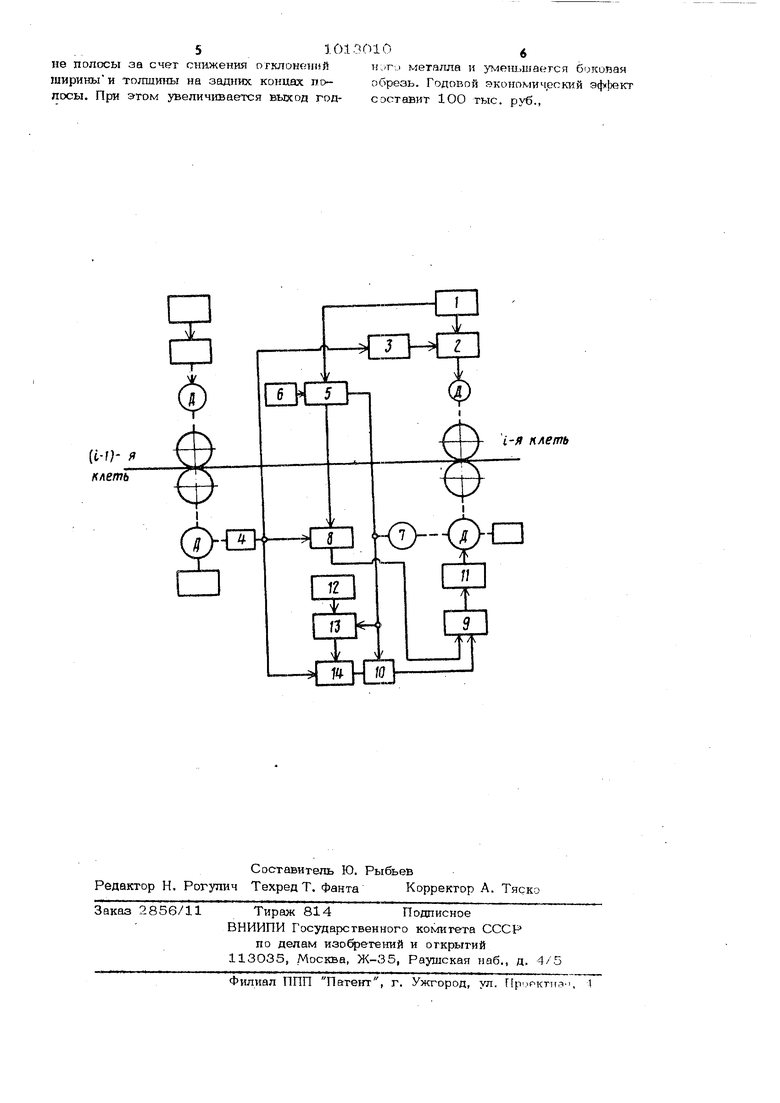
Изобретение относится к металлургии, конкретнее к автоматизации прокатного производства, и может быть использовано при разработке систем автоматического регулирования размеров полосы на непрерывных станах горячей прокатки. Известно устройство, в котором осуществляется регулирование натяжения и соответственно толщины полосы в последующем межклетевом промежутке путем перемещения нажимного винта вниз при исчезновении заднего натяжения ClJ Недостатком данного устройства является низкая э()4 ективность регулирования толщины, поскольку отсутствие корре ции скорости валков регулирующей клетки при перемещении нажимного винта вызывает уменьшение натяжения в последующем межклетевом промежутке и, соответ ственно, увеличение силы прокатки в регулирующей клети, а значит, и увеличени толщины. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является ус-гройство регулиро вания толщины полосы на концах холодно катаных рулонов, содержащее систему управления перемещением нажимтгых винтов, постгедующей клети, ключ измеритель скорости валков последующей клети, регулятор скорости вадков последующей клети и блок регулируемого запаздьпзания. Работа устройства направлена на повьпление точности размеров концов полосы за счет своевременной обработки отклонений толщины полосы от допустимо го значения 2j . Недостатком известного устройства является то, что в процессе его работы не устраняются отклонения ширины концо полос, возникающие в непрерьюной групп клетей за счет исчезновения натя 1«ния. Целью изобретения является повьпне.ние точности размеров на концах полосы по толщине за счет компенсации отклоне ний толщины и щирины полосы от размеров ее средней части. Эта цель достигается тем, гго в устройство, содержащее систему управления перемещением нажимных винтов клети, ключ, измеритель скорости валков кле- ти, регулятор скорости валков клети и блок регулируемого запаздывания, приче выход ключа соединен с первым входом блока регулируемого запаздывания, второй вход которого соединен с выходом измерителя скорости клети, дополнитель но введены датчик наличия металла. задания перемещежм нажимшзК винтов вычислительные блоки, блоки задания коэффициетгтов, ключи и сумматор, прИ один выход блока задания перемещения нажимных винтов соединен с входом cvтемы управления перемещением нажимн.. винтов клети, второй вход которой соединен с выходом ключа, вход которого соединен с выходом датчика наличия Mfci ла, второй выход блока задания перемет ния нажимных винтов соединен с первум входом первого вычислительного блока, второй вход которого соединен с выходок блока задания коэффициентов, а третий вход - с выходом измерителя скорости валков паследуюш.ей клети, выход первого вычислительного блока соединен с входом ключа, второй вход которого соединен с выходом датчика наличия металла, а выход - с первым входом сумматора, второй вход которого соединен с выходом блока регулируемого запаздьтания, а а выход - с входом регулятора скорости валков клети, выход второго блока задания коэффициентов соединен с первым входом второго вычислительного блока, второй вход которого соединен с выходом измерителя скорости валков клети, а выход - с входом ключа, второй вход которого соединен с выходом датчика наличия металла. На чертеже приведена блок-схема устройства регулирования размерив концов полос. Устройство содержит блок 1 задайия перемещения нажимных винтов, систему 2управления перемещения нажимных винтов клети, ключ 3, датчик 4 наличия ме т алла, вычислительный блок 5, блок 6 задания коэффициентов, измеритель 7 скорости валков -клети, ключ 8, сумматор 9, блок 10 регулируемого запаздывания, регулятор 11: скорости валков клети, блок 12 задания коэффициентов, вычислительный блок 13 и ключ 14. Блок 1 задания перемещения нажимных винтов соединен с системой 2 управления перемещением нажимных винтов клети, второй вход которой через ключ 3соединен с датчиком 4 наличия мвталла. Второй выход блока 1 задания перемещения нажимных винтов соединен с первым вычислительным блоком 5, соединенного, в свою очередь, с блоком 6 задания коэффициентов и с измерителем 7 скорости валков клети. Выход вычисли-: тельного блока 5 через ключ 8, второй вход которого соединен с датчиком 4 наличия металла, соединен с первым входом сумматора 9, второй вход ксггоротх соединен с выходом блока 1О регулируемого эапаэдьгоания, а выход - с входом регулятора 11 скорости валков клети. Второй блок 12 задания коэффициентов соединен с вторым вычислительным блоком 13, второй вход которого соединен с измерителем скорости клети, а выход с входом клети 14. Второй вход ключа 14 соединен с датчиком 4 наличия метал ла, а выход - с первым входом блока 10 регулируемого запаздывания, второй вход которого соединен с выходом измерителя 7 скорости валков клети. Устройство работает следующим офаВ момент выхода заднего конца полосы из (i-1) .й клети по сигналу датчика 4 наличия металла, в качестве которо го может служить датчик тока главного привода кле-ти либо месдоза, замыкаются ключи 3, 8 и 14. При замыкании ключа 3 срабатывает система 2 управления перемещением нажимных винтов i -и клети и нажимное устройство перемещения вни на величину, определяемую блоком 1 зад ния перемещения нажимных винтов, допол нительно обжимая задний конец полосы. В этот же момент при замыкании ключа 8 из вычислительного -устройства 5 на вход сумматора 9 и далее на регулятор 11 скорости валков i -и клети поступает сигнал на изменение скорости валков i -и ; клети, рассчитанный в вычислитель ном устройсгве 5 пропорционально величине перемещения нажимных винтов по данным блоков: 1 - задания перемещения нажимных винтов, 6 - задания коэффициентов и измерителя 7 скорости валков i -и клети по выражению ,SV|1. где AV. - изменение скорости валков, обеЗпечивающее сохранение постоянства секундного объе, ма металла Bt -и клети; К - коэффициент пропорциональности коэффициент передачи влияния перемещения нажимных винтов .на изменение толщины полосы; ,.- соответственно скорость валков последней клети.стана и тол щины на выходе из последней клети; . - скорость Вилков i-и клети. При срабатывании ключа 14 замывается цепь между вычислительным устрой ством 13 и блоком 10 регулируемого запаздьгоания. Рассчитанное в вычислительном устройстве 13 по данным блока 12 задания коэффициентов и измерителя 7 скорости валков t -и клети дополнительное изменение скорости валков -i -и клети, направленное на увеличение натяжения в промежутке между i-и и ( )-й клетями для компенсации отклонения ширины конца полосы, восзникаюшего вследсч вие исчезновения натяжения между ( i -1)-й и i-и клетями по выражению где V- изменение скорости-{-и клети, обеспечивающее рассогласование скорости в клетевом промежутке для компенсации отклонения щирины; - ULBi-t,/ коэффициент пропорциональ ности;лВ . отклонение ширины на зад. нем конце полосы, возникщее между (i-1 )-й и i -и клетям за счет исчезновения натяжения; коэффициент. передачи влияния натяжения на изменение щирины полосы, через ключ 14 и блок 10 регулируемого запаздывания, в котором в функции скорости валков i -и клети, поступакяцей от измерите ля 7, происходит задержка сигнала на время прохождения сечения полосы от i-й до (i +1)-й клети, поступает на вход суммагор 9. Суммарная величина изменен 1я скорости валков i -и клети ЛУ; 4-u.Vi выхо да сумматора 9 поступает на вход регулятора 11 скорости валков, подтормаживая i -ю клеть. Таким образом, предлагаемое устройство наряду с компенсацией отклонения толщины на заднем конце за счет дополнительного обжатия с одновременной коррекцией скорости, направленной на сохранение уровня натяжения в последующем после регулирующей кле-ти межклетевом промежугке, обеспечивает стабилизацию щирины по длине полосы за счет уменьшения отклонения щирины на участке заднего конца от щирины основной части полосы. Технико-экономическая эффективность стройства заключаё тся в стабилизации азмеров по толщине и щирине повсейдлн
5.10130106
не полосы за счет снижения отклоненийт).1 металла и уметшшаегся оковая
шириныи толщины на задних концах по-пбрезь. Годовой экономический )ект
псхзы. при э-том увеличивается выход год- составит 100 тыс. руб.,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования размеров концов горячекатаной полосы | 1990 |
|
SU1794517A2 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство для регулирования формы полосы в процессе непрерывной прокатки | 1990 |
|
SU1729644A1 |
| Устройство для автоматического регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU933147A1 |
| Устройство регулирования толщины полосы на концах холоднокатаных рулонов | 1978 |
|
SU738709A1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU921650A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU910262A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1990 |
|
SU1775199A1 |
УСТРОЙСТВО РЕГУЛИРОВАНИЯ РАЗМЕРОВ КОНЦОВ ГОРЯЧЕКАТАНЫХ ПОЛОС, включающее систему управления перемещением нажимных винтоВ: клети, ключ, измеритель скорости валков клети, регулятор скорости валков клети и блок регулируемого запаздывания, причем выход ключа соединен с первым входом блока регулируемого запаздьтания, второй вход которого соединен с выходом измерителя скорости клети, отличающееся тем, что, с целью повьнпенин точности размеров на концах полобы по толщине за счет компенсации откпоне-. НИИ толщины и ширины концов полосы от размеров ее средней части, дополнительно введены датчик наличия металла, блок задания перемещения нажимнык винтов, вычислительные блоки, блоки задания коэффициентов, ключи и сумматор, причем один выход блока задания перемещения нажимных винтов соединен с входом системы управления перемещением нажилсалх винтов клети, второй вход которой соединен с выходом ключа, вход которого соеди- -иен с выходомдатчика наличия м еталла, второй выход блока задания перемещения нажимных винтов соединен с первым входом первого вычислительного блока, второй вход которого Соединен с выходом % блока задания коэффициентов, а третий вход - с выходом измерителя скорости валков клетки, выход первого вычислительного бпбка соединен с ЕКХОДОМ ключа, второй вход Katoporo соединен с выходом датчика наличия металла, а выход - с первым входом сумматора, второй вход которого соединен с выходом блока регулируемого запаздывания, а выход - с входом регулятора скорости валков клети, выход второго блока задания коэффициентов соединен с первым входом втоСО рого вычислительного блока, второй вход которого соединен с выходом измервтеляскорости валков клетки, а выход - с входом ключа, второй вход которого соединен с выходом датчика наличия металла.
{1-11 i
клеть
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU328964A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство регулирования толщины полосы на концах холоднокатаных рулонов | 1978 |
|
SU738709A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
