Изобретение относится к металлургии, конкретнее к автоматизации прокатного производства, и может быть использовано при разработке систем автоматического регулирования размеров полосы на непрерывных станах горячей прокатки.
Цель изобретения - увеличение выхода годного проката за счет повышения качества регулирования отклонений размеров по толщине и ширине на концах полосы от размеров ее средней части.
Указанная цель достигается тем, что в устройство для регулирования размеров концов горячекатаных полос по авт. св. № 1013010 дополнительно введены блоки расчета времени переходного процесса, блоки расчета интенсивности изменения коррекции скорости, блок задания интенсивности изменения коррекции и ключи, причем вход первого блока расчета времени переходного процесса соединен с выходом блока задания перемещения нажимных винтов, а выход - с первым входом первого блока расчета интенсивности изменения коррекции скорости, второй вход которого соединен с выходом блока расчета коррекции скорости, а выход соединен через ключ с первым входом блока задания интенсивности скорости, второй вход которого соединен с выходом сумматора, а выход - с входом регулятора скорости, вход второго блока расчета времени переходного процесса соединен с выходом датчика скорости, а вход - с первым входом второго блока расчета интенсивности изменения коррекции скорости, второй вход которого соединен с выходом второго блока расчета коррекции скорости, а выход соединен через второй ключ с третьим входом блока задания интенсивности скорости.
На чертеже приведена структурная схема устройства регулирования размеров концов полос.
Устройство содержит блок 1 задания перемещения нажимных винтов, систему 2 управления перемещением нажимных винтов клети, ключ 3, датчик А наличия металла, блок 5 расчета коррекции скорости, блок 6 задания коэффициентов, измеритель 7 скорости валков клети, блок 8 расчета времени переходного процесса, блок 9 расчета интенсивности изменения скорости валков клети, ключ 10, сумматор 11, блок регулируемого запаздывания, блок 13 задания интенсивности, ключ 14, блок 15 задания коэффициентов, блок 16 расчета коррекции скорости, ключ 17, блок 18 расчета интенсивности изменения скорости валков клети; блок 19 расчета времени переходного процесса, ключ 20, регулятор 21 скорости валков клети.
Блок 1 задания перемещения нажимных винтов соединен с системой 2 управления перемещением нажимных винтов, второй вход которой через ключ 3 соединен с датчиком 4 наличия металла. Второй выход блока 1 соединен с блоком 5 расчета, соединенного в свою очередь с блоком 6 задания
коэффициентов и с измерителем 7 скорости валков клети. Третий выход блока 1 соединен с первым блоком 8 расчета времени переходного процесса, выход которого соединен с первым блоком 9 расчета интенсив5 ности изменения скорости рабочих валков клети. Один выход блока 5 через ключ 10, второй вход которого соединен с датчиком 4 наличия металла, соединен с первым входом сумматора 11, второй вход которого .со0 единен с выходом блока 12 регулируемого запаздывания, а выход - с первым входом блока 13 задания интенсивности. Выход блока 9 через ключ 14 соединен со вторым входом блока 13 задания интенсивности.
5 Второй блок 15 задания коэффициентов соединен со вторым блоком 16 расчета коррекции скорости, второй вход которого соединен с измерителем 7 скорости клети, а один выход- с входом ключа 17, соединен0 ного в свою очередь с датчиком 4 наличия металла, Второй выход блока 16 соединен со вторым блоком 18 расчета интенсивности изменения скорости рабочих валков клети, второй вход которого соединен со вторым
5 блоком 19 расчета времени переходного процесса, а выход - через ключ 20 соединен с третьим входом блока 13 задания интенсивности, выход которого соединен с регулятором 21 скорости валков клети. Вход
0 блока 19 расчета времени переходного процесса соединен с измерителем 7 скорости валков клети.
Устройство работает следующим обра зом.
5 в момент выхода заднего конца полости из (1-1)-й клети по сигналу датчика 4 наличия металла, в качестве которого может служить датчик тока главного привода клети либо месдоза, замыкаются ключи 3, 10 и 17.
0 При замыкании ключа 3 срабатывает система 2 управления перемещением нажимных винтов 1-й клети и нажимное устройство пе- ремещает винты вниз на величину, определяемую блоком 1 задания перемещения
5 нажимных винтов, дополнительно обжимая задний конец полосы. В этот же момент при замыкании ключа 10 из блока 5 расчета на вход сумматора 11 и далее через блок 13 задания интенсивности в регулятор 21 скорости валков 1-1 клети поступает сигнал на
С помощью ключа 14, одновременно с заданием на изменение скорости валков на величину , в блок 13 поступает задание на интенсивность изменения скорости, обеспечивающая постоянство секундного объема металла в переходном режиме.
При срабатывании ключа 17 замыкается цепь между вторым блоком 16 расчета коррекции скорости и блоком 12 регулируемого запаздывания. В блоке 16 поданным второго блока 15 задания коэффициентов и измерителя 7 скорости валков i-й клети рассчитывается дополнительное изменение скорости валков i-й клети, направленное на увеличение натяжения в промежутке между 1-й и (1+1)-й клетями для компенсации отклонения ширины на конце полосы от ширины ее средней части по выражению
,в LM.n Vi-1 t ni -
vT
(6)
где - длина межклетевого промежутка; VM - скорость валков (Ы)-й клети. Через ключ 20 рассчитанное в блоке 18 задание интенсивности дополнительного
изменения скорости поступает в блок 13.
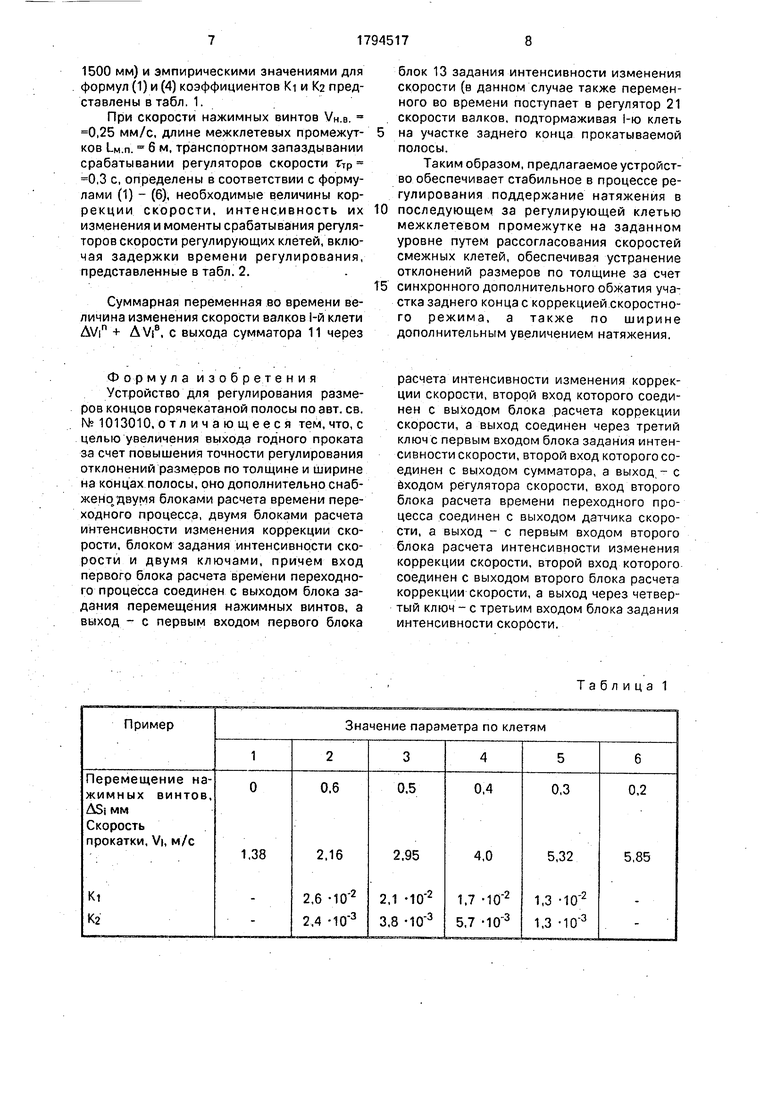
Пример. Для шестиклетевой непрерывной группы широкополосного стана горячей прокатки, оснащенной устройствами
дополнительного обжатия задних концов всеми клетями, кроме первой, и устройствами коррекции скорости валков четырех клетей 2-5, заданы величины дополнительного перемещения нажимных винтов, которые с исходной информацией по скоростям про- катки( например, для прокатки полосы 4 х
1500 мм) и эмпирическими значениями для формул (1) и (4) коэффициентов Ki и Kz представлены в табл. 1.
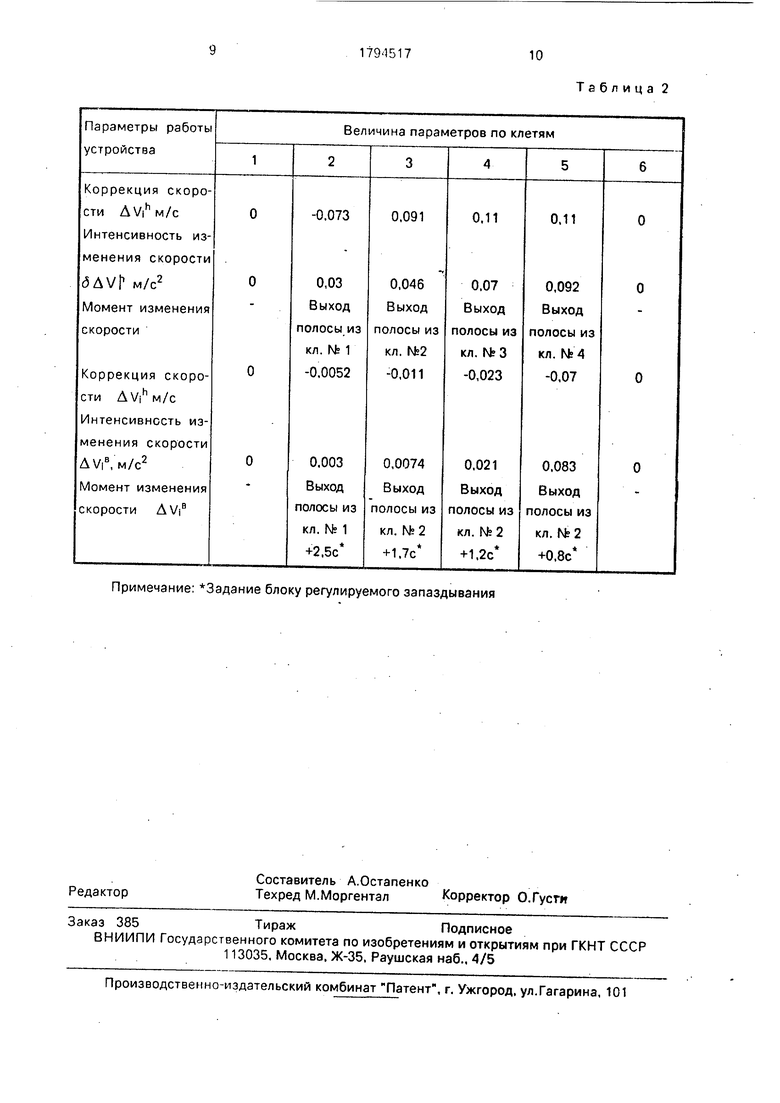
При скорости нажимных винтов Ун.в. 0,25 мм/с, длине межклетевых промежутков 1м.п. 6 м, транспортном запаздывании срабатывании регуляторов скорости гтр 0,3 с, определены в соответствии с формулами (1) (6)i необходимые величины коррекции скорости, интенсивность их изменения и моменты срабатывания регуляторов скорости регулирующих клетей, включая задержки времени регулирования, представленные в табл. 2.
Суммарная переменная во времени величина изменения скорости валков 1-й клети AVin + AVi8, с выхода сумматора 11 через
блок 13 задания интенсивности изменения скорости (в данном случае также переменного во времени поступает в регулятор 21 скорости валков, подтормаживая l-ю клеть
на участке заднего конца прокатываемой полосы.
Таким образом, предлагаемое устройство обеспечивает стабильное в процессе регулирования поддержание натяжения в
последующем за регулирующей клетью межклетевом промежутке на заданном уровне путем рассогласования скоростей смежных клетей, обеспечивая устранение отклонений размеров по толщине за счет
синхронного дополнительного обжатия участка заднего конца с коррекцией скоростного режима, а также по ширине дополнительным увеличением натяжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования размеров концов горячекатаных полос | 1981 |
|
SU1013010A1 |
| Устройство для регулирования формы полосы при непрерывной прокатке | 1990 |
|
SU1685566A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство регулирования толщины полосы на концах холоднокатаных рулонов | 1978 |
|
SU738709A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1991 |
|
SU1827304A2 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство для регулирования формы полосы в процессе непрерывной прокатки | 1990 |
|
SU1729644A1 |
| Устройство для автоматического регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU933147A1 |
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
Использование: автоматизация непрерывных чистовых групп широкополосных станов горячей прокатки. Сущность изобретения: блок задания перемещения нажимных винтов (1), система управления перемещением нажимных винтов клети (2), 5 ключей (3, 10, 14, 17, 20). датчик наличия металла (4), 2 блока расчета коррекции скорости (5, 16), 2 блока задания коэффициентов (6, 15), измеритель скорости валков клети (7), 2 блока расчета времени переходного процесса (8,19), 2 блока расчета интенсивности изменения скорости валков клети (9, 18), сумматор (11), блок регулируемого запаздывания (12). блок задания интенсивности (13), регулятор скорости валков клети 
Ф о р мула изобретения Устройство для регулирования размеров концов горячекатаной полосы по авт. св. № 1013010, отличающееся тем, что, с целью увеличения выхода годного проката за счет повышения точности регулирования отклонений размеров по толщине и ширине на концах полосы, оно дополнительно снабжено двумя блоками расчета времени переходного процесса, двумя блоками расчета интенсивности изменения коррекции скорости, блоком задания интенсивности скорости и двумя ключами, причем вход первого блока расчета времени переходного процесса соединен с выходом блока задания перемещения нажимных винтов, а выход - с первым входом первого блока
расчета интенсивности изменения коррекции скорости, второй вход которого соединен с выходом блока расчета коррекции скорости, а выход соединен через третий ключ с первым входом блока задания интенсивности скорости, второй вход которого соединен с выходом сумматора, а выход,- с входом регулятора скорости, вход второго блока расчета времени переходного процесса соединен с выходом датчика скорости, а выход - с первым входом второго блока расчета интенсивности изменения коррекции скорости, второй вход которого соединен с выходом второго блока расчета коррекции скорости, а выход через четвертый ключ - с третьим входом блока задания интенсивности скорости.
Таблица 1
Примечание: 3адание блоку регулируемого запаздывания
Таблица 2
| 0 |
|
SU328964A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство регулирования толщины полосы на концах холоднокатаных рулонов | 1978 |
|
SU738709A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство регулирования размеров концов горячекатаных полос | 1981 |
|
SU1013010A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
