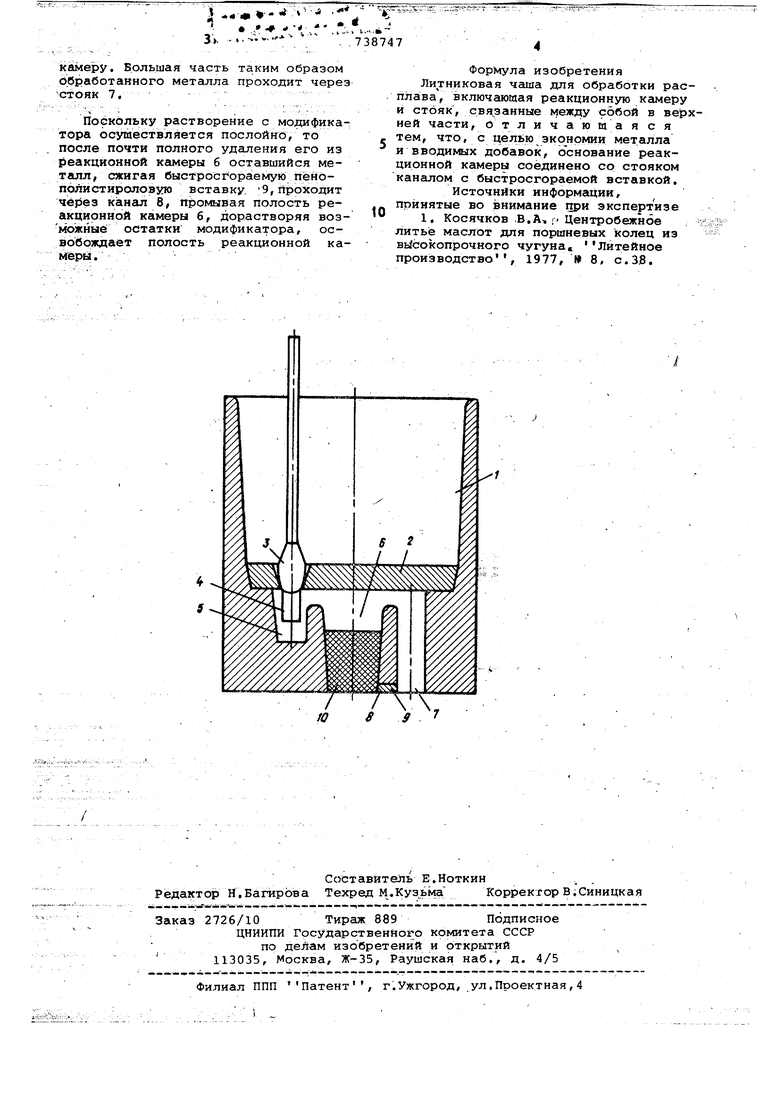
(5,4) ЛИТНИКОВАЯ 4AIUA ДЛЯ ОБРАБОТКИ РАСПЛАВА Изобретение относится к литейному производству, а именно, к устройствам для обработки сплавов в жидком состоянии с целью улучшения их строе ния и СВОЙСТВ путем модифицирования и легирования. . Литниковая чаша предлагаемой конструкции может быть применена-во всех литейных цехах для ввода в жидкий чугун модифицирующих и легирующих добавок непосредственно в период заливки металла. Эта чаииа предназначена для заливки металла в любую литейную форйу. Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является литниковая чаша содержащая реакционную камеру и стоя .разделенные перегородкой и связанные каналом в верхней части, и стерженькрышку tlj. Модификатор, находящийся в реакционной камере, увлекается потоком жидкого чугуна, плавится и раство-. ряется в нем при непрерывной заливке формы. Основным недостатком указанной конструкции является повышенный расход металла, так йак не только заполненные каналы литниковой системы, но и полость реакционной камеры идут в отходы. Кроме того, при такой схеме заливки возможно нeпoлнoie растворение модификатора, находящегося в углах реакционной камеры. Целью изобретения является экономия металла и вводимой добавки. Указанная цель достигается за счет того, что в литниковой чаше, включающей реакционную камеру и стояк,связанные между собой в верхней части, основание реакционной камеры соединено с стояком каналом с быстроегораемой вставкой. На чертеже изображена схема литниковой чаши. Она состоит из мерной емкости 1, стержня 2, отверстия для протекания металла 3, пробки 4, приемника 5, реакционной камеры 6, стояка 7 и канала 8 с вставкой 9, например, из пенополистирола. Работа чашш осуществляется следующим образом. После установки чаши на форму в полость .реакционной камеры 6 помещают необходимое, количество модификатор а либо легатуры 10,-после чего устанавливают стержень 2 с отверстием 3, запираемым.йробкой 4. После заполнения мерной жидким металлом и извлечения пробки 4 металл через приемник 5 попадает в реакционную
, i J . . и
rf -
J, ,...-;. V...-- kaMejpy. Большая часть таким образом Обработанного металла проходит через стояк 7,
Поскольку растворение с модификатора осушествляется послойно, то после почти полного удаления его из реакционной камеры 6 оставшийся металл, сжигая быстрсзсгораемую пёнополистироловую вставку, 9, проходит через канал 8, п эомывая полость реакционной камеры 6, дорастворяя возможныё остатки модификатора, освобождает полость реакционной камеры.
. 738747
Формула изобретения Литниковая чаша для обработки расплава , включающая реакционную KaiMepy и стояк, связанные между собой в верней части, отличаюта я ся тем, что, с целью экономии металла и вводимых добавок, основание реакционной камеры соединено со стояком каналом с быстросгораемой вставкой,
Источники информации, принятые во внимание при экспертизе
1. Косячков .В.А,f Центробежное литьё маслот для поршневых колец из BiJcokonpo4Horo чугуна, Литейное производство , 1977, 8, c.3S.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1979 |
|
SU904884A1 |
| Способ обработки металла в литейной форме | 1977 |
|
SU727325A1 |
| Способ получения высокопрочного чугуна и устройство для его осуществления | 1986 |
|
SU1379314A1 |
| Литниковая система | 1979 |
|
SU846063A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Литниковая система для внутриформенного модифицирования металла | 1985 |
|
SU1380858A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
/
