(5) ЛИТЕЙНАЯ ФОРМА
I
Изобретение относится к литейному производству, а именно к обработке | различных расплавов модифицирующими реагентами, и может применяться при модифицировании чугуна магнийсодержащими присадками.
Известны |1итейные формы в литнико вых системах, в которых предусмотрены реакционные камеры с помещенными в них модификаторами. При заливке металл, протекающий через реакционную камеру, растворяет модификатор. Модифицированный металл поступает в рабочую полость литейной формы L4
Однако такое устройство не обеспечивает равномерности модифицирования всего объема металла и уменьшает выход годного литья, что обуславливается наличием в литниковой системе дополнительной полости, которая по окончании заливки остается заполненной металлом.
Известно также устройство для модифицирования чугуна в литейной фор
ме, содержащей литниковую чашу, стояк, зумпфлитниковый канал, под нижней поверхностью которого выполнена реакционная, камера с модификатором, и рабочую полость 2.
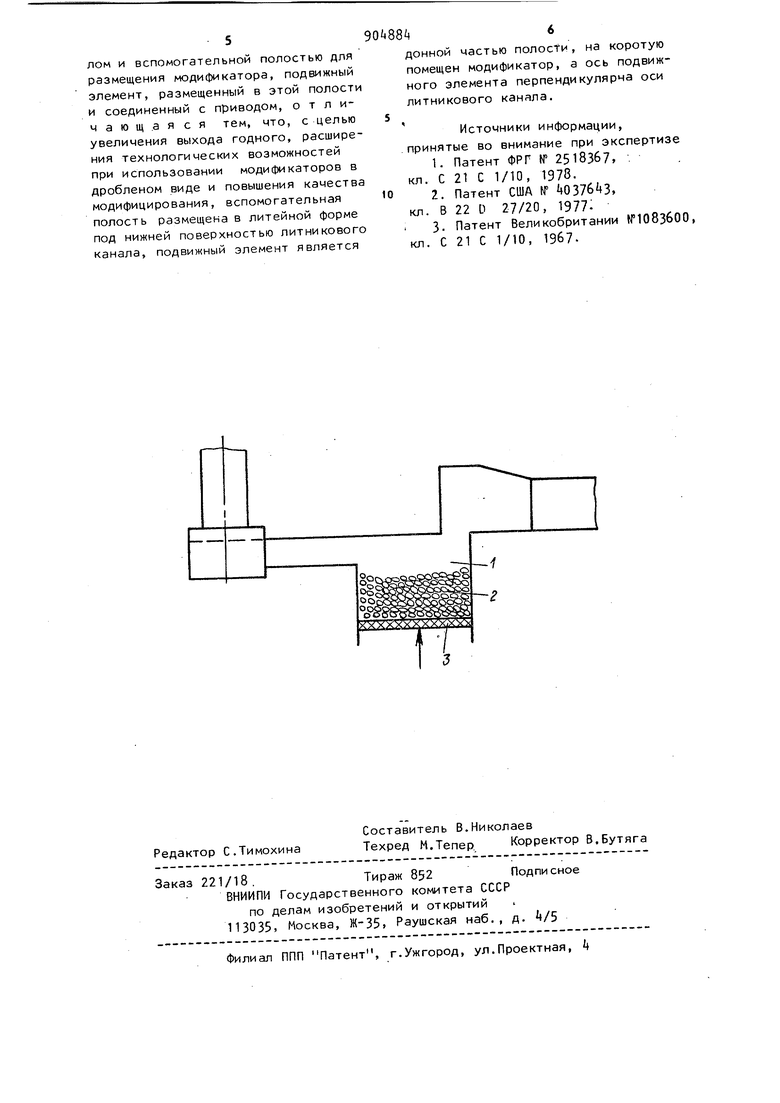
Недостаток такой литейной формы с неравномерностью модифицирования и перерасходом металла на литниковую систему. Кроме того, в донной части реакицонной камеры имеет место образование застойных зон. Это ухудшает массообмен между расплавом и модификатором (особенно в донной части реакционной камеры), а следовательно, приводит к снижению степени использования модификатора. Из-за образования застойных зон изменяется скорость растворения модификатора по высоте реакционной камеры: в начале заливки (верх камеры) она выше, а к окончанию заливки (низ камеры) скорость растворения модификатора снижается. Это может привести к нестабильности результатов мо39дифицирования и к появлению нешаровидной (пластинчатой или др.) формы графита в частях отливки, заливаемых последними. Наиболее близко к предлагаемому устройство для осуществления модифи-.цирования чугуна для полумения шаровидного графита. В данном устройстве через отверстие в кожухе контейнера или ковша в расплав чугуна вводится магниевый модификатор в виде заранее приготовленного профил рованного по форме отверстия тела. Введение осуществляют специальным устройством в виде поршня с приводом с контролируемой скоростью З Однако известное устройство не позволяет использовать модификаторы в дробленом виде и требует дополнительных затрат на изготовление моди фицирующей присадки в виде профилированного тела. Целью изобретения является увели чение выхода годного расширения тех нологических возможностей при испол зовании модификаторов в дробленом виде и повышение качества модифицирования чугуна в литейной форме. . Указанная цель достигается тем, что в устройстве, содержащем литииковую систему с полостью для размещ ния модификатора и подвижный элемен Р1 змещенный в этой полости и соединенный с приводом, вспомогательная полость размещена в литейной форме под нижней поверхностью литникового канала, подвижный элемент является донной частью полости, на которую помеш.ен модификатор, а ось движения донной части перпендикулярна оси потока расплава;, Н чертех|;е схематически изображе литейная форма, разрез. В полость 1 для модификатора помещен измельченный модификатор 2. Донная часть полости выполнена в ви де подвижного элемента 3 (поршень, плита и т.п.). На нее помещен модификатор. Донная часть полости соеди нена с исполнительным механизмом (на чертеже не показан). Устройство работает следующим образом. Перед сборкой и заливкой формы в полость засыпается необходимая до за модификатора Fe-Si-Mg. По мере заливки модификатор подается в литн ковый ход перемещением донной части полости, где он растворяется металом и, соединившись с ним, поступает рабочую полость формы. Осуществляя различную подачу, можо регулировать процесс модифицирования . Расход металла на литниковую сисему при модифицировании в устройсте снижается на величину массы меалла в реакционной камере. П р и м е. р. Жидкий чугун, содеращий, %: С 3,5; Si 2,3; Мп Q,k; 0,1, S 0,009j выплавляют в индукионной печи промышленной частоты. Используют подсушенные песчаные ормы с реакционной полостью, облицованной изнутри графитовой вставкой, а в ее донной части помещают огнеупорную плиту, боковая поверхность которой, скользящая по внутренней поверхности реакицонной полости, покрыта графитовой пастой. В исходном положении плиту опускают в нижнюю часть полости и в нее загружают модификатор Fe-Si-Mg, лигатуру, содержащую 10% Мд, в количестве 0,8 массы отливки. Температура чугуна составляет 1 30+10 С, скорость протекания чугуна через реакционную камеру 2,0 кг/с. Через -6 с после начала заливки модификатор, расположенный в реакционной камере, вместе с расплавом вытесняется перемещением плиты. Предлагаемое устройство позволяет увеличить в среднем на 2, выход годного (за счет вытеснения расплава из реакционной камед,ы к концу заливки) и довести степень использования модификатора до 100 (исключаются застойные зоны). Кроме того, изобретение позволяет выровнять скорость растворения модификатора в течение всего цикла заливки, тем самым повысить равномерность модифицирования всего объема заливаемого расплава. С повышением массы отливки и процента вводимого модификатора растет эффективность применения литейной формы. Эффективность применения литейной формы обеспечивается при метадлоемкости форм в пределах 301500 кг. Формула изобретения « Литейная форма, содержащая литниковую систему с литниковым каналом и вспомогательной полостью для размещения модификатора, подвижный элемент, размещенный в этой полости и соединенный с приводом, о т л ичающ.ая ся тем, что, с целью увеличения выхода годного, расширения технологических возможностей при использовании модификаторов в дробленом виде и повышения качества модифицирования, вспомогательная полость размещена в литейной форме под нижней поверхностью литникового канала, подвижный элемент является
048846
донной частью полосТи, на коротую помещен модификатор, а ось подвижного элемента перпендикулярна оси литникового канала. 5
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 251836, . кл. С 21 С 1/10, 1978. 102. Патент США № ,
кл. В 22 D 27/20, 1977:
3- Патент Великобритании №1083600, кл. С 21 С 1/10, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для обработки жидкого металла присадками | 1985 |
|
SU1284681A1 |
| Литниковая система | 1979 |
|
SU846063A1 |
| Устройство для модифицирования расплавленного металла в литейной форме | 1980 |
|
SU971910A1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| Литниковая система для модифицирования металла в форме | 1984 |
|
SU1178532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ обработки расплава в литейной форме | 1984 |
|
SU1201054A1 |
| Способ получения высокопрочного чугуна и устройство для его осуществления | 1986 |
|
SU1379314A1 |
| Устройство для модифицирования расплавленного металла в литейной форме | 1985 |
|
SU1360890A1 |
| Устройство для модифицирования металла в литейной форме | 1985 |
|
SU1507533A1 |
