(54) ЛИТНИКОВАЯ СИСТЕМА
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для модифицирования металла в форме | 1984 |
|
SU1178532A1 |
| Литейная форма | 1979 |
|
SU904884A1 |
| Устройство для модифицирования расплавленного металла в литейной форме | 1980 |
|
SU971910A1 |
| Литниковая чаша для обработки расплава | 1978 |
|
SU738747A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1986 |
|
SU1435373A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Литейная форма | 1987 |
|
SU1405943A1 |
| Литниковая система для внутриформенного модифицирования высокопрочного чугуна | 1985 |
|
SU1346324A1 |
| Устройство для модифицирования расплавленного металла в литейной форме | 1985 |
|
SU1360890A1 |
| Литниковая система для внутриформенного модифицирования металла | 1985 |
|
SU1380858A1 |
I
Изобретение относится к литейному производству, а именно к конструкции литниковых систем для изготовления отливок преимущественно из чугуна с шаровидным или вермикулярным графитом.
Известна конструкция литниковой системы, используемая для модифицирования жидкого чугуна магнийсодержащими присадками в форме, включающая стояк, входной канал и реакционную камеру 1.
Недостаток указанной конструкции литниковой системы в том, что в нижней части реакционной камеры образуются застойные зоны, вследствие чего часть модификатора не успевает растворяться, тем самым .повышается расход модификатора.
Цель изобретения - сокращение расхода модификатора.
Цель достигается тем, что литниковая система, включаюш,ая стояк, входной канал и реакционную камеру, она снабжена перфорированной трубкой, установленной в реакционной камере перпендикулярно ее донной части.
Кроме того, перфорированная трубка в ее верхней части снабжена расплавляемой пробкой.
При этом трубка снабжена нагревателем.
В связи с особенностями конструкции литниковой системы обеспечивается интенсификация процесса массообмена расплава и модификатора, находящегося в реакционной камере, это исключает образование застойных зон и повышает степень использования модификатора, сокращая тем самым его расход.
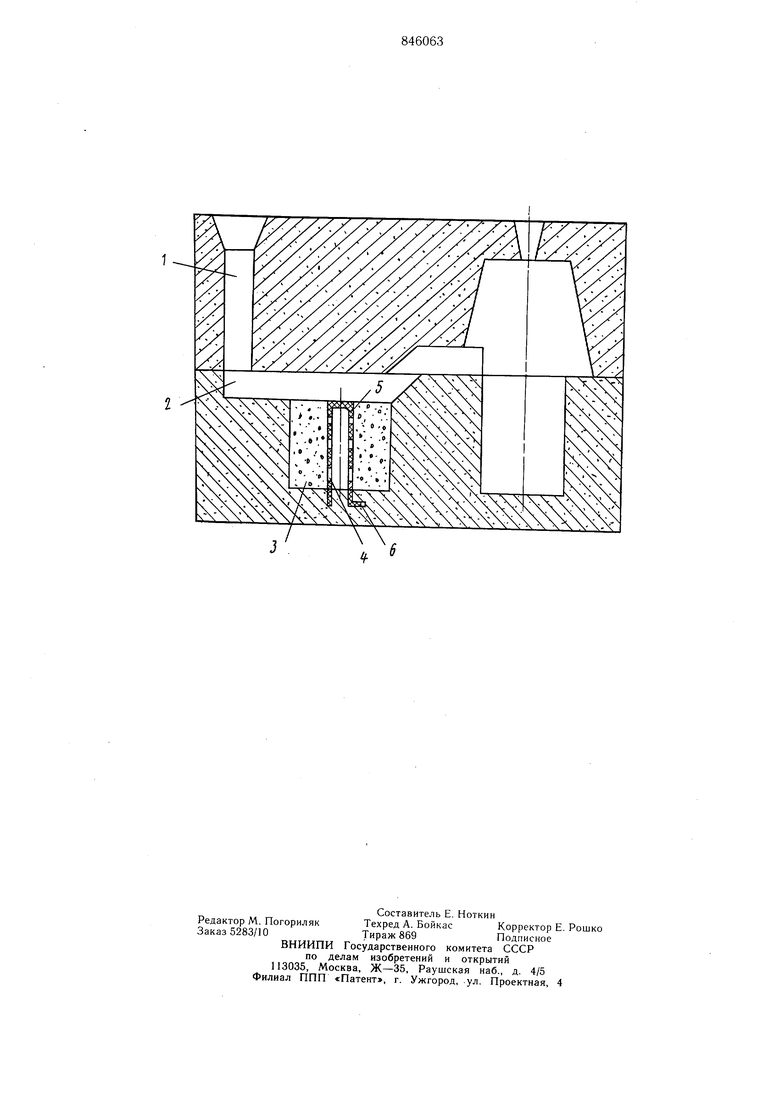
На чертеже схематично представлена конструкция литниковой системы.
Литниковая система включает стояк 1, входной канал 2, реакционную камеру 3. В реакционной камере укреплена перпендикулярно ее донной части перфорированная трубка 4. Она может быть укреплена с помощью связующих специального знака, шпильки и т. д.
Для изготовления перфорированной трубки используется формовочная или стержневая смесь, керамическая масса, огнеупорная глина, шамот, магнезит, хромомагнезит, графит, циркон, муллит. В зависимости от марки сплава, заливаемого в литейную форму, перфорированная трубка может быть изготовлена также из металла и покрыта в случае необходимости соответствующим огнеупорным материалом. Количество, размеры, месторасположение отверстий в трубке, а также высоту трубки определяют в зависимости от размеров реакционной камеры, количества и типа модификатора в ней, марки обрабатываемого сплава, его исходной температуры и других факторов. Перфорированная трубка 4 со стороны верхней части закрыта расплавляемой пробкой 5. Пробка может быть изготовлена из стали, чугуна и др. Толщину пробки выбирают в зависимости от размеров реакционной камеры, внутреннего диаметра трубки, заданного времени срабатывания пробки. Для регулирования температуры трубки предусмотрены нагреватели 6.
Модифицирование чугуна в литейной форме с использованием предлагаемой конструкции литниковой системы осуществляется следующим образом.
В полости реакционной камеры 3 укрепляют трубку 4. После этого, в реакционную камеру 3 загружают модификатор заданного состава. После установки трубки и заполнения реакционной камеры 3 модификатором форму собирают, и начинают заливку. В процессе заливки расплав по стояку 1 и входному каналу 2 поступает в реакционную камеру и, проходя через нее, постепенно растворяет модификатор, а обработанный металл заполняет полость фюрмы. В отличие от известных конструкций ЛИТРШковой системы растворение лигатуры осуществляется не только основным горизонтальным потоком расплава, по также и расплавом, поступающим через перфорацию трубки 4. Это позволяет достичь равномерного растворения модификатора по всей высоте реакционной камеры, исключить образование застойных зон в донной ее части и за счет этого снизить расход модификаторов. Реакционная ка.мера при это.м не увеличивается в размере. Объем в реакционной камере, занимаемый перфорированной трубкой, незначителен. Он компепсируется меньщим количеством модификатора, загружаемого в реакционную камеру. Вариант копструкции с использованием пробки 5 позволяет более точно и в более щироки.х пределах регулировать время поступления расплава в перфорированную трубку. При использовании варианта конструкции литниковой системы с про,бкой 5 растворение модификатора в верхней части литниковой
системы осуществляется как обычно. После того, как пробка расплавляется, жидкий чугун поступает в трубку 4 и начинает взаимодействие модификатора не только с основным горизонтальным потоком, но и с расплавом, поступающим через отверстия перфорироза} ной трубки, в связи с чем повышается степень растворения присадок и они более равномерно распределяются в потоке расплава. Интенсивность процесса взаимодействия вспомогательного (вертикального) потока расплава с твердым модификаторо.м может регу:троваться в щироких пределах за счет изменения диаметра трубки, размера отверстий, их количества и расположения по высоте трубки, а также размеров пробки.
Расположение трубки в центре реакционной камеры позволяет обеспечить равно.мерное взаимодействие расплава и присадки. При оптимальных параметрах модифицирования (температура заливки, состав,
размеры и ко,яичество модификатора, размеры реакционной камеры и т. д.) и оптимальпЕзГх размерах трубки, ее отверстий и пробки, обеспечивается непрерывное и равномерное растворение модификатора в течение всего цикла заливки литейной формы и исключается образование застойных зон в донной части реак шонной камеры. Это повышает степень иснользования модификатора, тем самым снижает его расход.
Формула изобретения
Источники информации,
принятые во внимание при экспертизе 1. «Технология и организация производства, 1976, Л 3, с. 34.
