Изобретение относится к металлургии, а |более .конкретно - к машинам йля футеровки металлургических ковшей полусухими или жидкоподвижными массами. По основному авт.св. № 611716 известен регулируемый шаблон для изготовления футеровки сталеразливочных ковшей, содержащий полую вертикальную штангу с серьгой под 4крюк крана и опорное кольцо, жестко связан 5ное со штангой и шарнирно с обечайкой, выполненной на всю высоту ковша. В верхней части обечайка связана со штангой также шарнирно через 8-12 распорно-стяжных валов. Недостаток этого шаблона состоит в том, что в процессе регулирования длины распорностяжных валов, необходимого для придания шаблону формы ковша, имеется много ручных операций. Обычно эти операции производят еле дующим образом. После изготовления футеровки и освобождения клинового замка до образования щепн в обечайке шаблона (8-t2 шт) последователь,но уменьшают длину распорно-стяжных валов {вращением талрепа, причем производят это в 2-3 приема, чтобы исключить деформацию обечайки. После образования шели между обечайкой и изготовленной футеровкой приступают к извлечению шаблона, предварительно стянув замок. Йеред изготовлением футеровки зти опера.ции производятся в обратном порядке: после установки шаблона в ковш и освобождения замка обечайки последовательно увеличивают длину распорно-стяжных валов до расчетной и стягивают замок обечайки. Далее последовательным вр1Ь1ением талрепов распорно-стяжных валов придают .шаблону форму ковша, добиваясь получения между обечайкой шаблона и контрольной футеровкой ковша щеЛи одинаковой ширины по всему периметру ковша. Целью изобретения является Повышение производительности труда при изготовлении футеровки за счет сокращения ручных операций. Это достигается тем, что шаблон снабжен соосно укрепленной на штанге обоймой со стопором, установленной на щтанге с возмож
нбстью поворота и шарнирно связанной с расШрШ СТййтиМй валами/ ---- Такое конструктивное решение, сокращает Bpeivw подготовки шаблона .к извлечению, так как для образования зазора между обечайкой 5 и изготовленной футеровкой, после освобождеНИИ клинового замка достаточно обойму поверйуть на некоторыйуголТ
Отпадают все ручные операции с талрепами р аспорно-стяжных валов и неудобство их неод- Ю нократного перешагивания.
.aJi..,.;,:,,-., ,,.,;--- ,-,-.........,.„„.„.-.: , -,(,,„, ,..,. .. 1 :,
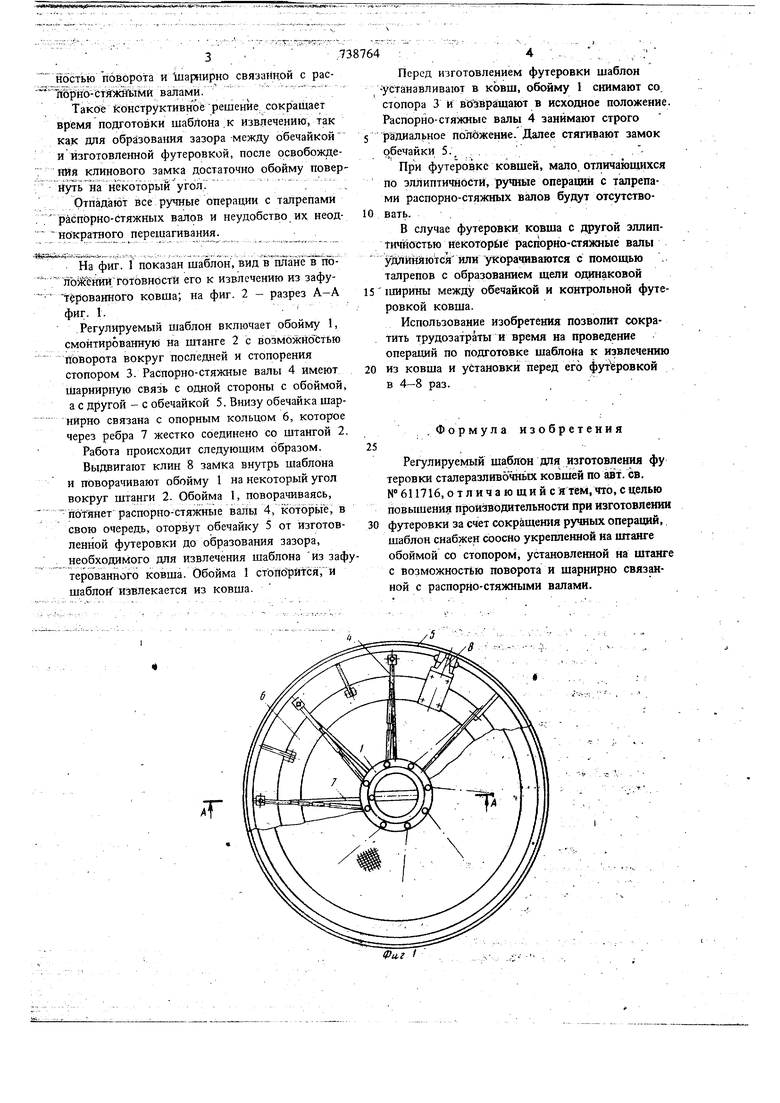
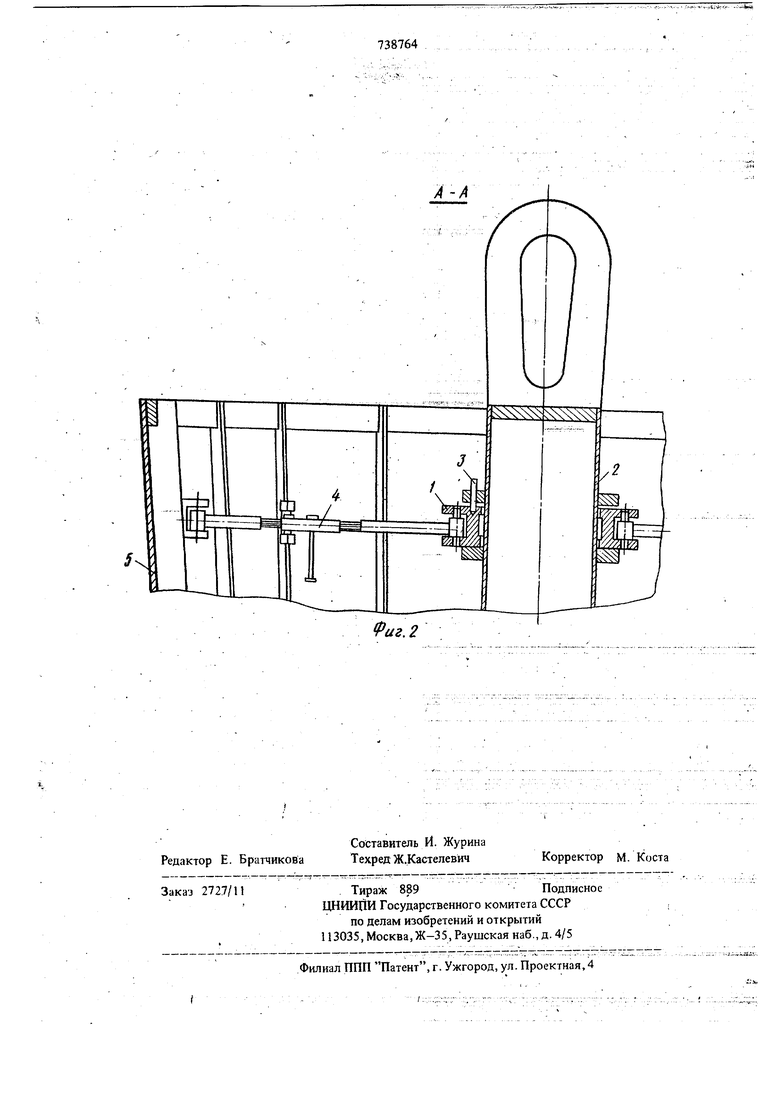
На фиг. 1 показан шаблон, ВИД В плйёв по йонсёййй.гЬтЬвностй его к извлечению из зафуТ$рованного ковша; на фиг. 2 - разрез А-А 15 фиг. 1.
Регулируемый шаблон включает обойму 1, смонтированную на штанге 2 с возможностью
поворота вокруг последней и стопорения
стопором 3. Распорно-стяжные валы 4 имеют 20 Шарнирную связь с одной стороны с обоймой, а с другой - с обечайкой 5. Внизу обечайка шарнирно связана с опорным кольцом 6, которое через ребра 7 жестко соединено со штангой 2.
Работа происходит следуюшим образом.25
Выдвигают клин 8 замка внутрь шаблона и поворачивают обойму 1 на некоторый угол вокруг штанги 2. Обойма 1, поворачиваясь, потянет распорно-стяжные валы 4, Kofopbie, в
свою очередь, оторвут обечайку 5 от изготов- 30 ленной футеровки до образования зазора, необходимого для извлечения шаблона из зафутерованного ковша. Обойма 1 стопорйтся, и шаблон извлекается из ковша.
Перед изготовлением футеровки шаблон -устанавливают в ковш, обойму 1 снимают со, стопора 3 и в Озвращают в исходное положение. Распорно-стяжные валы 4 занимают строго радиальное положение. Далее стягивают замок обечайки 5. .
При футеровке ковшей, мало, отличающихся по эллиптичности, ручные операции с талрепами распорно-стяжных валов будут отсутствовать..
В случае футеровки ковша с другой эллиптичностью некоторые распорно-стяжные валы уйлйн;яются или укорачиваются с помощью . талрепов с образованием щели одинаковой ширины между обечайкой и контрольной футеровкой ковша.
Использование изобретения позволит сократить трудозатраты и время иа проведение операций по подготовке шаблона к извлечению из ковша и установки перед его фут еровкой в 4-8 раз.
.Формула изобретения
Регулируемый шаблон для изготовления фу теровки сталеразливочньк ковшей по авт. св. № 611716, о т ли ч а ю щ и и с и тем, что, с целью повышения производительности при изготовлении футеровки за счет сокращения ручных операций, шаблон снабжен соосно укрепленной на игганге обоймой со стопором, установленной на штанге с возможностью поворота и шарнирно связанной с распорно-стяжными валами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1976 |
|
SU611716A1 |
| В НТВ'f^fff:'1|.Д ^'••'^••• | 1973 |
|
SU405657A1 |
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| Шаблон для футеровки металлургических ковшей | 1986 |
|
SU1364395A1 |
| Шаблон для изготовления футеровки металлургических емкостей | 1981 |
|
SU992121A1 |
| Регулируемый шаблон для набивки футеровки сталеразливочных ковшей | 1975 |
|
SU551120A1 |
| Шаблон для изготовления футеровкиМЕТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU829337A1 |
| Шаблон для футеровки металлургических ковшей | 1987 |
|
SU1565578A1 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1983 |
|
SU1088877A1 |
| Шаблон для футеровки металлургическихЕМКОСТЕй | 1979 |
|
SU835636A1 |
Фиг. 2
