. 1
Изобретение относится к металлур гии и может быть использовано для изготовления монолитных футеровок металлургических емкостей, преимущественно чугуновозных ковшей и конверторов.
Известен регулируемый шаблон для изготовления футеровки сталеразливочных ковшей, содержащий основание, вертикальную штангу с серьгой под крюк крана, обечайку, выполненную на всю высоту ковша, и шарнирно связанные с обечайкой и вертикальной штангой распорно-стяжные валы для изменения конфигурации обечайки l,
Недостатки такого шаблона - необходимость проведения ручных операций при монтаже и демонтаже шаблона (вращение 8-12 распорно-стяжных валов), непригодность шаблона для футеровки металлургических емкостей с конической надставкой, а также большие усилия, возникающие при отрыве шаблона от футеровки.
Известен шаблон для изготовления футеровки металлургических агрегатов, содержащий основание, жестко соединенную с основанием вертикальную штангу, обойму, подвижную относительно вертикальной штанги, обечайку -из отдельных элементов, тяги, шарнирно связанные с элементами обечайки и со штангой, и механизм радикального перемещения обечайки 2}.
Недостатками устройства являются наличие сложного механизма радиального перемещения элементов обечайки и необходимость достаточно больших усилий отрыва их от футеровки, так как практически происходит одновременный отрыв всей поверхности обечайки от футеровки, что в сумме определяет низкую надежность шаблона.
Цель изобретения - повышение надежности работы шаблона.
Поставленная цель достигается тем. что шаблон для изготовления
футеровки металлургических емкостей, содержащий основание, жестко соединенную с основанием вертикальную штангу, обойму, подвижную относительно вертикальной штанги, обечайку из отдельных элементов, тяги,шарнирно связанные с элементами обечайки и со штангой, и механизм радиального перемещения элементов обечайки, снабжен жестко закрепленными на вертикальной штанге горизонтальными радиальными направляющими, каждый элемент обечайки снабжен катками, установленными в направляющих с .возможностью перемещения по ним а механизм радиального перемещения элементов обечайки выполнен в виде гибких связей переменной длины и грузов, пр этом гибкие связи соединяют обойму и тяги, а грузы закреплены на тягах.
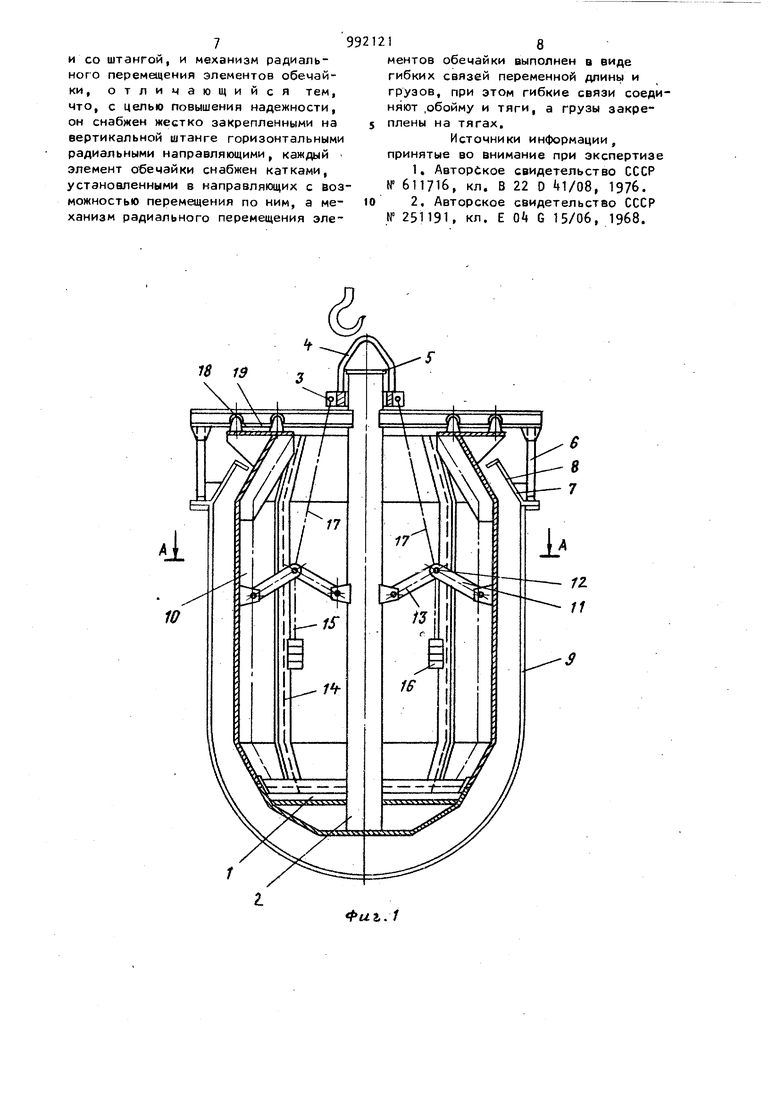
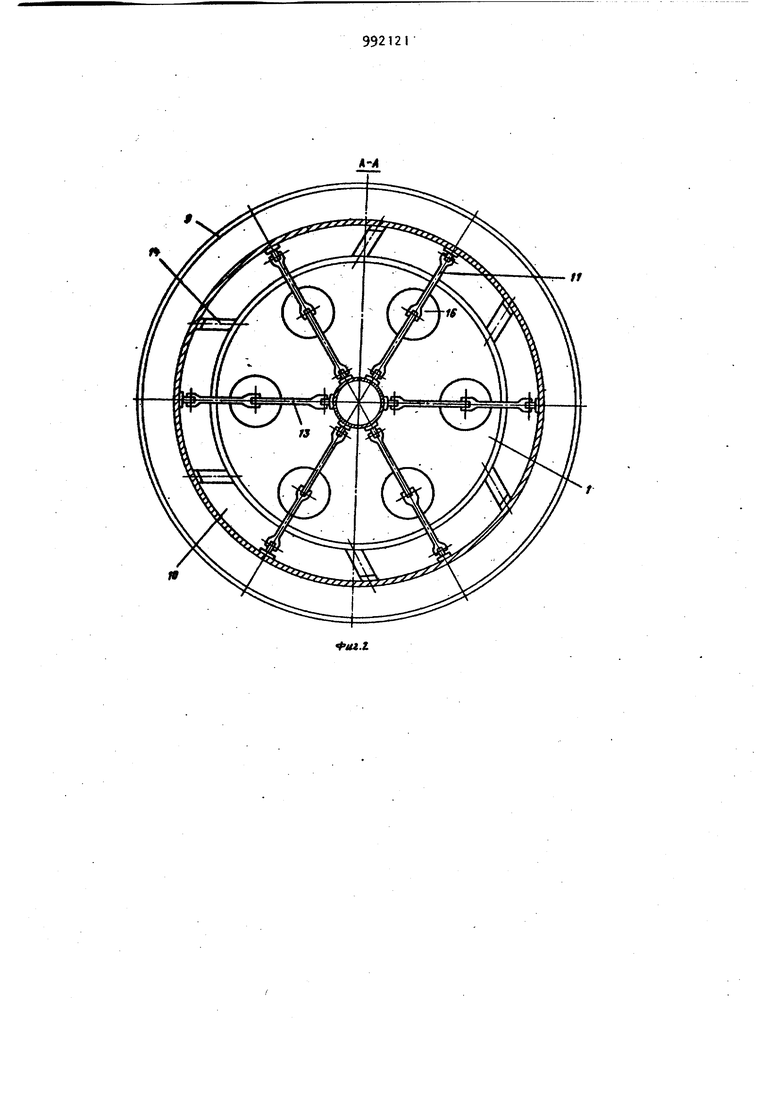
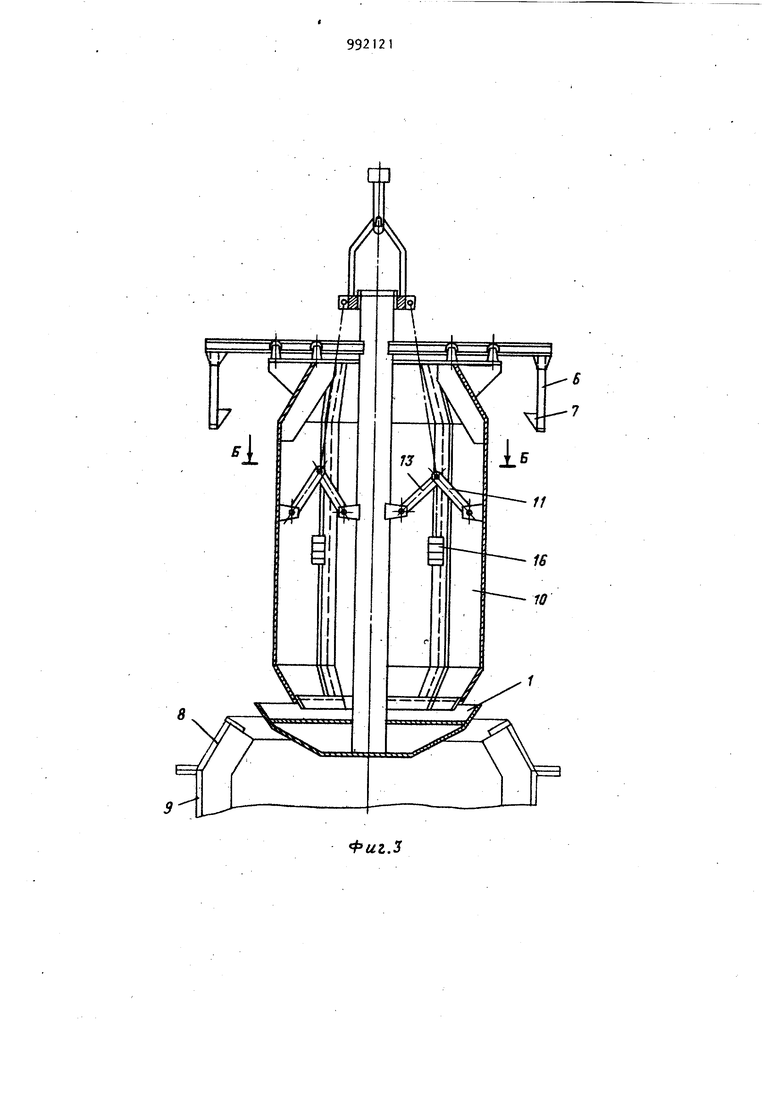
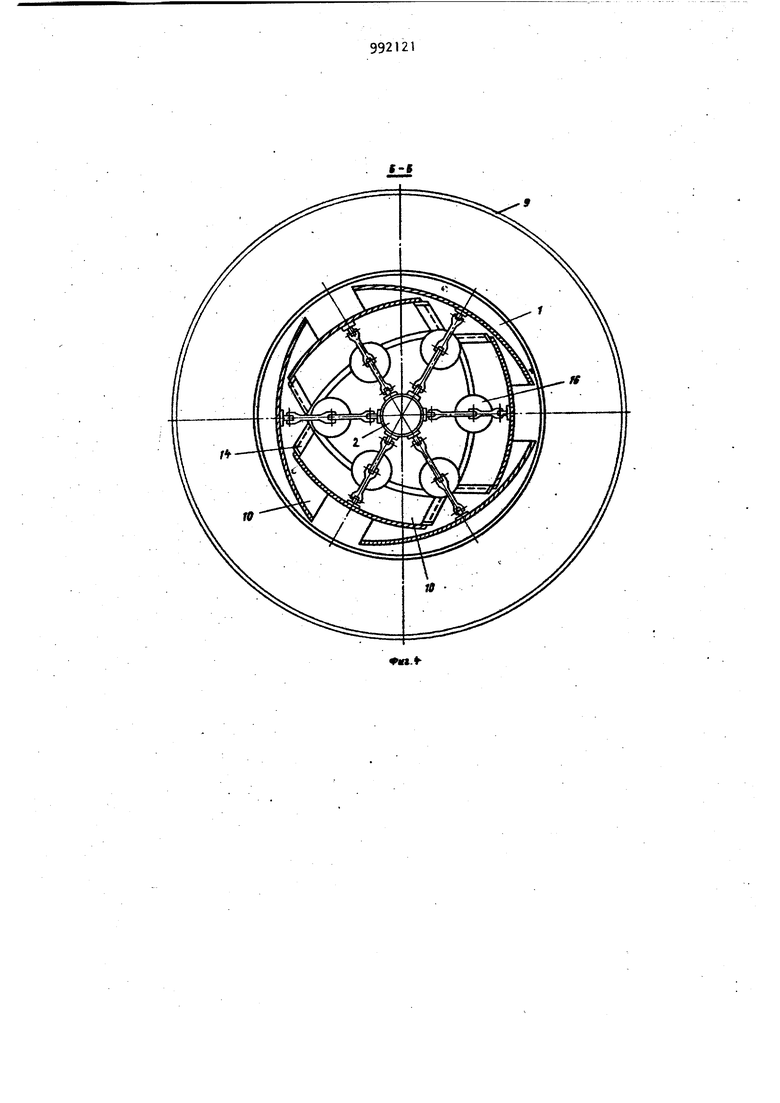
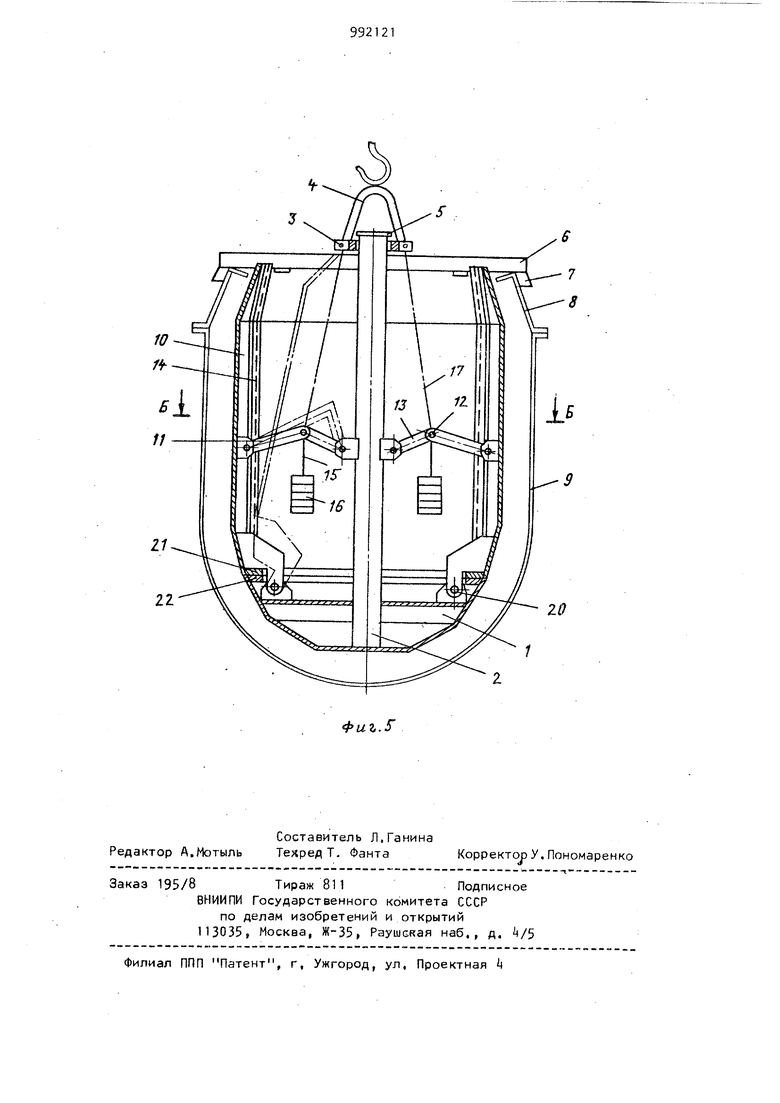
На фиг. 1 изображен чугуновозный ковш с шаблоном, продольный разрез, на фиг, 2- - разрез А-А на фиг. 1, на фиг. 3 - шаблон, подвешенный на крюк крана , на фиг, k - разрез Б-Б на фиг. З; на фиг, 5 - вариант исполнения шаблона.
Шаблон для изготовления футеровки металлургических емкостей содержит основание 1, на котором жестко закреплена ве;ртикальная штанга 2 на которую свободно надета обойма 3 жестко соединенная с серьгой 4. под крюк крана. В верхней части штанга 2 имеет упор 5 и жестко соединена с рамой 6, снабженной центрирующими элементами 7 для взаимодействия с конической надставкой 8 металлургической емкости 9. Обечайка шаблона выполнена из отдельных элементов 10, снабженных шарнирными тягами 11, которые при помощи шарниров 12 соединены с рычагами 13, в свою очередь шарнирно соединенными со штангой 2, На внутренней поверхности элементов 10 обечайки выполнены упоры 1, представляющие собой вертикальные накладки, выступающие за край элементов Ю, (фиг. 4),
Функция упоров и - ограничение перемещения элементов 10 для создания нужной формы обечайки шаблона после установки его в ковше. Шарниры 12 соединены гибкими связями 15 с грузами 16 и гибкими связями 17 с обоймой 3, причем гибкие связи 17 имеют различную длину.. Элементы 10 обечайки в своей верхней части снабжены катками 18. перемещающимися по
направляющим 19i жестко закрепленным вертикальной штангой 2 на раме 6,
- Соединение гибких связей 15 с шарниром 12 конструктивно может быть выполнено любым, как жестким, например, при помощи клина, вставляемого, совместно с гибкой связью 15 в отверстие оси шарнира 12, так и шарнирной, например, при помощи ковша, надетого на ось шарнира 12.
Шаблон работает следующим образо.м.
Для монтажа шаблона в металлургической емкости 9 шаблон подвешивают серьгой k на крюк крана. При этом обойма 3 упирается в упор 5, а рычаги 13 за счет того, что они соединены с обоймой 3 гибкими связями 17 различной длины, поворачиваются относительно штанги 2 каждый на свой угол, чем обеспечивают различное перемещение элементов 10 обечайки шаблона и уменьшение размеров поперечного сечения шаблона до размеров необходимых для прохода шаблона в горловину конической надставки 8 металлургической емкости 9. Причем элементы 10 обечайки перемещаются в радиальном направлении по направляющим 19.
Подвешенный на крюк крана шаблон опускают в металлургическую емкость 9 до тех пор, пока рама 6 своими центрирующими элементами 7 не установится на конической надставке 8. При дальнейшем опускании крюка крана рЬ1чаги 1 3 под действием грузов 16 поочередно поворачиваются вниз и перемещают элементы 10 обечайки шаблона до тех пор, пока упоры Н, установленные на внутренней поверхности элементов 18 обечайки, не упрутся во внутреннюю поверхность основания 1 и внутреннюю поверхность соседних элементов 10, движение которых уже закончилось. Такое перемещение элементов 10 обеспечивает увеличение размеров поперечного сечения шаблона до необходимых для осуществления футеровки. Равномерный зазор между наружной поверхностью шаблона и внутренней поверхнос1 ью металлургической емкости 9 обеспечивают центрирующие элементы 7. Вес грузов 16 обеспечивает необходимую жесткость обечайки шаблона.
После установки шаблона в емкости осуществляется заливка зазора между шабдоном и внутренней поверхностью емкости жидкоподвижной самотвердекнцей смесь , например , следующего состава, вес.% Кварцит фракции 0-3 мм68-72 феррохромового производст ва фракции 00,1 мм3-5 Мидкое стекло плотности 1,1 т/м 25-27 Приготовление смеси производится на специальной установке. На шаблон действует лишь сила давления смеси, находящейся в зазоре между стенкой емкости и обе1 айкой шаблона. Конструкция шаблона и вес грузов 16 обеспечивают надежную работу шаблона при вышеуказанном силовом воздействии, что подтверждается испытаниями опытного образца шаблона. Для демонтажа шаблона после прове дения футеровки Осуществляют его под ем за серьгу k. При этом за счет раз личной длины гибких связей 17 происходит поочередный отрыв элементов 10 обечайки от, футеровки. После того, как обойма 3 уррется в упор 5 штанги 2, происходит, отрыв основания 1, За счет поворота рычагов 13 вверх элементы 10 обечайки перемещаются к центру шаблона и размеры его поперечного сечения уменьшаются до размеров, необходимых для извлечения шаблона в футерованную горловину металлу1ргической емкости 9. Возможен., и другой вариант исполнения шаблона (фиг, 5) в котором ка ,дый элемент обечайки 10 в нижней сво ей части укреплен на основании 1 с помощью шарниров 20, при этом фиксация элементов обечайки в вертикально положений достигается с помощью взаимодействия упоров 21 и 22, которыми снабжен каждый элемент обечайки и ос нование. Такое выполнение позволяет отказаться от направляющих 19 с катк ми 18 и заменить возвратно-поступательное движение обечайки поворотом вокруг осей шарниров 20, Однако первый вариант предпочтительнее, так как он конструктивно пр ще выполнен и может быть осуществлен при любых соотношениях диаметра и высоты металлургических емкостей, а за счет наличия- направляющих, расположенных вне ковша, он может быть признан более надежный в работе, Кро метого, в первом варианте шаблона за счет того, что элементы 10 обечайки установлены с возможностью совершать возвратно поступательное движение в радиальном направлении, шаблон в сложенном положении имеет меньшие габариты. Кинематика движения элементов в первом варианте эквивалентна кинематике движения кривошипно-шатунного механизма. Во втором же варианте шаблона при попадании постороннего предмета между упорами 21 и 22 (фиг. 5) не возможна установка элемента 10 обечайки в нужное положение. Кинематика движения элементов во втором варианте эквивалентна кинематике, шарнирного четырехзвенника, что более сложно, чем в первом варианте. Внедрение предлагаемого шаблона позволяет значительно снизить трудозатраты на футеровку металлургических емкостей с конической надставкой, например чугуновозных ковшей и конверторов. Кроме того, предлагаемое устройство позволяет обеспечить достаточную надежность в работе шаблона и уменьшить усилия отрыва шаблона от футеровки, что делает целесообразным применение .шаблона и для металлургТ1ческих емкостей без конической надставки, например сталеразливочных ковшей о Внедрение шаблона на Магнитогорском металлургическом комбинате для футеровки чугуновозных ковшей за счет снижения трудоемкости изготовления футеровки даст экономическую эффективность 19 тыс, руб, в год (ожидаемый). Использование предлагаемого шаблона для футеровки конверторов позволяет значительно снизить простои конверторов на ремонт футеровки и за счет этого увеличить их производительность и выплавку стали. Формула изобретения Шаблон для изготовления футеровки металлургических емкостей, содержащий основание, жестко соединенную с основанием вертикальную штангу, обойму, подвижную относительно вертикальной штанги, обечайку из отдельных элементов, тяги, шарнирно связанные с элементами обечайки
799212
и со штангой, и механизм радиального перемещения элементов обечайки, отличающийся тем, что, с целью повышения надежности, он снабжен жестко закрепленными на $ вертикальной штанге горизонтальными радиальными направляющими, каждый элемент обечайки снабжен катками, установленными в направляющих с возможностью перемещения по ним, а ме- Ю ханизм радиального перемещения эле18
ментов обечайки выполнен в виде гибких связей переменной длинь и грузов, при этом гибкие связи соединяют .обойму и тяги, а грузы закреплены на тягах.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 611716, кл. В 22 О /Q8, 1976.
2,Авторское свидетельство СССР № 251191, кл. Е G 15/06, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| Шаблон для футеровки металлургических ковшей | 1987 |
|
SU1565578A1 |
| Шаблон для футеровки металлургических ковшей | 1986 |
|
SU1364395A1 |
| Устройство автоматического управления многостадиальным процессом обогащения | 1978 |
|
SU882601A1 |
| Регулируемый шаблон для изготовлений футеровки сталеразливочных ковшей | 1978 |
|
SU738764A2 |
| Шаблон для изготовления футеровкиМЕТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU829337A1 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1983 |
|
SU1088877A1 |
| Устройство для торкретирования горловины металлургических ковшей | 1980 |
|
SU969452A1 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1976 |
|
SU611716A1 |
| Консольный кран | 1981 |
|
SU977368A1 |
tr
