Изобретение относится к вспомогательному оборудованию, используемому для футерования сталеразливочных ковшей полусухими или жидкоподвнжными массами.
Известны и аблоны для Нс.; -вкк футеровкй сталеразливочных ковшей, которые за счет применения гибкой оболочки и радиального распорно-стяжного вала обеспечивают получение рабочей футеровки ковша одинаковой толшины lj i 2 3 .
Недостатком шаблона,, принятого за прототип 2 , является то, что при установке шаблона в сталеразливочный ковш и центри- его у днища требуются большие трудозатраты. Обычно эту операцию производят следующим образом. Шаблон стропят и опускают приблизительно по центру ковша на днище. Через отверстия в нижней части обечайки шаблона с помощью винтовых ynopOBj вворачиваемых в упор до контрольной футе- ровки ковша, замеряют истинное положение шаблона. Затем шаблон приподнимают над днищем и с помошью винтовых упоров центрируют низ шаблона и опускают снова на rujfc-i.o. Причем при опускании шаблона с выд
винутыми упорами можно погнуть последние или разрушить контрольную футеровку. После того, как. шаблон оказывается отцентроваН; упоры вворачиваются внутрь ишблона.
Цель изобретения - обеспечение быстрого и удобного концентричного размещения шаблона на днище сталеразливочного ковша,
Это достигается тем, что в регулируемом шаблоне в нижней его части смонтировано 3-4 упора, выполненных в виде загнутых по радиусу упругих пластин с отверстием на одном конце и закрепленных другим на кронштейнах с внутренней стороны обечайки с возможностью их стопорения и быстрого убора внутрь обечайки из зоны футеровкк. Упоры расположены по периметру шаблона на равном расстоянии друг от друга.
Такое конструктивное решение обеспечивает концентричное размещение шаблона на днище без участия человека. При опускании шаблона краном, загнутые по радиусу пластины будут скользить по контрольной футероке ковша, каг по направляющим, не разрушая футеровку и совмещен центр основания шаблона с центром днища ковша.
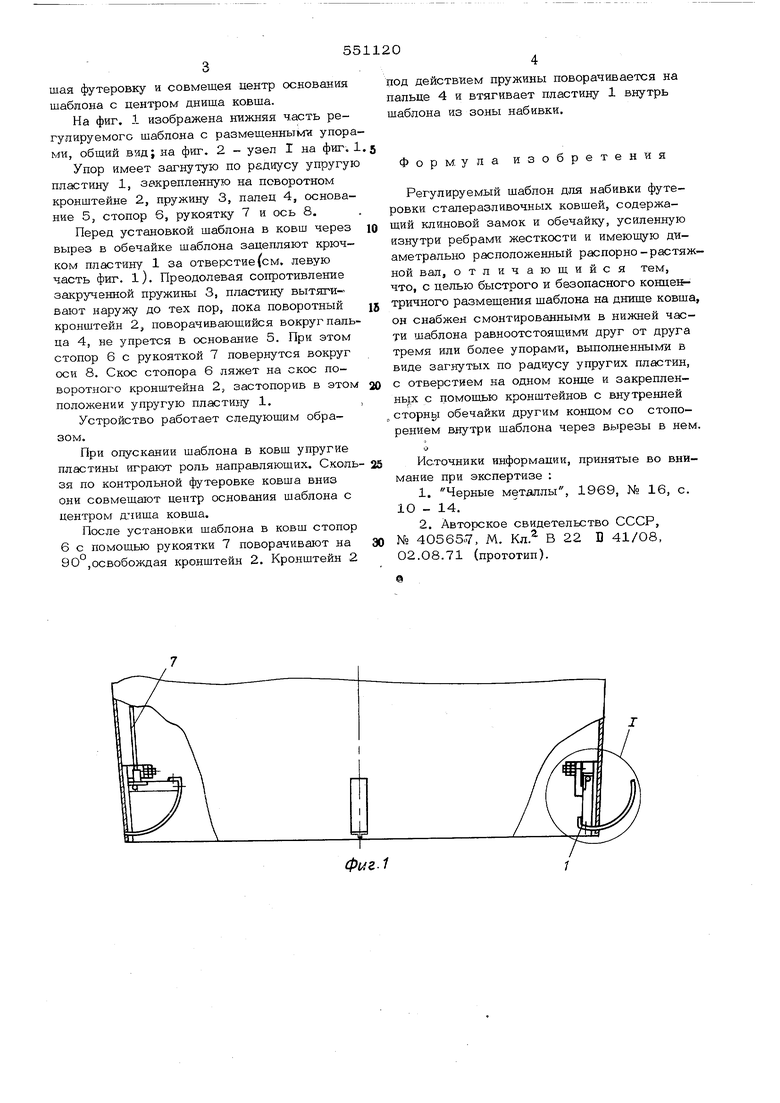
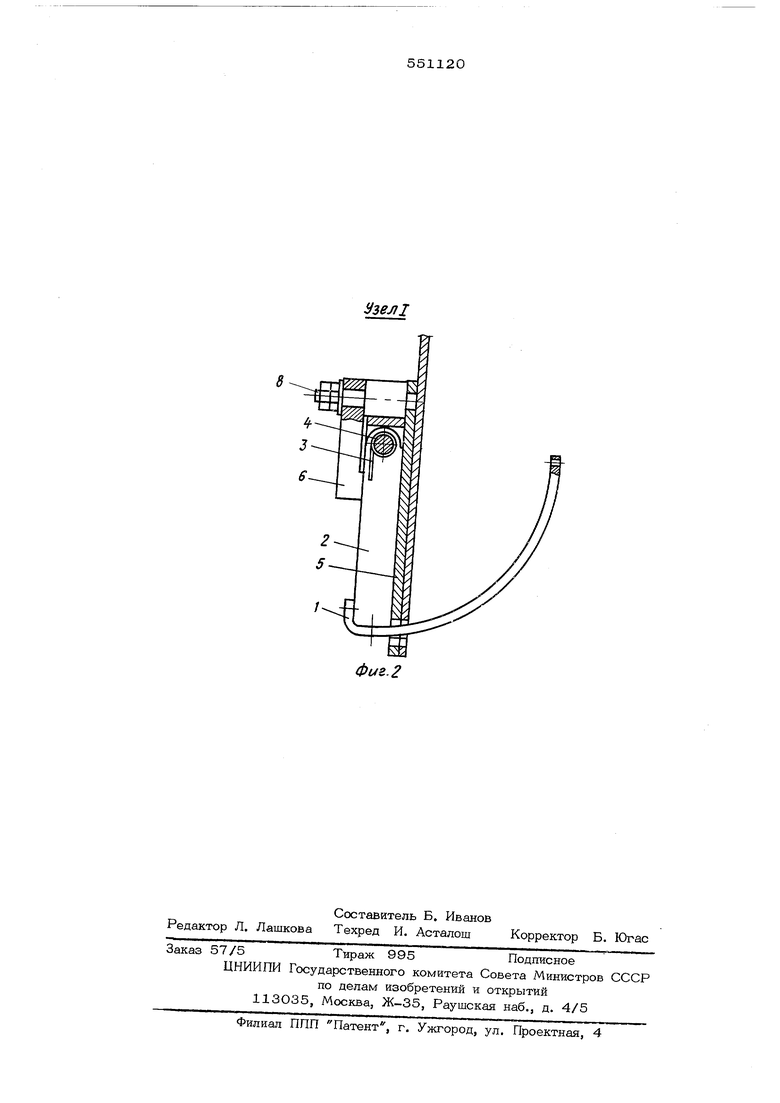
На фиг. 1 изображена нижняя часть регулируемого шаблона с размещенными упорами, общий вид; на фиг. 2 - узел I на фиг.
Упор имеет загнутую по радиусу упругую пластину 1, закрепленную на поворотном кронштейне 2, пружину 3, палец 4, основание 5, стопор 6, рукоятку 7 и ось 8.
Перед установкой шаблона в ковш через вырез в обечайке шаблона зацепляют крючком пластину 1 за отверстие (см. левую часть фиг. 1). Преодолевая сопротивление закрученной пружины 3, пластину вытягивают наружу до тех пор, пока поворотный кронштейн 2, поворачивающийся вокруг пальца 4, не упрется в основание 5. При этом стопор 6 с рукояткой 7 повернутся вокруг оси 8. Скос стопора 6 ляжет на скос поворотного кронштейна 2, застопорив в этом положении упругую пластину 1.
Устройство работает следующим образом.
При опускании щаблона в ковш упругие пластины играют роль направляющих. Сколь зя по контрольной футеровке ковша вниз они совмещают центр основания шаблона с центром д:шща ковша.
После установки шаблона в ковш стопор 6 с помошью рукоятки 7 поворачивают на 90 ,освобождая кронштейн 2. Кронштейн 2
под действием пружины поворачивается на пальце 4 и втягивает пластину 1 внутрь шаблона из зоны набивки.
Формула изобретения
Регулируемый шаблон для набивки футеровки сталеразливочных ковшей, содержащий клиновой замок и обечайку, усиленную изнутри ребрами жесткости и имеющую диаметрально расположенный распорно-растяжной вал, отличающийся тем, что, с целью быстрого и безопасного конце тричного размещения шаблона на днище ковша он снабжен смонтированными в нижней части шаблона равноотстоящими друг от друга тремя или более упорами, выполненными в виде загнутых по радиусу упругих пластин, с отверстием на одном конце и закрепленных с помощью кронштейнов с внутренней , сторн обечайки другим концом со стопорением внутри шаблона через вырезы в нем
о
Источники информации, принятые во внимание при экспертизе :
1. Черные металлы, 1969, № 16, с. 10 - 14.
2.Авторское свидетельство СССР, № 40565 7, М. Кп. В 22 D 41/О8, 02.О8.71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1983 |
|
SU1088877A1 |
| Регулируемый шаблон для изготовлений футеровки сталеразливочных ковшей | 1978 |
|
SU738764A2 |
| Шаблон для изготовления футеровки металлургических емкостей | 1981 |
|
SU992121A1 |
| Устройство для набивки футеровки сталеразливочных ковшей | 1980 |
|
SU1038065A1 |
| Шаблон для футеровки металлургических ковшей | 1987 |
|
SU1565578A1 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
| Шаблон для футеровки металлургических ковшей | 1986 |
|
SU1364395A1 |
| Машина для футеровки металлургических ковшей | 1977 |
|
SU686817A1 |
| Устройство автоматического управления многостадиальным процессом обогащения | 1978 |
|
SU882601A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
Фиг-1
