ОП
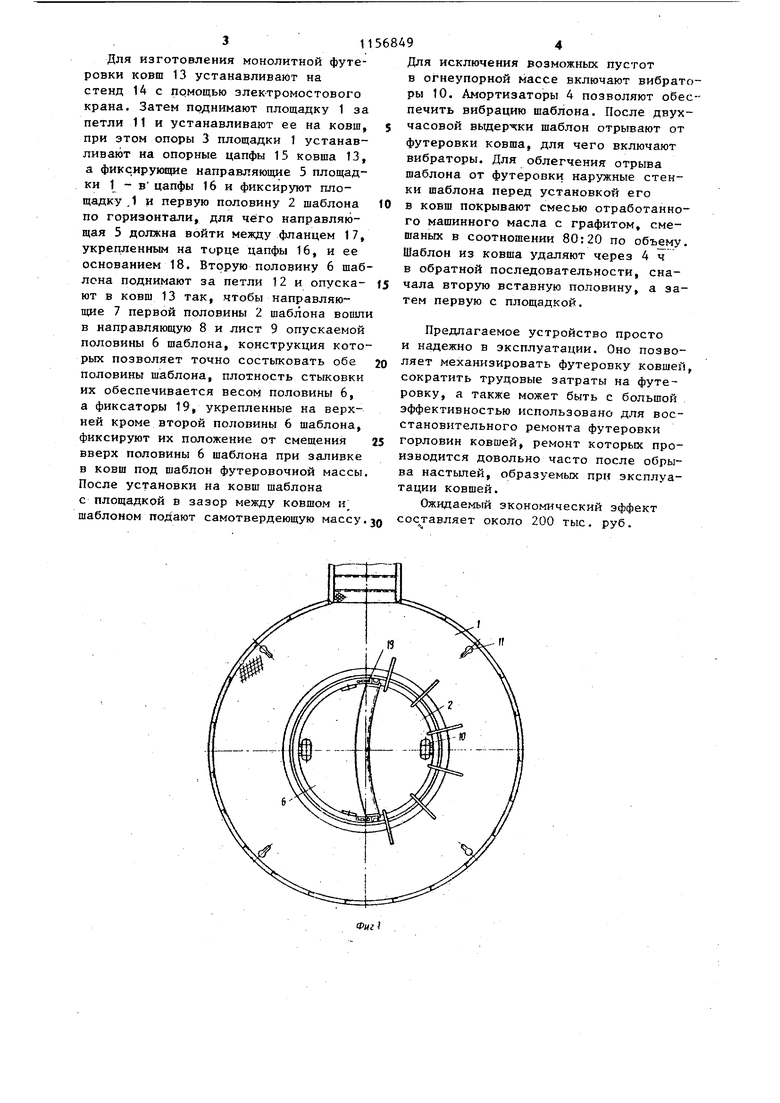
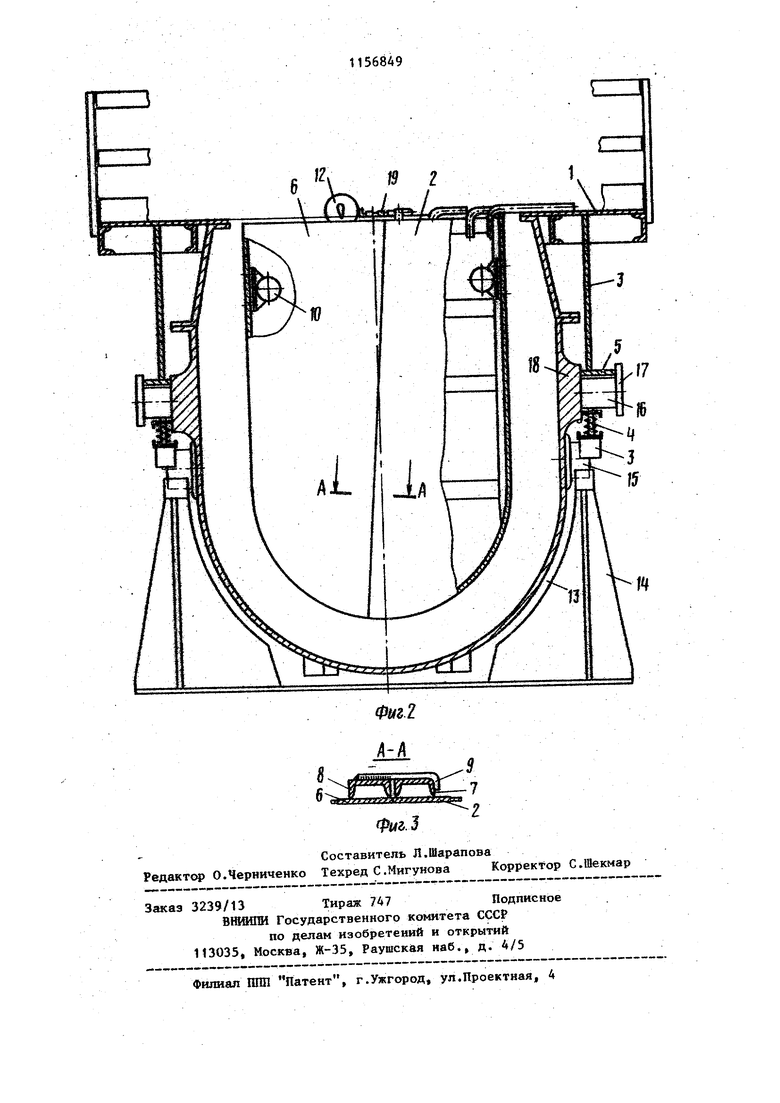
Од Изобретение относится к металлургии и может быть использовано для изготовления монолитной футеровки металлургических емкостей преимущественно ковшей с конической надставкой. Известен регулируемый шаблон для изготовления футеровки сталеплавильньЬс ковшей, содержащий основание, вертикальную штангу с серьгой под крюк крана, обёчайку|( выполненную на всю выс отУ -5 сой1и 4 и шарнирно свяданные с обечайкой и вертикальной штангой распорно-стяжные : валы для измене ния конфигурации обечайки L1J. Недостатком такого шаблона является необходимость проведения ручных операций при монтаже и демонтаже шаб лона (вращение 8-12 распорно-стяжных валов), непригодность шаблона для футеровки металлургических емкостей с конической надставкой, а также большие усилия, возникающие при отрыве шаблона от футеровки. Известна опалубка для образования колодцев, содержащая основание, жест ко соединенную с основанием вертикал ную штангу, серьгу под крюк крана, обойму, подвижную относительно вертикали ной штанги, обечайку, состоящую из отдельных вертикальных элемен тов, тяги, шарнирно связанные с элементами обечайки и механизмы перемещения элементов обечайки 1.2, Недостатками данного устройства являются непригодность опалубки для футеровки емкостей с конической надставкой без снятия надставки, так как при изменении конфигурации обечайки размер ее по диагонали не изме няется, необходимость проведения при монтаже и демонтаже опалубки ручных операций (вращение при помощи воротк распалубочного винта и поворот эксцентричных распалубочных рычагов), а также большие усилия отрыва опалу ки от футеровки, так как при вращен распалубочного винта происходит одн временный отрыв всей поверхности обечайки от футеровки. Наиболее близкимк изобретению по технической сущности и достигаемому результату является устройство для изготовления монолитной футеров ки ковшей с конической надставкой, содержащее стенд для установки ковш шаблон, направляющие петли под крюк крана Сз. 1 92 Однако известное устройство имеет довольно сложную конструкцию с множеством шарниров. Испытания двух вариантов конструкции опытных промышленных образцов не дали положительных результатов. Целью изобретения является уплотнение огнеупорной массы, увеличение стойкости футеровки и облегчение удаления шаблона из ковша. Поставленная цель достигается тем, что в устройстве для изготовления монолитной футеровки ковшей с конической надставкой, содержащем стенд для установки ковша, шаблон, направляющие петли под крюк крана, шаблон выполнен разъемным по вертикали из двух половин, причем линия разъема выполнена с наклоном относительно вертикальной оси, при этом одна половина шаблона жестко прикреплена к площадке, устанавливаемой на ковш, и имеет уклон книзу, а другая имеет обратный уклон и состыкована с первой с помощью направляющей. На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 чугуновозньй ковш с шаблоном, продольный разрез; на фиг, 3 - разрез А-А на фиг. 2. Устройство содержит площадку 1, к которой жестко прикреплена первая половина 2 шаблона, и опоры 3, снабженные пружинными амортизаторами 4 и фиксирующими направляющими 5. Вторая половина 6 шаблона вьшолнена отдельной конструкцией, стыкуемой с первой половиной 2. Стыкуемые кромки каждой половины снабжены направляющими 7 и 8, жестко укрепленными вдоль кромок, причем на первой половине 2 укреплена направляющая 7, а на второй половине 6 - направляющая 8, снабженная листом 9 с изгибом под прямым углом в сторону шаблона. На внутренних стенках шаблона укреплены вибраторы 10. Площадка 1 снабжена петлями 11 под крюк крана, и вторая половина шаблона - петлями 12. . Величина наклона прямой, по которой стыкуются обе половины шаблона , составляет 10-20, стенки шаблона имеют обратную конусность в 5-8°, что позволяет создать оптимальные условия отрыва шаблона от футеровки и извлечения второй половины 6 шаблона из ковша.
Для изготовления монолитной футеровки ковш 13 устанавливают на стенд 14 с помощью элеютромостового крана. Затем поднимают площадку 1 за петли 11 и устанавливают ее на ковш, при этом опоры 3 площадки 1 устанавливают на опорные цапфы 15 ковша 13, а фиксирующие направляющие 5 площадки 1 - в цапфы 16 и фиксируют площадку ,1 и первую половину 2 шаблона по горизонтали, для чего направляющая 5 должна войти между фланцем 17, укрепленным на торце цапфы 16, и ее основанием 18. Вторую половину 6 шаблона поднимают за петли 12 и опускают в ковш 13 так, ятобы направляющие 7 первой половины 2 шаблона вошл в направляющую 8 и лист 9 опускаемой половины 6 шаблона, конструкция которых позволяет точно состыковать обе половины шаблона, плотность стыковки их обеспечивается весом половины 6, а фиксаторы 19, укрепленные на верхней кроме второй половины 6 шаблона, фиксируют их положение от смещения вверх половины 6 шаблона при заливке в ковш под шаблон футеровочной массы После установки на ковш шаблона с площадкой в зазор между ковшом и шаблоном подают самотвердеющую массу
Для исключения возможных пустот в огнеупорной массе включают вибраторы 10. Амортизаторы 4 позволяют обеспечить вибрацию шаблона. После двухчасовой вьщерхки шаблон отрывают от футеровки ковша, для чего включают вибраторы. Для облегчения отрыва шаблона от футеровки наружные стенки шаблона перед установкой его в ковш покрывают смесью отработанного машинного масла с графитом, смешаных в соотношении 80:20 по объему. Шаблон из ковша удаляют через 4 ч в обратной последовательности, сначала вторую вставную половину, а затем первую с площадкой.
Предлагаемое устройство просто и надежно в эксплуатации. Оно позволяет механизировать футеровку ковшей сократить трудовые затраты на футеровку, а также может быть с большой эффективностью использовано для восстановительного ремонта футеровки горловин ковшей, ремонт которых производится довольно часто после обрыва настылей, образуемых при эксплуатации ковшей.
Ожидаемый экономический эффект сос гавляет около 200 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления футеровки металлургических емкостей | 1981 |
|
SU992121A1 |
| Установка для изготовления монолитной футеровки металлургических емкостей | 1981 |
|
SU969453A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Раздвижной шаблон для изготовления футеровки металлургических ковшей | 1988 |
|
SU1614897A1 |
| Шаблон для изготовления футеровки | 1982 |
|
SU1085670A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Устройство для изготовления монолитной футеровки ковшей | 1983 |
|
SU1177052A1 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1976 |
|
SU611716A1 |
| ОБЪЕМНО-ПЕРЕДВИЖНАЯ ОПАЛУБКА ДЛЯ ПОЯРУСНОГО БЕТОНИРОВАНИЯ СТЕН | 1991 |
|
RU2041329C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОНОЛИТНОЙ ФУТЕРОВКИ КОВШЕЙ С КОНИЧЕСКОЙ НАДСТАВКСЙ, содержащее стенд для установки ковша, шаблон, направляющие петли под крюк крана, о т л и-, чающееся тем, что, с целью уплотнения огнеупорной массы, увеличения стойкости футеровки и облегчения удаления шаблона из ковша, шаблон выполнен разъемным по вертикали из двух половин, причем линия разъема выполнена с наклоном относительно вертикальной оси, при этом одна половина шаблона жестко прикреплена к площадке, устанавливаемой на ковш, и имеет уклон книзу, а другая имеет 1 обратный уклон и состыкована с пер- // вой с помощью направляющей.
,-rf
| Т | |||
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1976 |
|
SU611716A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| кесоюзнАЯ nft.r«f«T IIO | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
