1
Изобретение относится к черной металлургии, в частности к устройствам для ремонта футеровки металлургических ковшей и элементов металлургических агрегатов.
Известны шаблоны для футеровки сталеразливочных ковшей, выполненные в виде конусообразного корпуса с устройством для регулирования его диаметра . Конструкция шаблонов довольно сложная и регулирование требует значительного применения ручного труда.
Известен шаблон для футеровки ковшей, смонтированный из двух конусообразных секций, установленных одна на другую. Каждая секция в свою очередь состоит из двух секций, шарнирно соединенных по вертикали с одной стороны, а с противоположной стороны соединенных посредством вертикальной задвижки, одна сторона которой шарнирно соединена с одной вертикальной секцией, а другая образует герметичное соединение с другой секцией. Внутри расположен распорный винт, концы которого прикреплены к вертикальным секциям ,2.
Недостатком этого шаблона является то, что он требует выполнения операций по монтажу и регулировке секций, причем регулировка производится вручную непосредственно при установке его в ковше, что
весьма затруднительно и удлиняет процесс футеровки. Кроме того, конструкция шаблона довольно сложна.
Целью изобретения является расширение технологических возможностей шаблона и облегчение извлечения его из сформированной футеровки.
Эта цель достигается тем, что шаблон снабжен приводными кулачками, соединенными посредством пальцев со штангами, дополнительно закрепленными на секциях с возможностью возвратно-поступательного перемешения относительно вертикальной оси, причем приводные кулачки выполнены
с симметричными криволинейными пазами для установки пальцев.
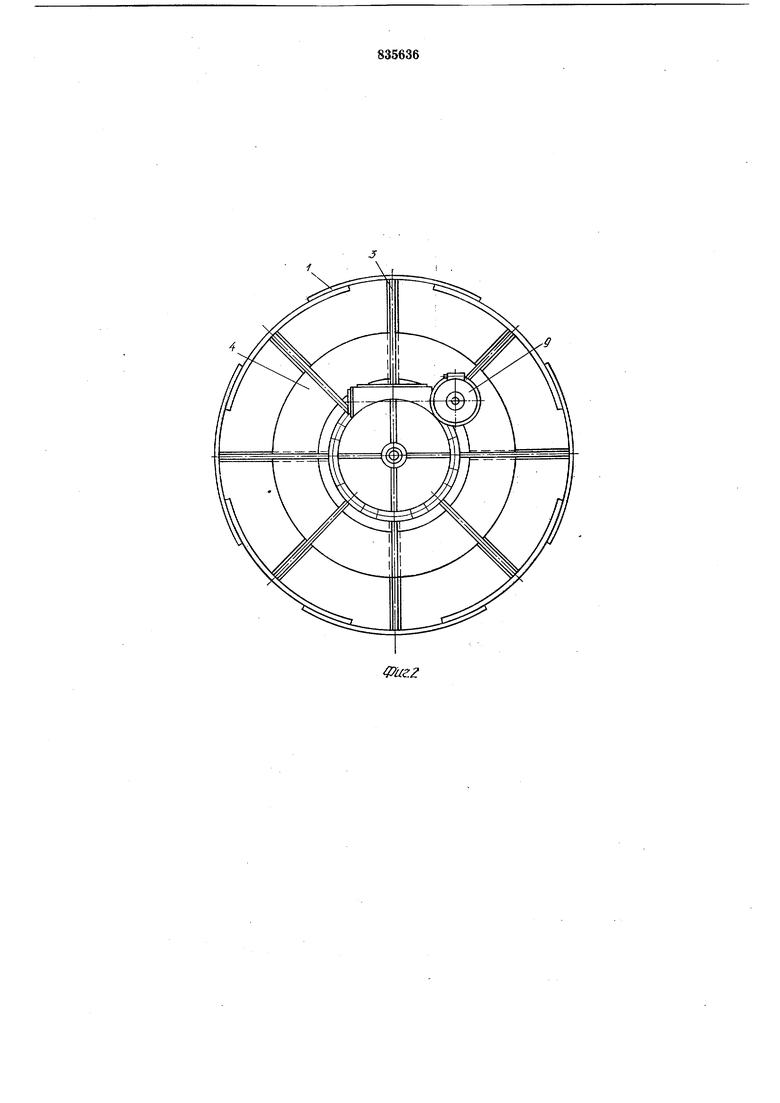
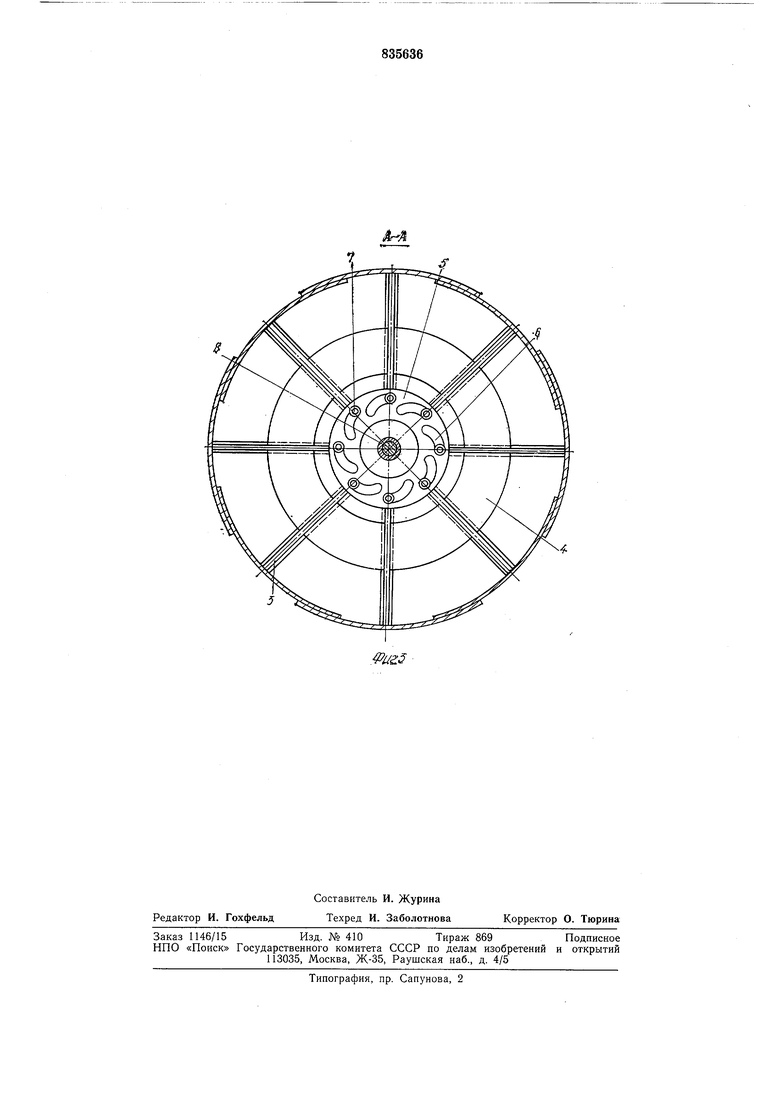
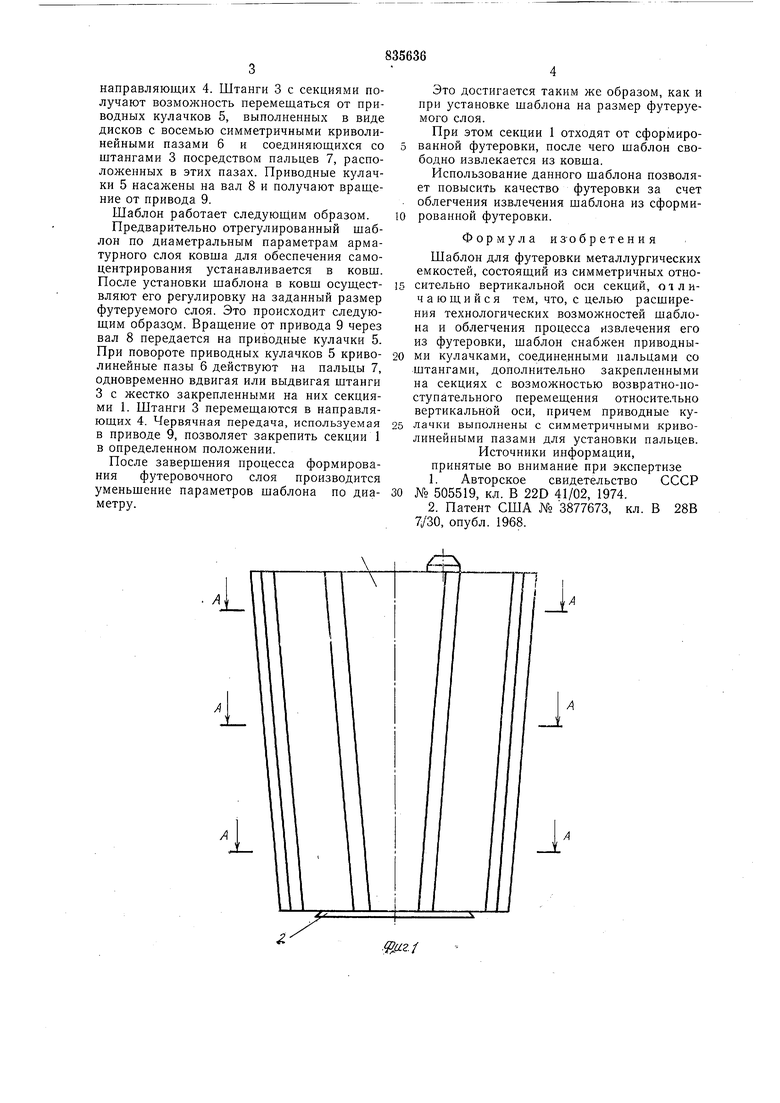
На фиг. 1 показан обш,ий вид шаблона; на фиг. 2 - то же, вид сверху; на фиг. 3- разрез, А-А фиг. 1.
Шаблон состоит из секций 1, взаимно перекрывающих друг друга и нредставляюших собой составные части рассеченного вдоль вертикальной оси усеченного конуса. Опорой шаблона служит основание 2,
имеюшее тарельчатую форму. Секции 1 жестко соединены со штангами 3, которые имеют возможность одновременного возвратно-поступательного движения относительно вертикальной оси шаблона в
направляющих 4. Штанги 3 с секциями получают возможность перемещаться от приводных кулачков 5, выполненных в внде дисков с восемью симметричными криволинейными пазами 6 и соединяющихся со штангами 3 посредством пальцев 7, расположенных Б этих пазах. Приводные кулачки 5 насажены на вал 8 и получают вращение от привода 9.
Шаблон работает следующим образом.
Предварительно отрегулированный шаблон по диаметральным параметрам арматурного слоя ковша для обеспечения самоцентрирования устанавливается в ковш. После установки шаблона в ковш осуществляют его регулировку на заданный размер футеруемого слоя. Это происходит следующим образо.м. Вращение от привода 9 через вал 8 передается на приводные кулачки 5. При повороте приводных кулачков 5 криволинейные пазы 6 действуют на пальцы 7, одновременно вдвигая нли выдвигая штангн 3 с жестко закрепленными на них секциями 1. Штанги 3 перемещаются в направляющих 4. Червячная передача, используемая в приводе 9, позволяет закрепить секции 1 в определенном положении.
После завершения процесса формирования футеровочного слоя производится уменьшение параметров шаблона по диаметру.
Это достигается таким же образом, как и при установке шаблона на размер футеруемого слоя.
При этом секции 1 отходят от сформированной футеровки, после чего шаблон свободно извлекается из ковша.
Использование данного шаблона позволяет повысить качество футеровки за счет облегчения извлечения шаблона из сформированной футеровки.
Формула из-обретения
Шаблон для футеровки металлургических емкостей, состояший из симметричных относительно вертикальной оси секций, отличающийся тем, что, с целью расширения технологических возможиостей шаблона и облегчения процесса извлечения его нз футеровки, шаблон снабжен приводными кулачками, соединенными пальцами со штангами, дополнительно закрепленными на секциях с возможностью возвратно-поступательного иеремещения относительно вертикальной оси, причем приводные кулачки выполнены с симметричными криволинейными пазами для установки пальцев.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 505519, кл. В 22D 41/02, 1974.
2.Патент США № 3877673, кл. В 28В 7/30, опубл. 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для футеровки металлургических ковшей | 1986 |
|
SU1364395A1 |
| Шаблон для футеровки металлургических ковшей | 1987 |
|
SU1565578A1 |
| Устройство для набивки футеровки сталеразливочных ковшей | 1980 |
|
SU1038065A1 |
| Шаблон для футеровки металлургических ковшей | 1978 |
|
SU865523A1 |
| Шаблон | 1979 |
|
SU863177A1 |
| ПЕСКОМЕТНОЕ УСТРОЙСТВО | 2001 |
|
RU2214315C2 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1983 |
|
SU1088877A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU888394A1 |
| Устройство для футеровки металлурги-чЕСКОй ЕМКОСТи | 1979 |
|
SU827263A1 |
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |