(54) НАСАДНЫЙ ЗЕНКЕР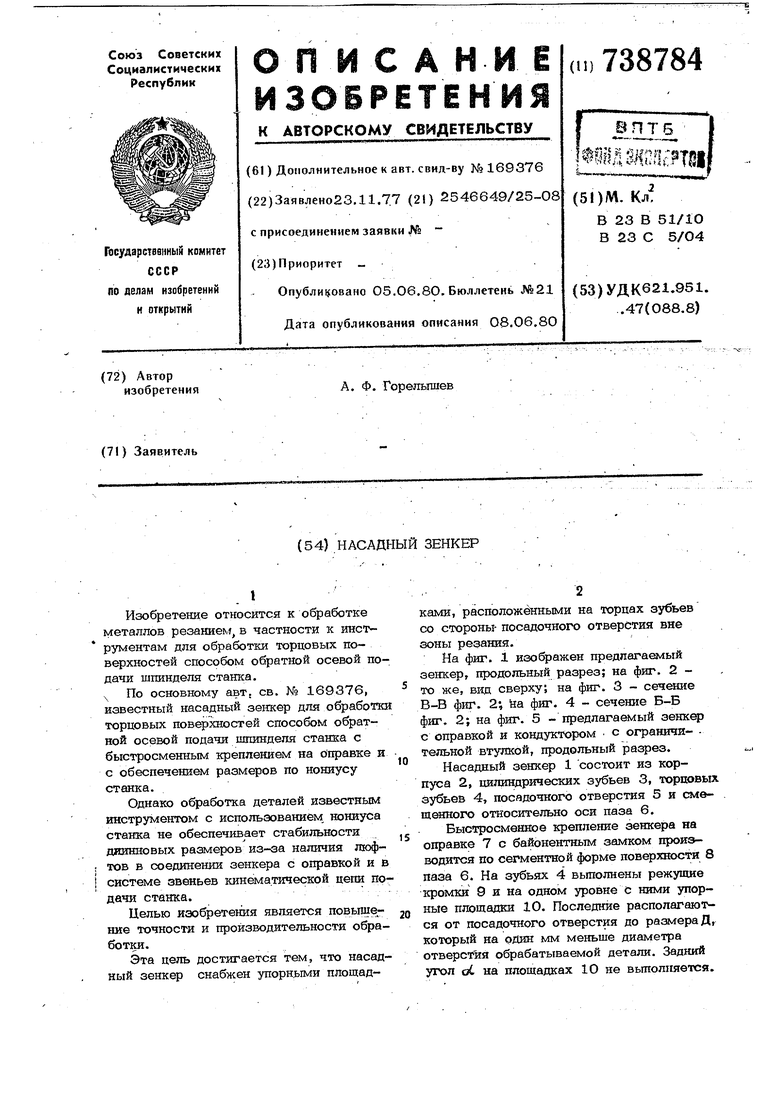
| название | год | авторы | номер документа |
|---|---|---|---|
| Насадный зенкер | 1981 |
|
SU1134308A2 |
| НАСАДНЫЙ ЗЕНКЕР | 1965 |
|
SU169376A1 |
| НАСАДНОЙ ЗЕНКЕР Ю.В. РОЗЕНБЕРГА | 2005 |
|
RU2284880C1 |
| СПОСОБ ОБРАБОТКИ ШЕЕК КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107590C1 |
| ОПРАВКА | 2008 |
|
RU2363565C1 |
| Устройство для обработки концов тонкостенных труб | 1990 |
|
SU1773565A1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| Динамометрическая оправка длязЕНКЕРОВАНия | 1979 |
|
SU818768A1 |
| Зенкер торцовый насадной | 1986 |
|
SU1399012A1 |
| Устройство к сверлильному станку для зенкерования отверстий с обратной стороны | 2002 |
|
RU2225283C1 |
Изобретение относится к обработке металлов резаниек-f, в частности к инструментам дпя обработки торцовых поверхностей способом обратной осевой подачи шпинделя станка. По основному авт. св. № 169376, известный насадный зенкер для обработки торцовых поверхностей способом обратной осевой подачи шпинделя станка с быстросменным креплением на оправке и с обеспечением размеров по нониусу станка.
Однако обработка деталей известным инструментом с использованием, нониуса станка не обеспечивает стабильности диинновых размеров из-за наличия люфтов в соединении зенкера с оправкой и в системе звеньев кинематической цепи подачи станка.
Целью изобретения является повьпие1ше точности и производительности обработки.
Эта цель достигается тем, что насадный зенкер снабжен упорн.ыми площадками, расположёнными на торцах зубьев со стороны- посадочного отверстия вне зоны резания.
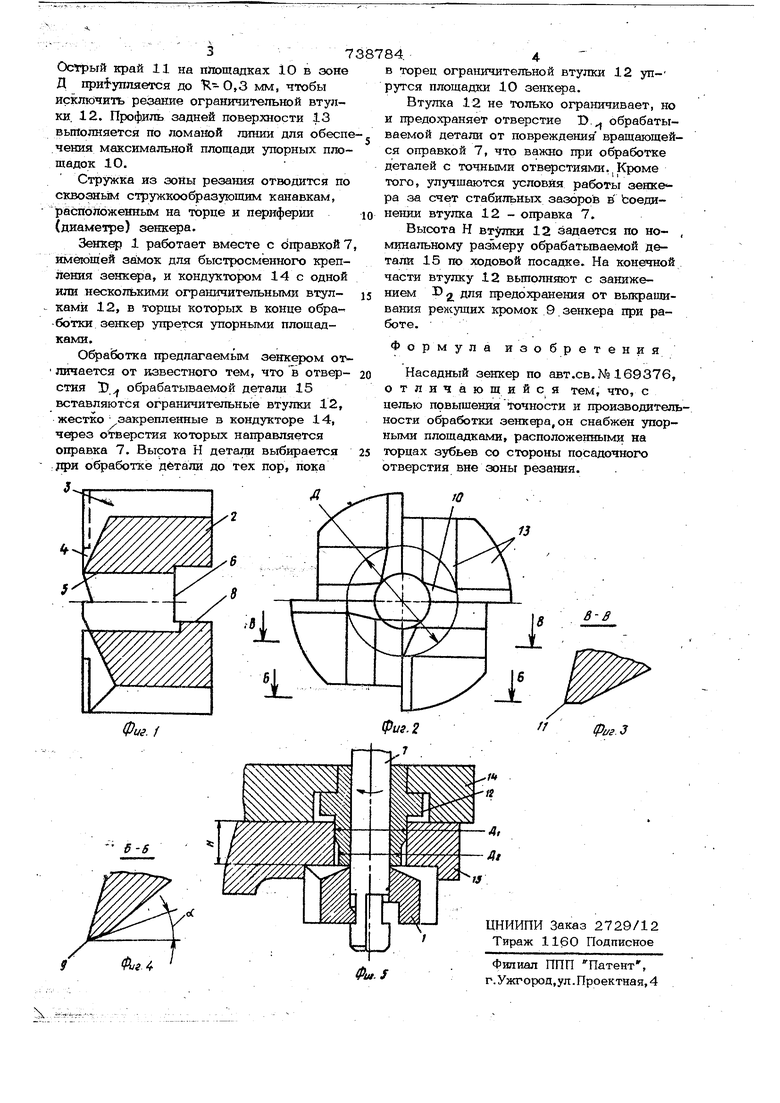
На фиг. 1 изображен предлагаемый зенкер, продольный разрез; на фиг. 2 то же, вид сверху; на фиг. 3 - сечение В-В фиг. 2; йа фиг. 4 - сечение Б-Б фиг. 2; на фиг. 5 - предлагаемый зенкер с оправкой и кондуктором с ограничи- тельной втулкой, продольный разрез.
10
Насадный зенкер 1 состоит из корпуса 2, цилиндрических зубьев 3, -горцовых зубьев 4, посадочного отверстия 5 и смещенкогХ5 относительно оси паза 6.
Быстросменное крепление зенкера на
15 оправке 7 с байонентным замком производится По сегментной форме поверхности 8 паза 6. На зубьях 4 выполнены режущие зфомки 9 и на одном уровне с ними упорные площадки 10. Последние располагают20ся от посадочного отверстия до размера Д, который на один мм меньше диаметра отверстия обрабатываемой детали. Задний утоп oL на площадках 10 не выполняется.
