Изобретение относится к обработке металлов со снятием стружки, а именно к зенкерам для обработки торцовых поверхностей методом обратной подачи шпинделя станка.
По основному авт.св.№ 738784 известен насадный зенкер для обработки торцовых поверхностей методом обратной осевой подачи шпинделя станка с быстросменным креплением на оправке и обеспечением размеров обрабатываемой детали за счет упора упорных площадок зенкера в торец ограничительной втулки кондуктора, установленной в отверстие обрабатываемой детали. Упорные площадки выполнены на торцах зубьев зенкера со стороны посадочного отверстия вне зоны резания на одном уровне с режущими кромками 1 .
Недостатком известного зенкера является сложность заточки режущих элементов.
Цель изобретения - упрощение заточки режущих элементов зенкера, повышение надежности в работе и облегчение обслуживания.
Поставленная цель достигается тем, что насадной зенкер снабжен съемной упорной втулкой, зафиксированной в посадочном отверстии.
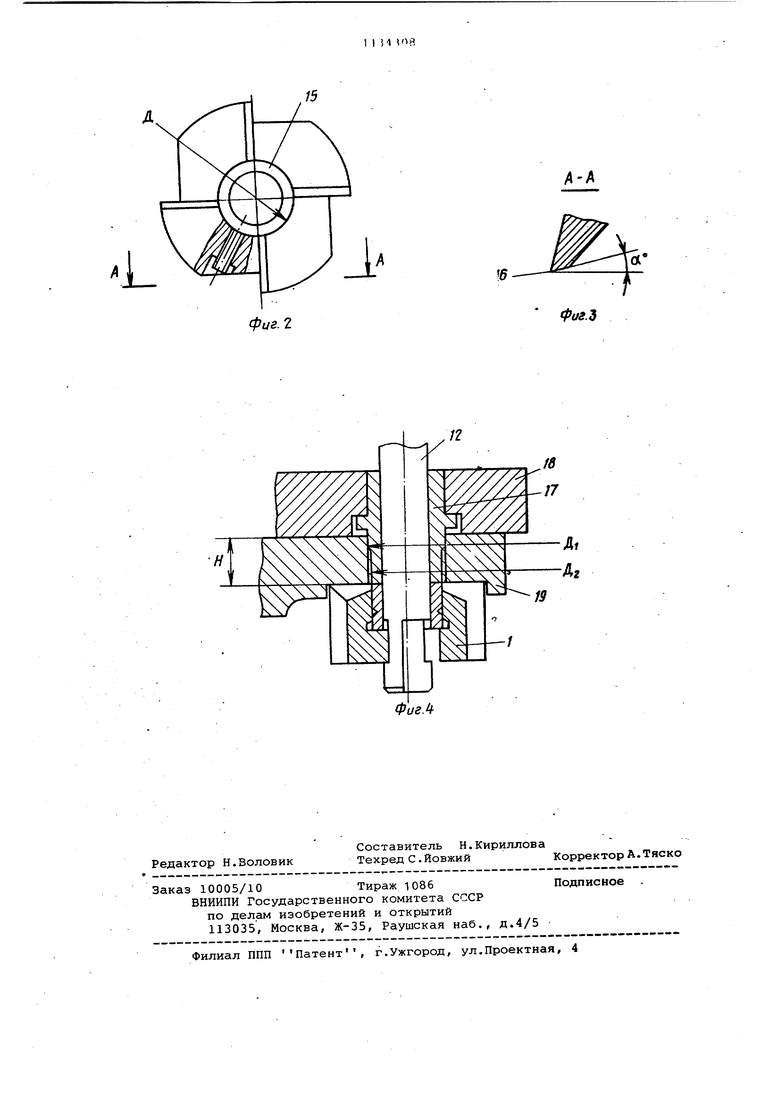
На фиг.1 изображен зенкер, про- дольный разрез; на фиг.2 - то же, вид в плане; на фиг.З - сечение А-А на фиг.2; на фиг.4 - зенкер в сборе с оправкой и кондуктором с ограничительной втулкой, продольный разрез;
Сборный зенкер 1 состоит из корпуса I, еъемной упорной втулки 3 и стопорного винта 4
На корпусе 2 имеются спиральные зубья 5 и торцовые зубья 6, посадочное отверстие 7 под втулку 3 и канавку 8 для выхода шлифовального круга при Шлифовании посадочного отверстия 7, резьбовое отверстие 9 под стопорный винт 4, паз 10, смещенный относительно отверстия 7 для быстросменного крепления зенкера по поверхности 11 сегментной формы на оправке 12 с байонитным замком. Оправка 12 центрируется по отверстию 13 втулки 3, установленной по посадке движения в посадочное отверстие 7 корпуса.
От выпадения втулка 3 контролируется винтом 4 по профильной канавке 14. Торец 15 втулки 3 располагается на одном уровне с режущими кромками 16. Диаметры Д втулки 3 и
Д ограничительной втулки 17 выполняются на 1 мм менее дис1метра Д отверстия обрабатываемой детали. . Заточка зенкера производится следуквдим образом.
Зенкер 1 совместно с втулкой 3 по торцу режущих зубьев шлифуется на один уровень. Затем втулка 3 убирается и на зенкере производится заточка режущих элементов по задней
0 грани на угол всей длине зуба с оставлением ленточки по зубу не более 0,05 мм. После заточки зенкера втулка 3 устанавливается в посадочное отверстие и контрится винтом
5 4. Зенкер 1 работает в комплекте с оправкой 12 имеющей байонитный замок для быстросменного крепления зенкера и кондуктором 18 с одной или несколькими ограничительными втулками 17.
Работа зенкером осуществляется следующим образом.
На торец обрабатываемсй детали 19 устанавливают и закрепляют кондуктор 18 с жестко закрепленными ограничительной втулкой 17, входящей , в отверстие D . Через отверстие ограничительной втулки 17 направляется оправка 12 имеющая на конце байонитный замок для быстросменного
0 крепления зенкера. Зенкер 1 одевают на оправку 12 с центрированием по отверстию 13 втулки 3 и закрепляют. Размер Н обрабатываемой детали 19 обеспечивается обработкой до упора
5 в торец ограничительной втулки 17 упорным торцом 15 втулки 3. Помимо выполнения роли ограничителя втулка 17 предохраняет отверстие D обрабатываемой детали от повреждения вращающейся оправкой 12, что важно для деталей с точными отверстиями. Кроме того, улучшаются условия работы зенкера за счет стабильных зазоров в соединении: втулка 17 - оправка
с 12, Высота Н выступления втулки 17 задается по номинальному размеру обрабатываемой детали 19 по ходовой посадке. На конечной части втулки 17 выполняют занижение D2 для перекрытия отверстия обрабатываемой де тали режущей кромкой зенкера. I
Предлагаемый зенкер может применяться как при подрезании наружных торцов, так и при зенкеровании ступенчатых или фасонных отверстий обратной осевой подачей шпинделя станка с обеспечением размеров не ниже 3-го класса точности.
Д-А
фиг. г
Фаг.З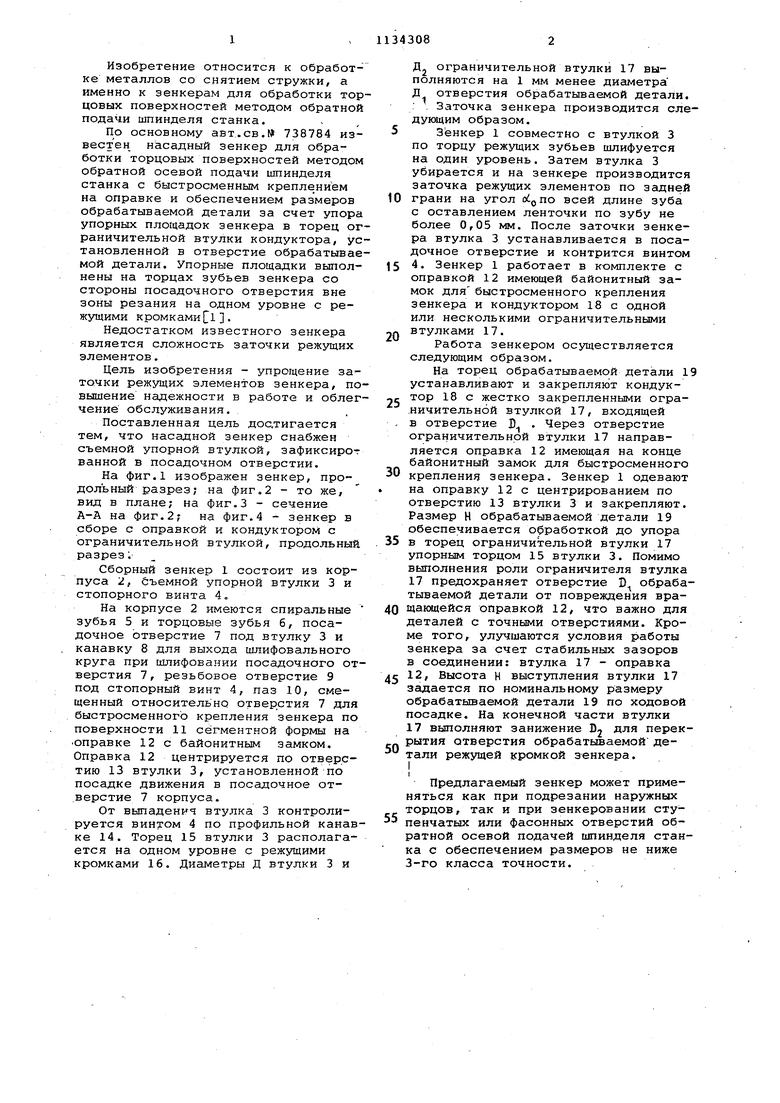
| название | год | авторы | номер документа |
|---|---|---|---|
| Насадный зенкер | 1977 |
|
SU738784A2 |
| НАСАДНОЙ ЗЕНКЕР Ю.В. РОЗЕНБЕРГА | 2005 |
|
RU2284880C1 |
| НАСАДНЫЙ ЗЕНКЕР | 1965 |
|
SU169376A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| Устройство для зенкования отверстий | 1986 |
|
SU1397192A1 |
| СПОСОБ ОБРАБОТКИ ШЕЕК КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107590C1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1990 |
|
SU1757905A1 |
| Динамометрическая оправка | 1990 |
|
SU1830303A1 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
НАСАДНЫЙ ЗЕНКЕР по авт.св. 738784, отличающийся тем, что, с целью улучшения условий заточки режущих элементов и облегчения обслуживания, насадный зенкер снабжен съемной упорной втулкой, зафиксированной в посадочном отверстии. оо 4 оо о оо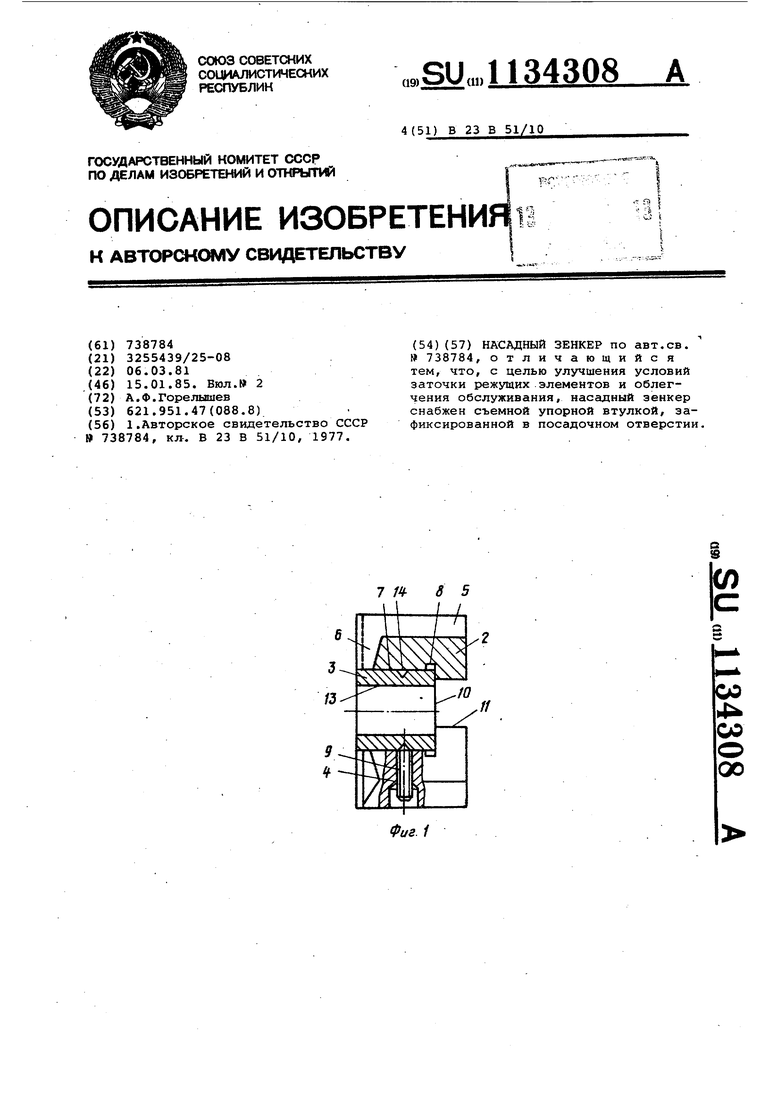
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
