(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов | 1977 |
|
SU733990A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
| Устройство для формования объемных блоков | 1977 |
|
SU743875A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1970 |
|
SU269766A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1971 |
|
SU305062A1 |
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРЕДПОЧТИТЕЛЬНО РИГЕЛЕЙ, БАЛОК, И РИГЕЛЬ, БАЛКА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2309040C2 |
| Установка для изготовления объемных элементов | 1981 |
|
SU986795A1 |
| Установка для формования объемныхэлЕМЕНТОВ | 1979 |
|
SU837877A1 |
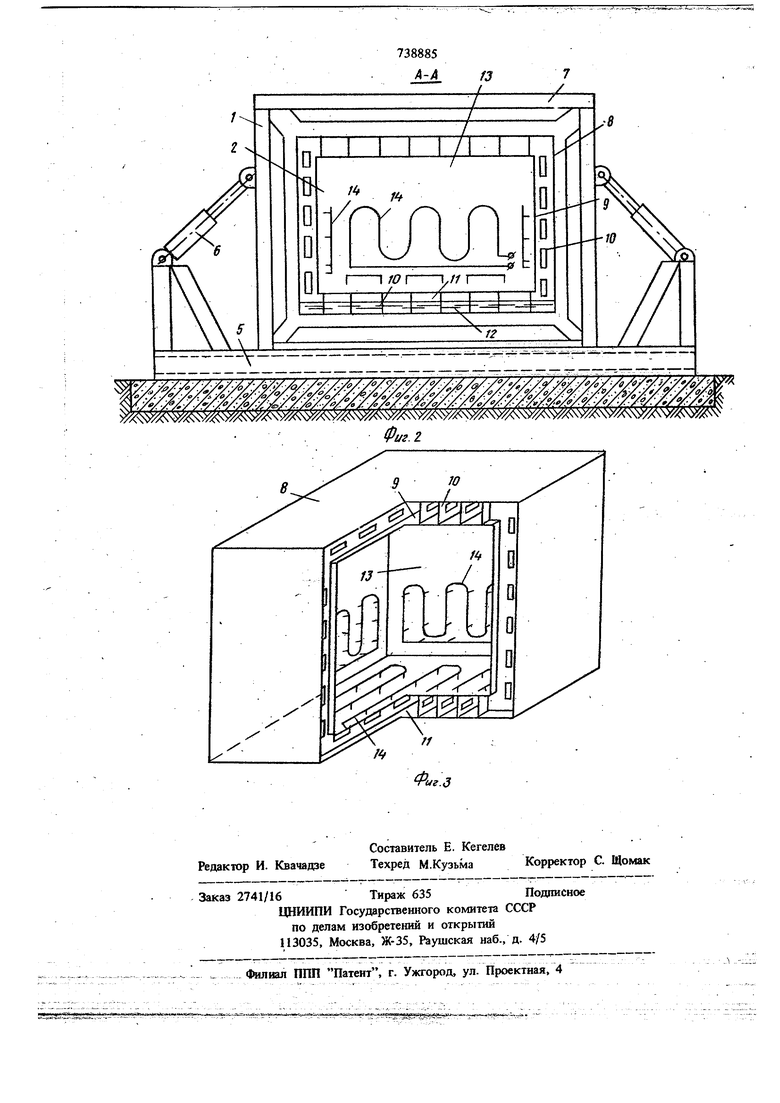
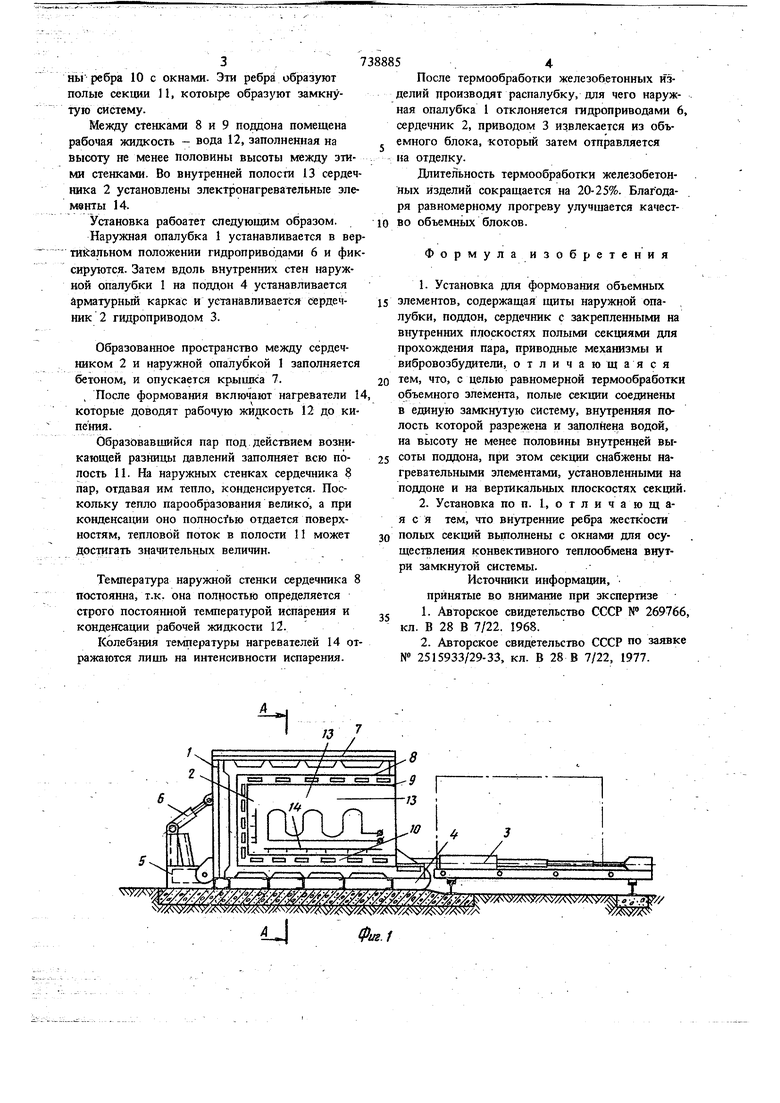
Изобретение отноштся к области строитейЬства жилых домов и общественных зданий, в частности к производству объемных железо бетонных блок-комнат. Известна установка для формования o6v емных блоков, содержащая наружную опалубку и привод его горизонтального перемещения причем сердечник выполнен цельносзарным с установленными внутри вибраторами 1 . Наиболее близкой к изобретению является установка для изготовления объемных ЗлеА{ентов, содержащая щить наружной опалуби, поддон, сердечник с закрепленными на внутренних плоскостях полых секций для прохождения пара приводными механизмами и вибровозбудителямн 2. Недостатком известных устройств является неравномерность прогрева отформованного изделия, так как температура пара при прохожде НИИ по паровой рубашке в результате теплообмена снижается. Целью изобретения является равномерная термообработка объемного злемента. Указанная цель достигается тем, что полые секции соединены в единую замкнут то систему, внутренняя полость которой разрежена и заполнена водой, на высоту не менее половины внутренней высоты поддона, при этом секции снабжены нагревательными элементами, установленными на поддоне и на вертикальных плоскостях секций. Кроме того, внутренние ребра жесткости полых секций вьшолнены с окнами для осуществления конвективного теплообмена внутри замкнутой системы. На фиг. 1 изображена установка в разрезе; на фиг. 2 - то же, поперечный разрез установки; на фиг. 3 - сердечник. Установка состоит из наружной опалубки 1 сердечника 2, приводных механизмов горизонгального перемещения сердечника 3, поддона 4. Наружная (оталубка 1 пирнирно установлена на платформе 5 и перемещается посредством гидропривода 6. Сверху опалубка закрыается крышкой 7. Сердечник 2 состоит из наружных 8 и внутренних стенок 9, между которыми установлены ребра 10 с окнами. Эти ребра образуют полые секции 11, котоыре образуют замкнутую систему. Между стенками 8 и 9 подцона помещена рабочая жидкость - вода 12, заполненная на высоту не менее половины высоты между этими стенками. Во внутренней полости 13 сердеч ника 2 установлены электронагревательные эле менты 14. Установка рабоатет следующим образом. Наружная опалубка 1 устанавливается в ве тикальном положении гидроприводами 6 и фи сируются. Затем вдоль внутренних стен наружной опалубки 1 на поддон 4 устанавливается арматурньш каркас и устанавливается сердечник 2 гидроприводом 3. Образованное пространство между сердечником 2 и наружной опалубкой 1 заполняетс бетоном, и опускается крышка 7. После формования включают нагреватели которые доводят рабочую жидкость 12 до ки пения. Образовавшийся пар под. действием возникающей разницы давлений заполняет всю полость 11. На наружных стенках сердечника 8 пар, отдавая им тепло, конденсируется. Поскольку тепло парообразования велико, а при конденсаоди оно nonnocf ью отдается поверхностям, тепловой поток в полости 11 может достигать значительных величин. Температура наружной стенки сердечника постоянна, т.к. она полностью определяется строго постоянной температурой испарения и конденсации рабочей жидкости 12. Колебания температуры нагревателей 14 о ражаются лишь на интенсивности испарения. После термообработки железобетонных изелий производят распалубку, для чего наружная опалубка 1 отклоняется гидроприводами 6, сердечник 2, приводом 3 извлекается из объемного блока, который затем отправляется на отделку. Длительность термообработки железобетонных изделий сокращается на 20-25%. Благодаря равномерному прогреву улучшается качество объемных блоков. Формула изобретения 1.Установка для формования объемных элементов, содержащая щиты наружной опалубки, поддон, сердечник с закрепленными на внутренних плоскостях полыми секциями для прохождения пара, приводные механизмы и вибровозбудители, отличающаяся тем, что, с целью равномерной термообработки объемного элемента, полые секции соединены в единую замкнутую систему, внутренняя полость которой разрежена и заполнена водой, на вьюоту не менее половины внутренней высоты поддона, при этом секции снабжены нагревательными элементами, установленными на поддоне и на вертикальных плоскостях секций. 2.Установка по п. 1, о т л и ч а ю щ ая с я тем, что внутренние ребра жесткости полых секций выполнены с окнами для осуществления конвективного теплообмена внутри замкнутой системы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 269766, кл. В 28 В 7/22. 1968. 2.Авторское свидетельство СССР по заявке N 2515933/29-33, кл. В 28 В 7/22, 1977.
