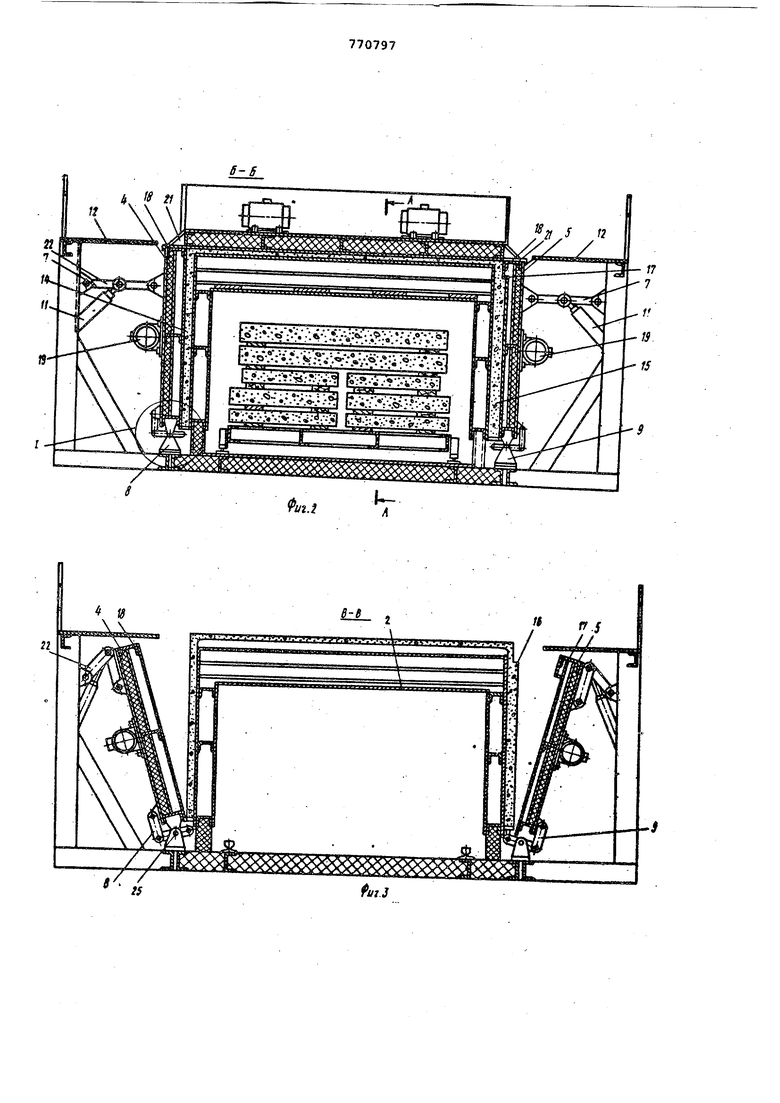
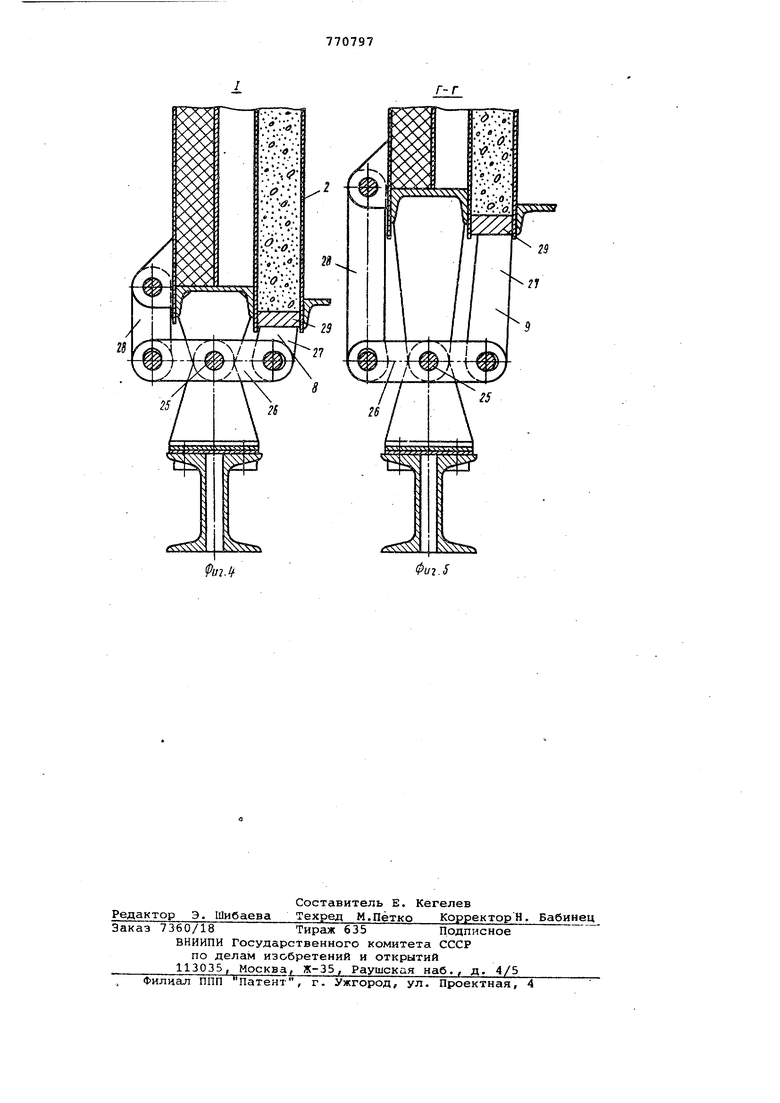
Изобретение относится к оборудов нию для изготовления :хелезобетонных конструкций. Известна установка для изготовле объемных элементов, включающая осно вание с закрепленным на нем сердечником, виброщиты наружной опалубки, средства для перемещения виброщитов и щит вибропригруза l . Известна установка для изготовле ния объемных элементов, содержащая основание с закрепленным на нем сердечником, полость которого образует термокамеру, поддон, торцовый виброщит, продольные виброщиты и наружной опалубки, шарнирно прикреп ленные посредством стоек к основанию, средств для перемещения виброщитов наружной опалубки и щит вибропригруза 2 . Недостатком этих установок является отсутствие возможности выпрессовки изделия и, следовательно, повышенная энергоемкость. Цель изобретения - сокращение энергоемкости при выпрессовке издеЛИЯ с сердечника и повышение качест ва готовых изделий. Для достижения этой цели установка, содержащая основание с закрепленным на нем сердечником, полость которого образует термокамеру, поддоны, торцовой виброщит, продольные виброщиты наружной опалубки, шарнирно прикрепленные посредством стоек к основанию, средств для перемещения виброщитов наружной опалубки и щит вибропригруза, снабжена выпрессовциками к откидным щитам, причем выпрессовщиков из которых выполнен в виде двуплечего р гчага, шарнирно закрепленного средней частью к стойке основания с тягами по концам, прикрепленными с возможностью их поворота, при этом одна из тяг жестко соединена с поддоном, а другая - с виброщитом наружной опалубки, а откидной шит шарнирно прикреплен к щиту вибропригруза в зоне формования фризовой части объемного элемента.. Данная установка отличается также тем, -что тяги каждого из выпрессовщиков выполнены различными по высоте} отверстия двуплечего рычага каждого из Быпрессовщиков / предна- наченные для крепления тяг, выполнены овальными, причем отверстие для креп ления тяг поддона расположено в горизонтальном направлении, а для тяги виброщита - в вертикальном; один из продольных виброщитов наружной опалубки в верхней части снабжен Съемным пустотообразователем для образования выступа под строительные конструкции. На фиг. 1 изображен общий вид установки; на фиг. 2 - разрез Б-Б фиг. 1; на фиг. 3 - разрез В-В фиг. при снятом щите вибропригруза, откинутых виброщитах и поднятыми выпрессовщиками объемного элемента; на фиг. 4 - выпрессовщик (узел 1); на фиг. 5 - разрез Г-Г фиг. 1 Установка для изготовления объемногр элемента крышной части здания включает основание 1 с закрепленным сердечником 2, торцовой виброщит 3, продольные виброщиты наружной опалуб ки 4 и 5 со средствами их перемещения 6 и 7 с выпрессовщиками 8 и 9 к откидным щитам с сердечника и щит вибропригруза 10, Основание 1 представляет собой металлическую раму с балками для закрепления гидроцилиндров 11 средств для перемещения. В верхней ее части расположена площадка обслуживания с ограждением 12. Полый сердечник 2 выполнен в виде коробчатой П-образной рамы из швеллерной обвязки, обшитой металлическим листом и установлен на основании 1. Полость сердечника, образую щая термокамеру, наряду с прогревом изнутри объемного элемента может использоваться для термообработки других изделий, помещаемых внутрь се дечника. На верхней поверхности сер дечника для образования ребер жесткости плиты покрытия изделия имеютс соответствующие выемки 13, а иа бок вой поверхности для образования сто опирания объемного элемента - углуб ления 14 и 15. Конфигурация углубле ния в верхней части щита вибропригр за опалубки 5 для стойки опирания 1 предусматривает пустообразователь 1 для образования выступа 17, необходимого для примыкания к соседним сборным элементам. Каждый из трех виброщитов наружной опалубки выполнен в виде жесткой рамы 18 из швеллерной обвязки, обшитой металлическим листом, образ ющей паровую полость с системой тру бопроводов для подачи пара и отвода конденсата. Снаружи каждый- виброщит защищен слоем теплоизоляции и снабж вибраторами 19. Щит вибропригруза 10 с вибраторами 19 выполнен аналогично виброщитам наружной опалубки и для формования фризовой части объ емного элемента снабжен откидным щитом 20. Положение щита вибропригруза 10 по отношению к закрытым боковым виброщитам наружной опалубки обеспечивается фиксаторами 21. Средство перемещения 6 включает гидроцилиндр 11, рычаги 22, тягу 23 и обеспечивает при перекатывании колес 24 плоскопараллельное перемещение и запирание виброщита 3. Каждый из средств перемещения 7 состоит из гидроцилиндра 11, рычагов 22 и обеспечивает отклонение и запчрание каждого из продольных виброщитов 4 и 5 с опиранием на шарниры 25. Каждый из выпрессовщиков выполнен в виде двуплечего рычага 26, шарнирно закрепленного средней частью к стойке основания 1 с тягс1ми 27 и 28 по концам,причем одна из тяг 27 жестко соединена с поддоном 29, а тяга 28 шарнирно скреплена с виброщитом наружной опалубки 4 или 5. Для облегчения выпрессовки изделий с различной высотой стоек опирания тяги 27 и 28 выполнены различными по высоте у каждой стойки. Для раз.гтельной распалубки с первоначальным отделением от изделия виброщитов и последующей выпрессовкой изделия с сердечника отверстия двуплечего рычага 26 каждого из выпрессовщиков, предназначенные для крепления тяг, выполнены овальными, причем отверстие для крепления тяг 27 поддона расположено в горизонтальном направлении а для тяги 28 виброщита - в вертикальном. Установка работает следующим образом. Виброщит 3 отодвигают механизмом 6, а виброщиты 4 и 5 отклоняют механизмами 7, затем производят чистку и смазку формующих поверхностей и устанавливают арматурный каркас. Далее приводными механизмами 6 и 7 смыкают виброщиты и в образовавшуюся полость установки подают с вибрацией бетонную смесь для фризовой части объемного элемента, стоек опирания и плиты покрытия. Устанавливают щит вибропригруза 10 и уплотняют бетон плиты покрытия. После этого устанавливают щит 20 в верхнее положение и формуют верхнюю часть фриза. Внутренняя полость сердечника при термообработке объемных элементов {спользуется для пропарки или для вторичной стадии обработки партии форм с другими изделиями. По окончании термообработки основного и других изделий партию форм выкатывают за пределы установки. Распалубка и выпрессовка изделия производится в следующей последовательности. Откидывают щит 20 и поднимают щит вибропригруза 10. Средствами перемещения 6 отодвиггиот виброщит 3, а средствами перемещения 7 отклоняют виброщиты наружной опгшубки 4 и 5, при этом вначале выбирается зазор между тягой 28 и двуплечим рычагом 26 каждого из выпрессовцика. Затем при дальнейшем повороте каждого из виброшитсв тяга 28 воздействует на двуплечий рычаг 26. Последний, поворачиваясь вокруг шарнира 25 с помощью тяги 27, перемещает поддон 29 вдоль борта. При этом создается усилие выпрессовки, достаточное для съема изделия с сердечника. Готовое изделие снимают краном и отправляют на склад.
Формула изобретения
1. Установка для изготовления объемного элемента крьаиной части здания, содержащая основание с закрепленным на нем сердечником, полость которого образует термокамеру, поддоны, торцовой виброщит, продольные виброщиты наружной опалубки, шарнирно прикрепленные посредством стоек к основанию, средств для перемещения виброщитов наружной опалубки и щит вибропригруза. отличающаяся тем, что, с целью сокращения энергоемкости при выпрессовке изделия с сердечника и повышения качества готовых изделий, установка снабжена выпрессовщиками к откидным щитам, причем выпрессовщиков из которых выполнен в виде двуплечего рычага, шарнирно закрепленного средней частью к стойке основания с тягами по концам, прикрепленными с возможностью
их. поворота, при этом одна из тяг жестко соединена с поддоном, а другая - с виброщитом наружной опалубки, а откидной щит шарнирно прикреплен к щиту вибропригруза в зоне формования фризовой части объемного элемента.
2.Установка по п. 1, отличающаяся тем, что тяги каждого из выпрессовщиков выполнены различными по высоте.
0
3.Установка по п. 1, о т л ич а ю 1т; а я с я тем, что с целью раздельной распалубкн с первоначальным отделением от изделия виброщитов и последующей выпрессовкой изде5лия с сердечника, отверстия двуплечего рычага каждого из выпрессов-щиков, предназначенные для крепления тяг, выполнены овальными, причем отверстие для крепления тяг под0дона расположено в горизонтальном направлении, а для тяги виброщита в вертикальном.
4.Установка по п. 1, отлич а ю щ а я с я тем, что один из продольных виброщитов наружной опа5лубки в верхней части снабжен съемным пустотообразоватепем для образования выступа под строительные кон струкции.
Источники информации,
0 принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 346124, кл. В 28 В 7/22, 1968.
2.Авторское свидетельство СССР UO заявке 2515933/29-33,
5
кл. В 28 В 7/22, 1977.


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов | 1985 |
|
SU1303412A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для формования строительных изделий | 1980 |
|
SU895674A1 |
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Установка для формования объемных элементов | 1981 |
|
SU1039719A2 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992194A1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| Установка для изготовления объемных элементов | 1980 |
|
SU906703A1 |
.
Д -;У:: У У -- -:: У У--:Ф; ЖУ
||
I/ .: : «:-j. -f
11 Г g-jyja , .
1; Г/Л .. : --ftуЛ-а-у-Ч P
ингУГ Г . п /1n J
i - - :i-ii :
У; У У&№КК вУУ
ФигЛ
k1)U2.1JФи1.5
