(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1971 |
|
SU305062A1 |
| Форма минцковского для изготосления объемных блок-комнат | 1970 |
|
SU670442A1 |
| Установка для формования объемных элементов | 1979 |
|
SU895673A1 |
| "Установка для изготовления объемных блоков типа "колпак" | 1989 |
|
SU1719206A1 |
| ТЛШ-ЖНЙЧЕСК<1ИБЛИОТеКА | 1972 |
|
SU339411A1 |
| Устройство для формования объемных блоков | 1977 |
|
SU743875A1 |
| Установка для формования из бетонных смесей объемных элементов типа блок-комнат | 1976 |
|
SU937157A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1970 |
|
SU282115A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ БЛОКОВ | 1991 |
|
RU2015011C1 |
1
Изобретение относится к установкам для изготовления объемных элементов, например блок-комнат.
По основному авт. св. № 305062, известна установка для изготовления объемных элементов, например блок-комнат, включающая станину, наружную опалубку, внутренний сердечник, поддон-тележку, приводные механизмы и систему термообработки. Для обеспечения поточности производства установка выполнена со смонтированным на станине ротором, на котором закреплены щиты наружной опалубки с паровыми рубащками, гидроприводы их горизонтального перемещения, телескопические подъемники вертикального, перемещения торцовых стенок ротора и торцовых щитов наружной опалубки, углойые внутренние затворы, а также пневмогидравлический подъемник с устанавливаемой на него тележкой для приема готового элемента 1.
Однако известная установка не обеспечивает возможности изготовления объемных элементов различных типоразмеров.
Цель изобретения - изготовление объем-ных элементов различных типоразмеров.
Указанная цель достигается тем, что в установке для изготовления объемных элементов потолочный щит наружной опалубки выполнен из двух продольных частей подвижных друг относительно друга, а боковые и торцовые щиты наружной опалубки, установленные между потолочным щитом и поддоном формы-вагонетки, подвижны относительно сердечника, при этом боковые и потолочный щиты наружной опалубки выполнены в BHiie щвеллера, полки которых ра(сположены с противоположной стороны от сердечника.
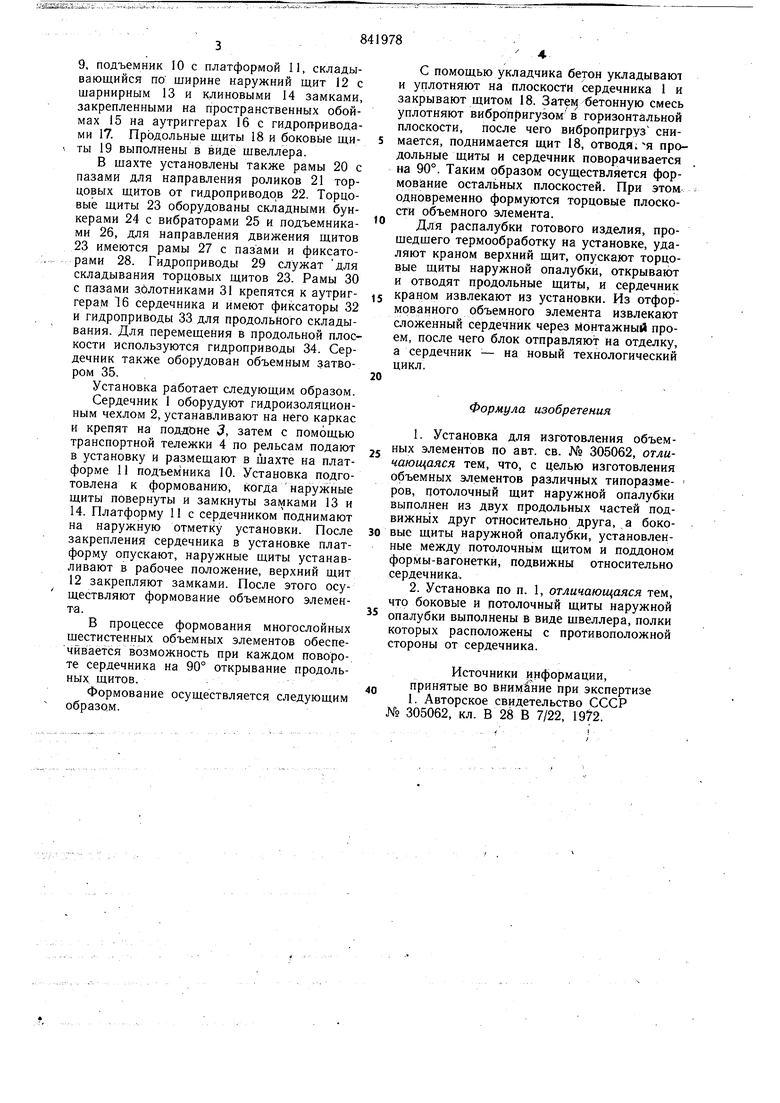
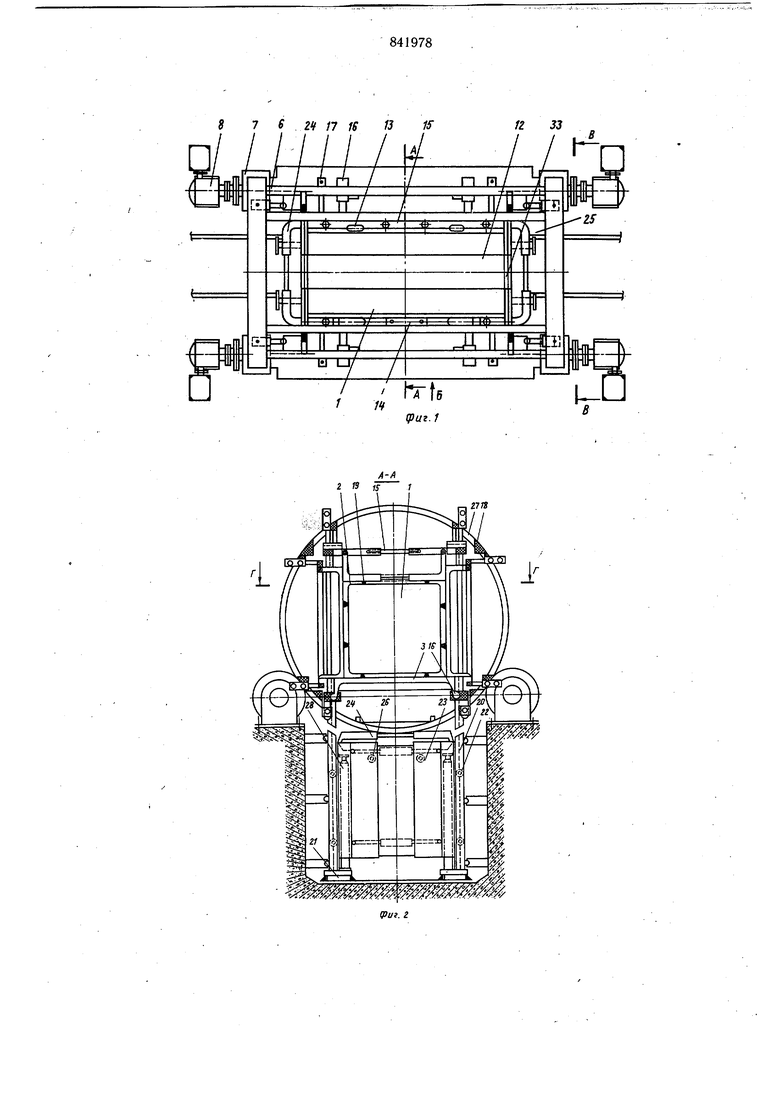
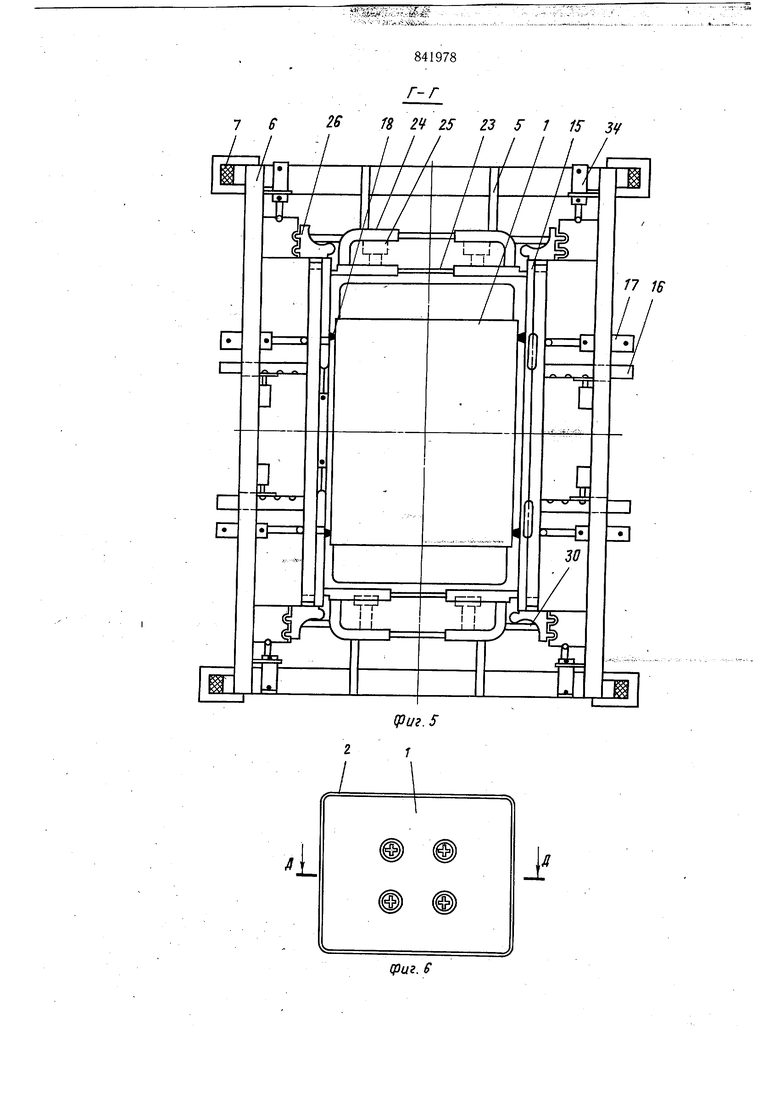
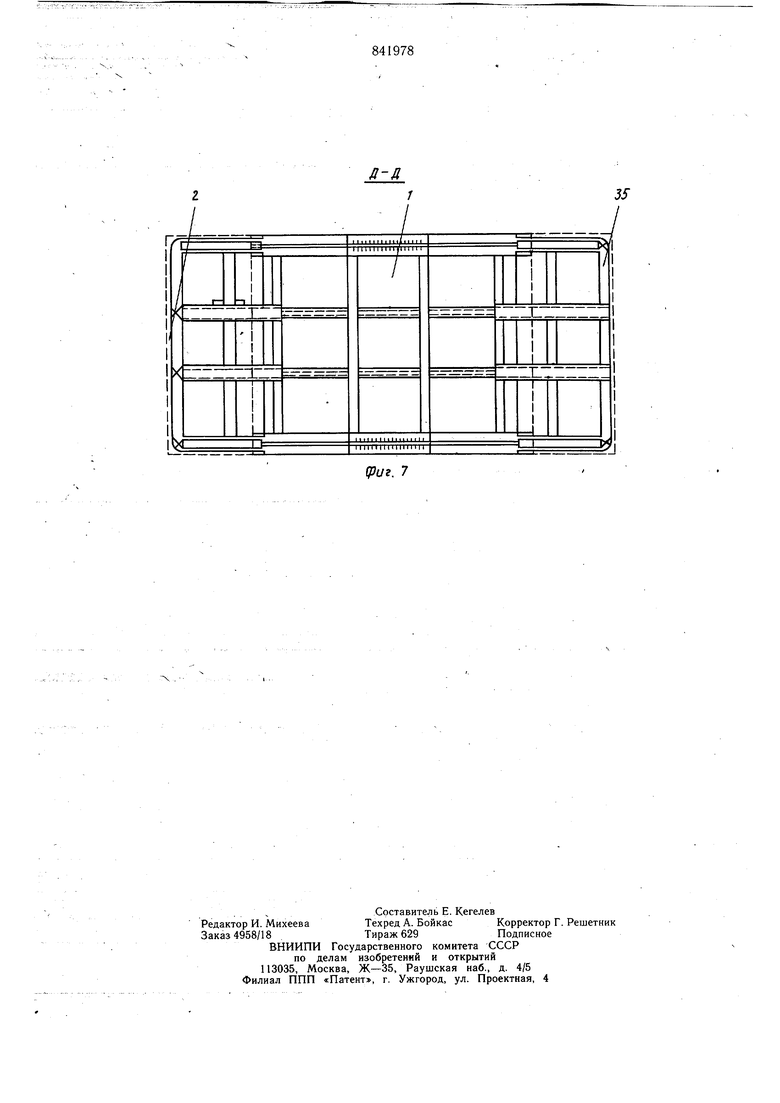
На фиг. 1 изображена предлагаемая установка в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - сердечник; на фиг. 7 - разрез Д-Д на фиг. 6.
Установка содержит складывающийся сердечник 1 с гидроизолирующим чехлом 2, сменный поддон 3, транспортную тележку 4 рельсовую колею 5, каркас 6, опирающийся на ведущие ролики 7 с электроприводом 8, установленным в щахте, рельсовую колею
9, подъемник 10 с платформой 11, складывающийся по ширине наружний щит 12 с шарнирным 13 и клиновыми 14 замками, закрепленными на пространственных обоймах 15 на аутриггерах 16 с гидроариводами 17. Продольные щиты 18 и боковые щиты 19 выполнены в виде щвеллера.
В щахте установлены также рамы 20 с пазами для направления роликов 21 торцовых щитов от гидроприводов 22. Торцовые щиты 23 оборудованы складными бункерами 24 с вибраторами 25 и подъемниками 26, для направления движения щитов 23 имеются рамы 27 с пазами и фиксаторами 28. Гидроприводы 29 служат для складывания торцовых щитов 23. Рамы 30 с пазами зблотниками 31 крепятся к аутриггерам 16 сердечника и имеют фиксаторы 32 и гидроприводы 33 для продольного складывания. Для перемещения в продольной плоскости используются гидроприводы 34. Сердечник также оборудован объемным затвором 35.
Установка работает следующим образом.
Сердечник 1 оборудуют гидроизоляционным чехлом 2, устанавливают на него каркас и крепят на поддоне 3, затем с помощью транспортной тележки 4 по рельсам подают в установку и размещают в ujaxTe на платформе 11 подъемника 10. Установка подготовлена к формованию, когДа наружные щиты повернуты и замкнуты замками 13 и 14. Платформу 11 с сердечником поднимают на наружную отметку установки. После закрепления сердечника в установке платформу опускают, наружные щиты устанавливают в рабочее положение, верхний щит 12 закрепляют замками. После этого осуществляют формование объемного элемента.
В процессе формования многослойных щестистенных объемных элементов обеспечивается возможность при каждом повороте сердечника на 90° открывание продольных щитов.
Формование осуществляется следующим образом.
С помощью укладчика бетон укладывают и уплотняют на плоскости сердечника 1 и закрывают щитом 18. Затем бетонную смесь уплотняют вибропригузом в горизонтальной плоскости, после чего вибропригруз снимается, поднимается щит 18, отводя, я продольные щиты и сердечник поворачивается на 90°. Таким образом осуществляется формование остальных плоскостей. При этом одновременно формуются торцовые плоскости объемного элемента.
Для распалубки готового изделия, прошедщего термообработку на установке, удаляют краном верхний щит, опускают торцовые щиты наружной опалубки, открывают и отводят продольные щиты, и сердечник
краном извлекают из установки. Из отформованного объемного элемента извлекают сложенный сердечник через монтажный проем, после чего блок отправляют на отделку, а сердечник - на новый технологический цикл.
Формула изобретения
опалубки выполнены в виде щвеллера, полки которых расположены с противоположной стороны от сердечника.
Источники информации, принятые во внимание при экспертизе
S 7 6 24 17 IS 13 1S 2 13 Ifr
i
11 33
A-A
rtJS
S 23 S17 ///n
841978
фиг. f
1626 IB 2f 25 23 5- 1 15- 3
1-1 I I 11. I I I i
841978
Л 16
фиг. S
(Риг. 7
