Изобретение относится к производству изделий сборного бетона и железобетона. Известно устройство для формования объемных блоков, содержащее наружные опалубочные щиты, подвижный по горизонталям сердечник и приводные механизмы Указанное устройство не обеспечивает возможности формования объемных блоков из малоподвижных строительных смесей. Наиболее близким к изобретению решением является устройство для формования объемных блоков, содержащее наружную опалубку с потолочным, торцовым и боковыми щитами и фиксаторами размещенного в ней сердечника, в полости которого на диагональной раме закреплены вибраторы, и съемный щит, соединенный с сердечником посредством стяжного приспособления Недостатками известного устройства являются ненадежность работы механизма перемещения съемного щита из-за заклинивания в направляющих парах щита с домкратами, так как направляющие поверхности механизма незащищены от попадания строительной смеси, а так же трудность получения синхронной работы всех четырех домкратов. Кроме того, сложно осуществнть герметизацию съемного щита при установке к торцам наружных опалубочных щитов из-за вырезов (назов) на плоскостях сопряжения. В данной конструкции имеются большие щели по нериметру между нлоскостямн сопряжения съемного и опалубочных щитов, что приводит к утечкам строительной смеси наружу. Возникают больщие усилия трения скольжения сердечника в процессе формования, так как верхние фиксаторы потолочного щита, удерживающие сердечник от всплытия, вызванного гидростатическим давлением формуемой смеси, выполнены как плоские неподвижные упоры. При этом нагрузка воспрпнимается щарнирами наружных опалубочных щитов, что дополнительно уменьшает жесткость наружн; 1.х опалубочных щнтов и усложняет конструкцию шарнирных п соединительных узлов устройства. Цель изобретения - новыщение качества формуемых изделий и надежности. Достигается это тем, что в устройства для формования объемных блоков, содержащем наружную оналубку с потолочным, торцовым и боковыми щитами и фиксаторами размещенного в ней сердечника, в полости которого на днагональной раме закреплены вибраторы, и съемный щит, соединенный с сердечником посредством стяжного приспособления, фиксаторы сердечника выполнены в виде катков, стяжное приспособление - в виде соединенной жестко одним из концов со съемным щитом продольной балкп с закрепленными в полости сердечника силовым цилиндром и роликовыми направляющими, а потолочный щит оперт посредством домкратов на торцовой и боковые щиты наружной опалубки.
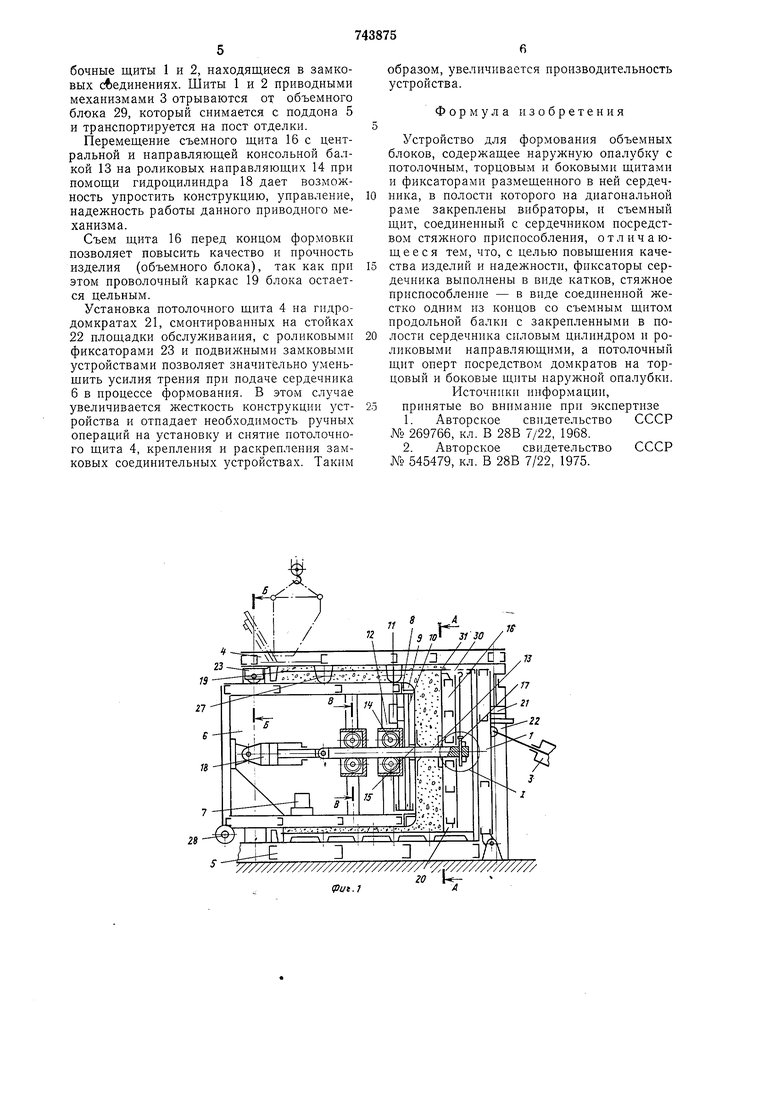
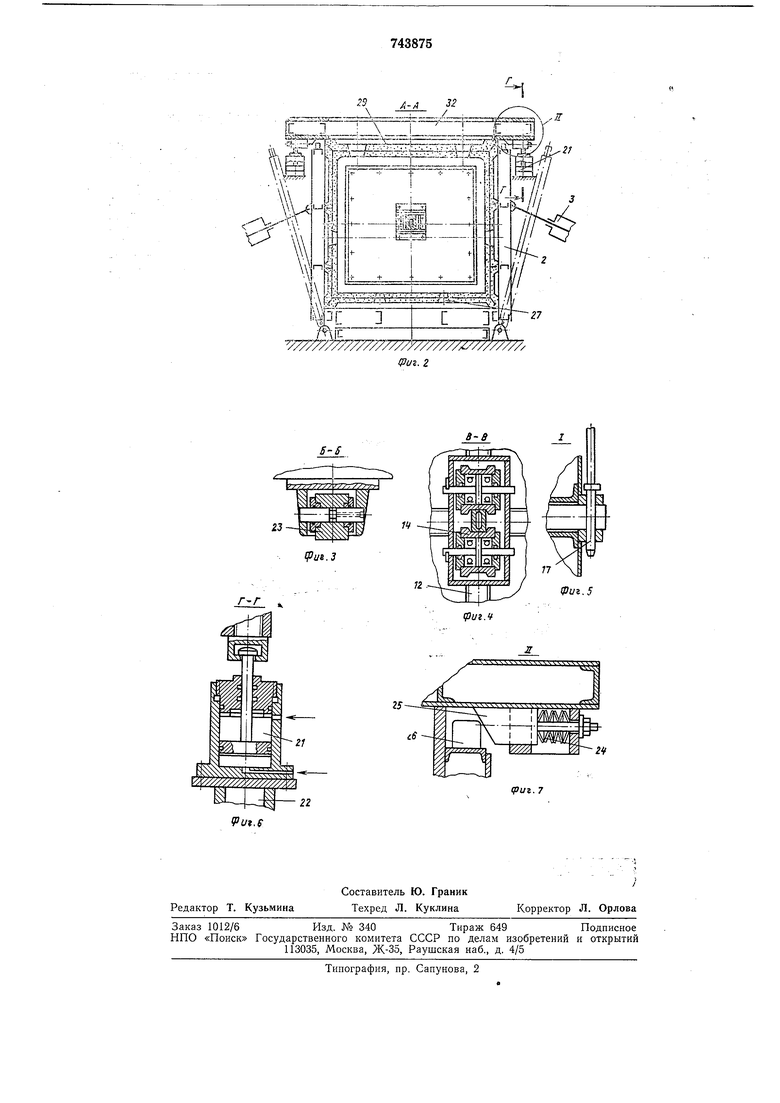
На фиг. 1 схематически изображено устройство для формования объемных блоков, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - узел I на фиг. 1 в увеличенном масщтабе; на фиг. 6 - разрез Г-Г на фиг. 2; на фиг. 7 - узел II на фиг. 2.
Устройство для формования объемных блоков состоит из наружной опалубки в виде торцового 1 и боковых 2 щитов с приводными механизмами 3, потолочного щита 4, поддона 5 и сердечника 6 с насосной станцией 7 во внутренней полости.
Внутри сердечника 6 на амортизаторах 8 установлеиа рама 9, на диагональной связи 10 которой закреплен вибратор 11. Внутри сердечника 6 горизонтально на кронщтейнах 12 размещается продольная балка 13 с роликовыми направляющими 14. Один конец балки 13 консольно выдвинут наружу через центральное отверстие 15 задней стенки сердечника 6. На консоли балки 13 установлен и зафиксирован съемный щит 16 при помощи клипообразного пальца 17, а другой противоположный конец соединен шарнирно с цплиндром 18.
Размеры съемного щита в поперечном разрезе меньше размеров объемного арматурного каркаса 19, но больше размеров сердечника 6. На плоскостях сопряжения съемного щита 16 имеются пазы 20. Потолочный щит 4 установлен на гидродомкратах 21, которые смонтированы на вертикальных стойках 22 площадки обслуживания.
На нижней плоскости щита 4 перед щитами опалубки установлены фиксаторы 23, выполненные в виде роликовых катков. Фиксаторы 23 служат для удержания сердечника 6 от всплытия п уменьшения усилия его приводного механизма. По бокам потолочного щита 4 установлены конусные подпружиненные тарельчать1ми пружинами 24 упоры 25, а на верхних плоскостях наружных опалубочных щитов 1 и 2 прикреплены ограничительные упоры 26, которые предназначены для замыкания указанных щитов от раскрытия. Фиксаторы 23, 27 и ролики 28 служат для направления сердечника 6 при его подаче.
На потолке арматурного каркаса 19 перед его торцовой стенкой объемного блока 29 имеется проем 30, который после снятия съемного щита 16 закрывается проемным
каркасом 31. На потолочном щите 4 также имеется окно 32, предназначенное для снятия щита 16 и установки проемного каркаса 31.
5 Работает устройство для формования объемных блоков следующим образом.
Перед началом формования на поддон устанавливается объемный арматурный каркас 19. Сердечник 6 надвигается на поддон 5 по роликам 28 до крайнего выдвинутого положения из щитов 1 и 2 наружной опалубки. Съемный щит 16 устанавливается на консольной балке 13 и фиксируется при помощи клинообразного пальца 17.
5 В пространство между щитами 1, 2 и 16 и сердечником 6 на поддон 5 подается малоподвижная строительная смесь до уровня, равного высоте наружных опалубочных щитов 1 и 2. При этом первоначальный объем
0 должен быть равен объему формуемой полости объемного блока. Затем потолочный щит 4 опускается при помощи гидродомкратов 21. Вместе со щитом 4 опускаются подпружиненные упоры 25, которые установлены на нижних плоскостях щита 4, и садятся на место, образуя замковое соединение. Люфт между ограничительными и подвижными упорами 26, 25 компенсируется при помощи тарельчатых пружин 24. Сердечник
0 6 перемещается по фиксаторам 23, 27 и роликам 28 в наружные опалубочные щиты 1 и 2. С началом движения сердечника 6 под воздействием цилиндра начинает перемещаться съемный щит 16 в направлении, противоположном перемещению сердечника 6, создавая в полости необходимое технологическое давление. При этом скорость перемещения щита 16 должна быть не менее скорости расхода смеси в пространство ме0 жду щитами 1, 2, 4 и 16, поддоном 5 и сердечником 6. Так же с началом движения сердечника 6 включается вибратор 11 рамы 9. Объемный арматурный каркас 19 удерживается от смещения при надвигании сердечника 6 фиксаторами.
Перед концом формовки объемного блока съемный щит 16 снимается через окна 30 и 32 в потолочном щите 4 и каркасе 19. При
0 этом сначала извлекается клинообразный палец 17, а потом убирается продольная балка 13 при помощи гидроцилиндра 18. Торец продольной балки 13 совмещается с торцовой плоскостью сердечника 6 и обра5 зует гладкую поверхность.
После снятия щита 16 устанавливается верхний проемный каркас 31, затем сердечник 6 подается до упоров и после окончания формовки он фиксируется, а затем в
0 щиты наружной опалубки и поддон 5 подается пар. После термообработки сердечник 6 извлекается из блока по роликам 28 фиксаторам 23 и 27. Одновременно с подъемом потолочного
5 щита 4 освобождаются наружные опалубочные щиты 1 и 2, находящиеся в замковых соединениях. Шиты 1 и 2 приводными механизмами 3 отрываются от объемного блока 29, который снимается с поддона 5 и транспортируется на пост отделки.
Перемещение съемного щита 16 с центральной и направляющей консольной балкой 13 на роликовых направляющих 14 при помощи гидроцнлиндра 18 дает возможность упростить конструкцию, управление, надежность работы данного приводного механизма.
Съем щита 16 перед концом формовки позволяет повысить качество и прочность изделия (объемного блока), так как при этом ироволочный каркас 19 блока остается цельным.
Установка потолочного щита 4 на гндродомкратах 21, смонтированных на стойках 22 площадки обслуживания, с роликовыми фиксаторами 23 и подвижными замковыми устройствами позволяет значительно уменьшить усилия трения ири подаче сердечника 6 в ироцессе формования. В этом случае увеличивается жесткость конструкции устройства и отпадает необходимость ручных операций на установку и снятие потолочного щита 4, крепления и раскрепления замковых соединительных устройствах. Таким
образом, увеличивается производительность устройства.
Формула изобретения
Устройство для формования объемных блоков, содержащее наружную опалубку с потолочным, торцовым и боковыми щитами и фиксаторами размещенного в ней сердечника, в полости которого на диагональной раме закреплены вибраторы, и съемиый щит, соедииеииый с сердечником посредством стяжного приспособления, о т л и ч а ющ е е с я тем, что, с целью повышения качества изделий и надежности, фиксаторы сердечника выиолнены в виде катков, присиособление - в виде соединенной жестко одним из концов со съемным щитом продольной балки с закрепленными в полости сердечника силовым цилиндром и роликовыми направляющими, а потолочный щит оперт посредством домкратов на торцовый и боковые щиты иаружиой опалубки.
Источиики информации, Припятью во вннмание при экспертпзе
1.Авторское свидетельство СССР № 269766, кл. В 28В 7/22, 1968.
2.Авторское свидетельство СССР N° 545479, кл. В 28В 7/22, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования объемных блоков | 1975 |
|
SU545470A1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Формовочная машина для изготовления объемных блоков | 1973 |
|
SU476166A1 |
| Способ изготовления железобетонной блок-комнаты для мобильного цеха блочного домостроения | 2022 |
|
RU2794678C1 |
| "Установка для формования объемных блоков типа "колпак" | 1989 |
|
SU1717365A1 |
| Установка для формования объемных элементов | 1980 |
|
SU937158A1 |
| Способ изготовления блоков пролетныхСТРОЕНий MOCTOB МЕТОдОМ "ОТпЕчАТКА"и уСТАНОВКА для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841980A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
28--@ТЩШ
(II-
/-J/ .,..
7/////////////////////////////У,///////////////
tput.lА
У
го U:
Ьй :; - --г; ---U/n -J-.-t--f-T - --- -
jvr t r7TT;; 7TT:b7 rr y:v-i
l
fj- fi-ifi
ъ
5 t
.
:::
.r- fci t
IA / -- Sfcife- .....,:.,
1
..
/77/777777777/777: 777777777777777777
s-s
lput.3
22
21
Il-f
.1
f7
с c, 3 tpuz. г
B-8
Фиг. 5
fput.f
tpuz. 7
