Изобретение относится к устройствам для дефектоскопии паяных или сварных соединений трубопроводов в монтажных условиях непосредственно на изделии и может быть использован9 при дефектоскопии трубопроводов ультразвуковым, электромагнитным, электроиндуктивным и др. методами. Известно устройство для ручного ультразвукового контроля паяных соединений трубопроводов в монтажных условиях, содержащее датчик, связанный с ним блок обработки сигнала дат чика и узел сканирования датчика, который состоит из двух разъемных полуцилиндров, одеваемых и фиксируемых на контролируемом трубопроводе. На одном из полуцилиндров устанавливается датчик. Сканирование паяного соединения осуществляется оператором вручную с одновременной регистрацией результатов контроля 1. Недостатками данного устройства являются малая производительность и субъективность контроля, необходимость изготовления узла сканировани отдельно для каждого диаметра трубо провода. Известно также устройство для контроля трубопроводов, содержащее датчик, например, ультразвуковой, связанный с ним блок обработки сигнала датчика, узел сканирования, включающий металлическую ленту подачи и узел фиксации датчика на трубопрюводе, выполненный в виде обоймы с шарнирно закрепленными раздвижными губками, в .которые вставлены зубчатые полукольца с установленным на одном из них датчиком, замыкаемые при контроле и соединенные гибкой перфорированной металлической лентой подачи с подающим барабаном (2. Однако указанное устройство применимо при относительно небольшой номенклатуре диаметров трубопроводов (5-50 мм), также требует изготовления отдельных сменных сканирующих головок для узкого диапазона диаметров трубопроводов, например 6-12, 12-18, 18-24 мм и т.д. Кроме того, с увеличением диаметра свыше 50 мм сменные сканирующие головку становятся гроМоэйкими и тяжелыми для контроля в монтажных условиях. Целью изобретения является расширение номенклатуры диаметров контролируемых трубоПровол;о1. Указанная цель достигается тем, что узел фиксации выполнен в виде
739395
олой рукоятки, соединенного с ней ибкого хомута и элементов крепления го концов; одного г- неподвижно внути рукоятки, а другого - снаружи укоятки с возможностью регулирования лины хомута; слой хомута, располагаеый внутри образованной петли, представляет собой гибкую ленту-прокладку, а наружный слой - две гибкие параллельные направляющие металлиеские ленты, соединенные поперечными стяжками и охватываемые со стороны внешних кромок протекторами с зубчатой поверхностью, прилегающей к енте-прокладке, металлическая лента подачи расположена между направляющими лентами хомута и выполнена с бзможнойтью ее перемещения вдоль них.
Кроме того, крепление регулируемого конца хомута снаружи рукоятки выполнено в виде переставного замка, размещенного на хомуте, и рычажного зажима, установленного на рукоятке.
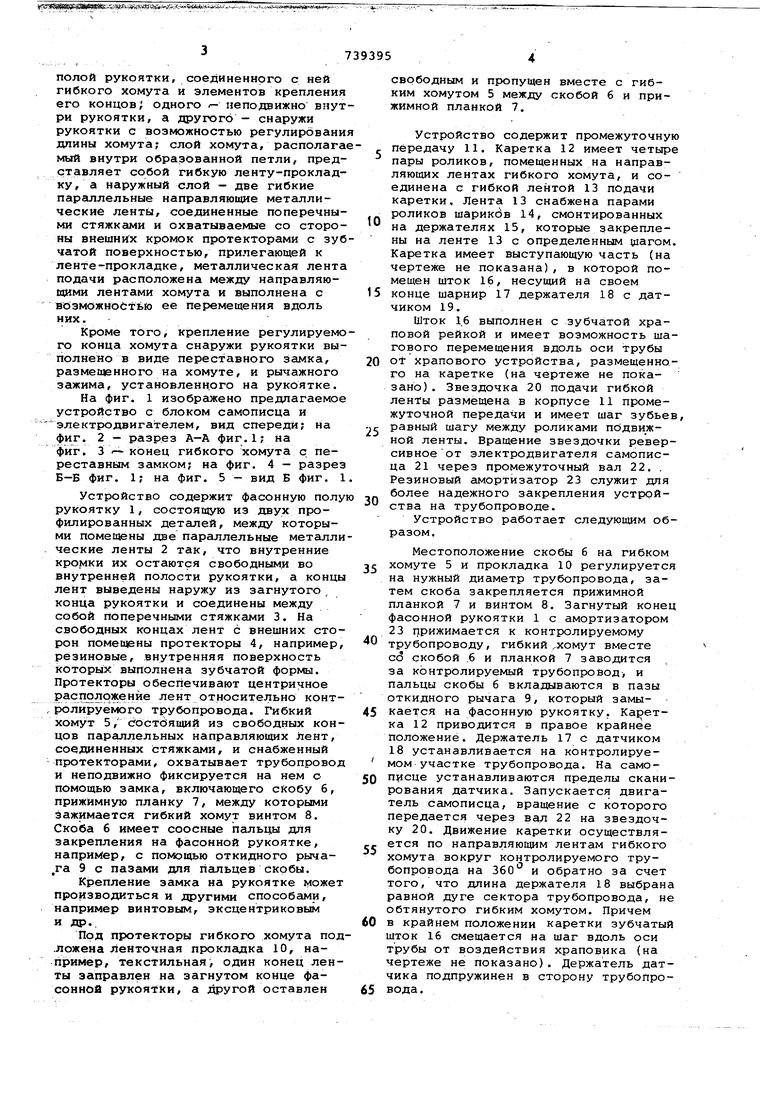
На фиг. 1 изобрг1жено предлагаемое устройство с блоком самописца и электродвигателем, вид спереди на фиг. 2 - разрез А-А фиг.1; на фиг. 3 - конец гибкого хомута с переставным замком; на фиг. 4 - разрез Б-Б фиг. 1; на фиг. 5 - вид Б фиг. 1.
Устройство содержит фасонную полую рукоятку 1, состоящую из двух профилированных деталей, между которыми помещены две параллельные метгшлические ленты 2 так, что внутренние кромки их остаются свободными во внутренней полости рукоятки, а концы ент выведены наружу из загнутого конца рукоятки и соединены между собой поперечными стяжками 3. На свободных концах лент с внешних сторон помещены протекторы 4, например, резиновые, внутренняя поверхность которых выполнена зубчатой формы. Протекторы обеспечивают центри чное расположение лент относительно контролируемого трубопровода. Гибкий хомут 5/ достоящий из свободных концов параллельных направляющих лент, соединенных стяжками, и снабженный протекторами, охватывает трубопровод и неподвижно фиксируется на нем с помощью замка, включающего сКобу 6, прижимную планку 7, между которыми зажимается гибкий хомут винтом 8. Скоба 6 имеет соосные пгшьцы для закрепления на фасонной рукоятке, например, с помощью откидного рычага 9 с пазами для пальцев скобы.
Крепление замка на рукоятке может производиться и другими способами, например винтовым, эксцентриковым и др.
Под протекторы гибкого хомута под.ложена ленточная прокладка 10, например, текстильная; один конец ленты заправлен на загнутом конце фасонной рукоятки, а другой оставлен
свободным и пропущен вместе с гибким хомутом 5 между скобой 6 и прижимной планкой 7.
Устройство содержит промежуточную передачу 11. Каретка 12 имеет четыре пары роликов, помещенных на направляющих лентах гибкого хомута, и соединена с гибкой лентой 13 подачи каретки. Лента 13 снабжена парами роликов шариков 14, смонтированных на держателях 15, которые закреплены на ленте 13 с определенным щагом. Каретка имеет выступающую часть (на чертеже не показана), в которой помещен шток 16, несущий на своем
5 20 25 30 35 конце шарнир 17 держателя 18 с датчиком 19.
Шток 16 выполнен с зубчатой храповой рейкой и имеет возможность шагового перемещения вдоль оси трубы о Храпового устройства, размещенного на каретке (на чертеже не показано) . Звездочка 20 подачи гибкой ленты размещена в корпусе 11 промежуточной передачи и имеет шаг зубьев, равный шагу между роликами подви жной ленты. Вращение звездочки реверсивное от электродвигателя самописца 21 через промежуточный вал 22. . Резиновый амортизатор 23 служит для более надежного закрепления устройства на трубопроводе.
Устройство работает следующим образом.
Местоположение скобы 6 на гибком хомуте 5 и прокладка 10 регулируется на нужный диаметр трубопровода, затем скоба закрепляется прижимной планкой 7 и винтом 8. Загнутый конец фасонной рукоятки 1 с амортизатором 23 прижимается к контролируемому трубопроводу, гибкий хомут вместе с6 скобой .6 и планкой 7 заводится за контролируемый трубопровод, и пальцы скобы б вкладываются в пазы откидного рычага 9, который замыкается на фасонную рукоятку. Каретка 12 приводится в правое крайнее положение. Держатель 17 с датчиком 18 устанавливается на контролируе/ 50 мом участке трубопровода. На самоп сце устанавливаются пределы сканирования датчика. Запускается двигатель самописца, вращение с которого передается через вал 22 на звездочку 20. Движение каретки осуществляется по направляющим лентам гибкого
5 60 65 хомута вокруг контролируемого трубопровода на 360 и обратно за счет того, что длина держателя 18 выбрана равной дуге сектора трубопровода, не обтянутого гибким хомутом. Причем в крайнем положении каретки зубчатый шток 16 смещается на шаг вдоль оси трубы от воздействия храповика (на чертеже не показано). Держатель датчика подпружинен в сторону трубопровода. Таким образом, осуществляется ска нирование по всей поверхности контро лируемого трубопровода с одновременной записью результатов контролй на самописце 21. Самописец выполнен лег косъемным и может быть размещен отдельно от сканирующего устройства, а движение в этом случае передается через силовой гибкий вал, соединяющий выходной вал самописца с выходным валом промежуточной передачи 11 Данная конструкция устройства поз воляет обойтись одной сканирующей головкой, обеспечив при этом контрол трубопроводов диаметрами до 120150 мм. Одновременно существенно снижается вес испытательного оборудо вания (на 15-20 кг), что особенно важно при контроле в монтажных условиях; расширяется возможность контроля в местах трудного доступа к стыкам за счет гибкости сканирующего устройства; улучшаются условия работы оператора (удобство, простота обслуживания) иповышается производительность контроля в связи с сокра щением времени на переналадку при переходе на другой диаметр. Формула изобретения Устройство для контроля трубопро водов, содержащее датчик, например, ультразвуковой, связанный с ним бло обработки сигнала датчика, узел ска нирования датчика, включающий метал лическую ленту подачи, и узел фиксации его на трубопроводе, отличающееся тем, что, с целью расширения номеНклатуры диаметров контролируемых трубопроводов, узел фиксации выполнен в виде полой рукоятки, соединенного с ней двухслойного гибкого хомута и элементов крепления его концов, одного - неподвижно внутри рукоятки, а другого - снаружи рукоятки с возможностью регулирования длины хомута; слой хомута, располагаемый внутри образованной петли, представляет собой гибкую ленту-прокладку, а наружный слой две гибкие параллельные направляющие ленты, соединенные поперечными стяжками и охватываемые со стороны внешних кромок протекторги ш с зубчатой поверхностью,-прилегающей к лентепрокладке. Металлическая лента подачи расположена между направляющими лентами хомута и выполнена с возможностью перемещения вдоль них. 2. Устройство по п.1, о т л и ч а ю щ ее с я тем, что, элемент крепления регулируемого конца хомута снаружи .рукоятки выполнен в виде переставного замка, размещенного на хомуте, и рычажного зажима, установленного на рукоятке. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №399780, кл. G 01 N 29/04, 1971 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля трубопроводов | 1980 |
|
SU896560A2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДОВ | 1973 |
|
SU399780A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ФОРМЫ СЕЧЕНИЯ ТРУБОПРОВОДА | 1991 |
|
RU2008612C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ФОРМЫ СЕЧЕНИЯ ТРУБОПРОВОДА | 1991 |
|
RU2008611C1 |
| Узел крепления датчика в устройстве для контроля трубопроводов (его варианты) | 1980 |
|
SU994976A1 |
| Сканирующее устройство к дефектоскопам | 1972 |
|
SU440597A1 |
| Устройство для акустического импедансного контроля клеевых соединений сотовых панелей | 1978 |
|
SU697915A1 |
| Сканирующее устройство дефектоскопа | 1979 |
|
SU974252A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |

Л- А
Vv-V-V-VS
jSSZv
г
2 f-s
/ 15 /J
г Ри.
