Изобретение относится к электротехнике и может быть использовано для термообработки сварного шва непосредственно после сварки.
В производстве тонкостенных труб основным способом их изготовления является спиральношовная сварка ленты, причем в зависимости от марки стали необходима термообработка сварного соединения, например отпуск, нормализация.
Для этих целей применяют локальный индукционный нагрев сварного соединения петлевыми индукторами с П-образными магнитопроводами, работающими на повышенных частотах переменного тока, который осуществляют многопроходным отпуском кольцевых сварных швов путем вращения изделия около неподвижного индуктора 1.
Наиболее близким к изобретению является петлевой индуктор для локального нагрева, содержащий многовитковую катушку из витков с прямыми и обратными проводниками, прямые проводники которой охвачены П-образным магнитопроводом 2.
Однако, имея постоянную удельную заданную мощность по всей длине, известный индуктор не позволяет осуществить оптимальный термический цикл термообработки, включающий максимально быстрый выход на заданную температуру и выдержку при этой температуре, обеспечивающий минимальное время термообработки, затраты энергии, длину зоны термообработки.
Цель изобретения - сокращение времени нагрева и затрат энергии при термообработке сварных щвов,
Поставленная цель достигается тем, что в петлевом индукторе для локального нагрева, содержащем многовитковую катушку из витков с прямыми и обратными проводниками, прямые проводники которой охвачены П-образным магнитопроводом, витки катушки выполнены различной длины, причем витки большей длины образованы крайними витками, а магнитопровод выполнен из двух частей, одна часть которого охватывает проводники всех витков, а вторая, охватывающая проводники витков больщей длины, выполнена из двух Г-образных пакетов с регулируемым зазором между ними.
Такое выполнение индуктора позволяет за,счет больщего числа витков катушки меньшей длины и с увеличенной удельной подводимой к нагреваемой детали мощностью осуществить ускоренный нагрев сварного шва до температуры отпуска, а за счет меньшего числа витков катушки большей длины, имеющей меньшую удельную мощность, достаточную лишь для компенсации тепловых потерь, позволяет поддерживать температуру отпуска на одном уровне до выхода нагретой детали из-под индуктора.
На фиг. 1 показан петлевой индуктор, общий вид; на фиг. 2 - сечение А-А по виткам меньщей длины; на фиг. 3 - сечение Б-Б по виткам большей длины; На фиг. 4 - схема намотки катушки.
Предлагаемый индуктор состоит из петлевой катущки 1, выполненной из медной трубки и состоящей из двух последовательно соединенных витков больщей длины 2 и витков меньшей длины 3, совмещенными с одного края так, что длинное окно образуют вытянутые крайние витки катушки. Витки меньщей длины охватывает П-образный магнитоцровод 4, а витки большей длины - Г-образные пакеты 5. Для межвитковой изоляции катущки от магнитопровода использован листовой миканит с последующей пропиткой эпоксидным компаундом и обмоткой стеклолентой. К защитному корпусу 6 и к текстолитовим концам 7 катущка прикреплена щпильками 8, а от теплового излучения защищена теплоизоляцией 9, в которой выполнено отверстие 10 на стыке витков катущки для визирования датчика температуры в зону нагрева, Для предотвращения замыкания Г-образных пакетов магнитопровода между собой при сближении между ними помещена подбираемая по толщине изоляционная прокладка II. Выравнивание температуры под катушкой с .витками большей длины достигается изменением зазора между катушкой и нагреваемой трубой 12. Для дополнительного выравнивания температуры предусмотрены винты 13, позволяющие регулировать зазор между Г-образными пакетами магнитопровода, при этом незначительно изменяется ширина зоны нагрева.
Работа устройства заключается в следующем.
Металлическая труба в процессе сварки с помощью механизма перемещения протягивается под индуктором. При прохождении под витками 3 изделие 12 нагревается до заданной температуры, а под витками 4 его температура поддерживается на одном уровне.
Равномерность температуры под витками 3 обеспечивается предварительным регулированием выделяемой индуктором мощности за счет изменения щирины зоны нагрева.
Предлагаемый индуктор по сравнению с известными позволяет осуществить оптимальный термический цикл термообработки, обеспечивающий минимальное время термообработки, снизить расход электроэнергии на 10-ilS /o, получить длину индуктора меньшей половины окружности трубы. Последнеее обстоятельство весьма существенно для труб небольщого диаметра, так как в случае обхвата индуктором более половины окружности трубы затрудняется нормальная эксплуатация индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Петлевой индуктор для локального нагрева | 1987 |
|
SU1541790A2 |
| Индуктор для непрерывной термической обработки зоны швов сварных соединений | 1988 |
|
SU1564738A1 |
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1983 |
|
SU1123812A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| Индуктор для высокочастотной сварки труб | 1971 |
|
SU401104A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2193293C2 |

ПЕТЛЕВОЙ ИНДУКТОР ДЛЯ ЛОКАЛЬНОГО НАГРЕВА, содержащий многовитковую катушку из витков с прямыми и обратными проводниками, прямые проводники которой охвачены П-образным магнитопроводом, отличающийся тем, что, с целью сокращения времени нагрева и затрат энергии при термообработке сварных швов, витки катушки выполнеиы различной длины, причем витки большей длины образованы крайними витками, а магнитопровод выполнен из двух частей, одна часть которого охватывает проводники всех витков, а вторая, охватываюш,ая проводники витков большей длины, выполнена из двух Г-образных пакетов с регулируемым зазором между ними. Напра8/гение Визирования J/afff a B/ref tye ffjoffufe uft ,/ cpue.i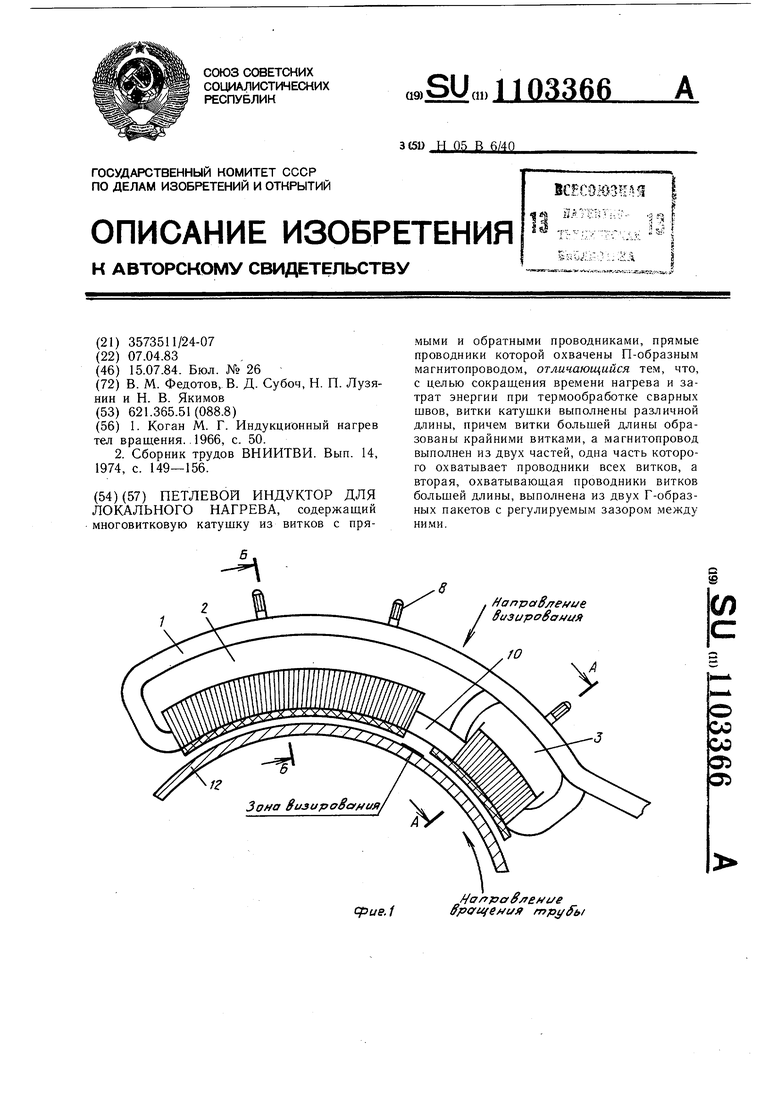
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коган М | |||
| Г | |||
| Индукционный нагрев тел вращения. | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сборник трудов ВНИИТВИ | |||
| Вып | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
