Настоящее изобретение относится к устройствам для аряоматической подачи электрода при дуговой сварке на постоянном токе, состоящим из мотор-генератора, возбудителя и двигателя подачи электрода.
Согласно изобретению, с целью регулирования скорости и направ.шния подачи в зависимости от изменений сварочного напряжения, предлагается якорь двигателя подачи включать на разность напряжений сварочного генератора и его возбудителя или вспомогательной динамомашнны, сидящей на ва.пу .мотор-генератора.
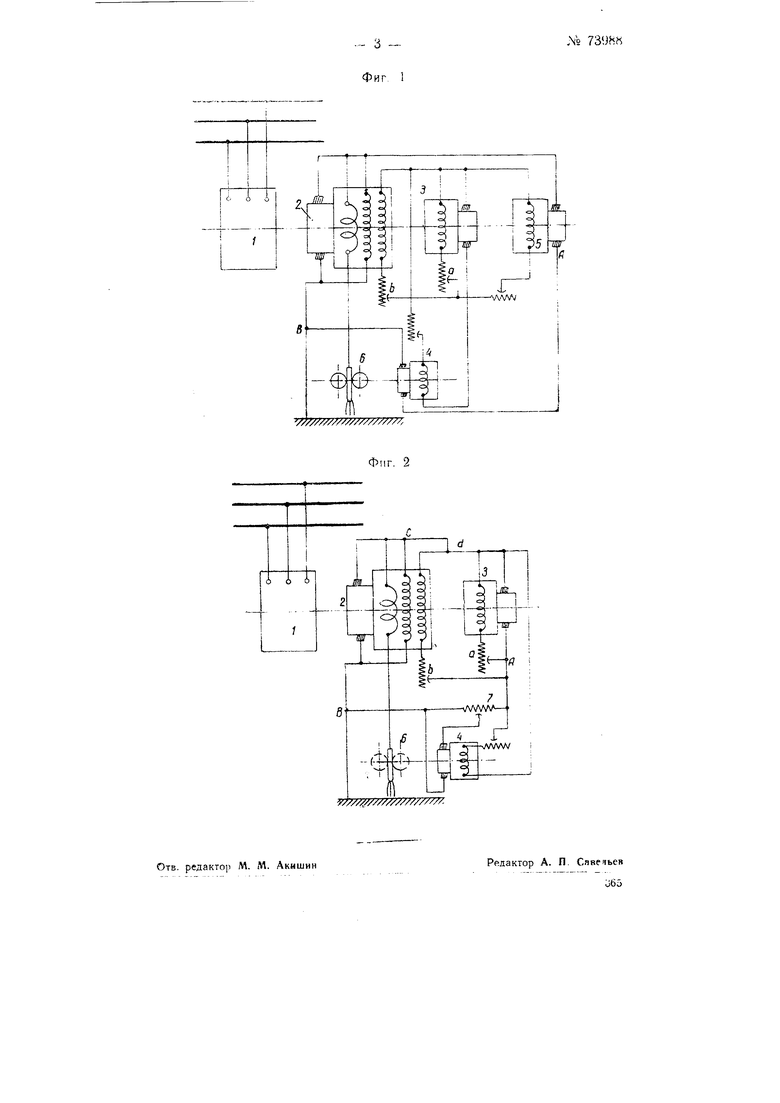
На фиг. 1 и 2 даны а.тектрические схемы предлагаемого устройства в двух вариантах исполненная.
Предлагаемое устройство в первом исполнении (фиг. 1) представ.чяет собой обычный сварочный агрегат на постоянном токе с приводным асинхронным двигателем Л трехобмоточным генератором 2 и его возбудителем 3. Двигатель 4, регулирующ.ий скорость подачи электрода 6, включается на разность напряжений сварочного генератора 2 и регулировочной динамомашины 5, получающей возбуждение, как и двигатель подач11 4, от обигего возбудителя 3. Благодаря этому двигате.ть подачи 4 реагирует на все изменения тока сваривания. Ес:п ток сваривания больше установленного значения, то к .дви.гатс.по иодачи подается отрицательное напряжение, и он отводит электрод от изделия; если дуга вытягг.вается, т. е. ток стал меньше, то к двигате.тк; 4 подается полож1;;тельное напряжение, и он приближает электрод к изделию. Таким образом, сварка производится при постоянио.м наиряженпи и постоянном токе. Изменяя напряжение на регулировочной динамомашине 5, можно регулировать лющность дуги. В случае необходимости питать от одной сварочной лиииины несколько сварочных постов с различной настройкой дуги, двигатель иодачи 4 каждого поста следует включить на потенциометр, установленный между регулировочной машиной 5 и сварочным генераторо.м 2. Таким образом обеспечивается независимость автоматического управления каждым постом. Для упрощения схемы вместо специальной динамомашины 5 можио использовать возбудитель 3 и включать двигатель подачи на разность
363
илпряжсний генератора 2 возбудшеля 3 (фиг. 2).
В этом случае между точками /1 и В схемы устанавливается потенциометр 7; путем перемещения его движка на двигателе подачи 4 устанавливается разность нанряжения .нобой величины. Напряжение возбудителя желательно в этом случае удерживать постоянным. Однако оно может регулироваться нуте.м установки реостата а. Чтобы эта регулировка не отразилась на работе генератора 2 устанавливается еще один реостат Ъ для одновременного регулирования тока независимого нозбуж.дения генератора.
11 р е д м е 1 п ; о б р е i е н и я
сгройство для автоматической нодачп электрода при дуговой сзарке на постоянном токе, состоящее из мотор-генератора, возбудителя н двигателя подачи электрода, отличающееся тем, что, с целью регу лирования скорости и направления подачи Б зависимости от изменений сварочного напряжения, якорь двигателя подачи 4 включен на разпость напряжений сварочного генератора 2 и его возбудителя 3 или вспомогательной динамомап1ины 5, сидящей на валу мотор-генератора / и .
Л-е 73JH8
.- 3 Фиг.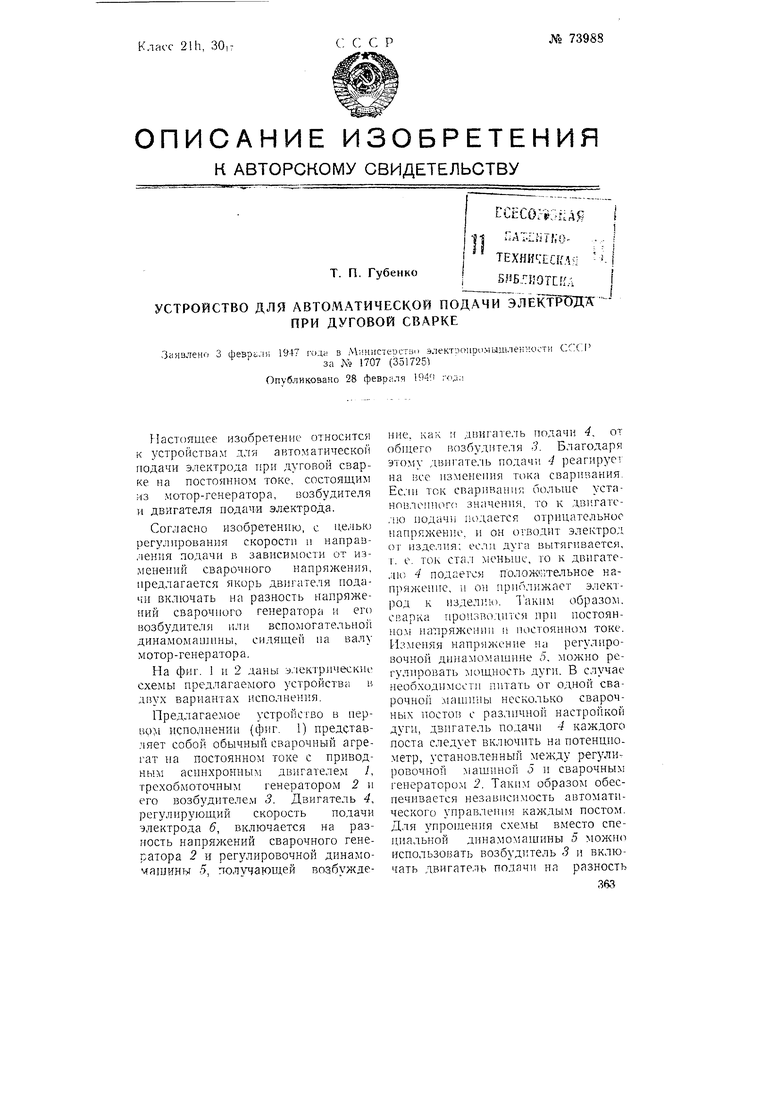

| название | год | авторы | номер документа |
|---|---|---|---|
| Одноякорный преобразователь переменно-постоянного тока для дуговой сварки | 1930 |
|
SU23488A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| ПЕРЕДВИЖНОЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 1997 |
|
RU2139172C1 |
| Устройство для автоматического поддержания напряжения электрической дуги | 1948 |
|
SU80649A1 |
| Устройство для автоматической подачи сварочного электрода | 1938 |
|
SU54213A1 |
| Устройство для автоматической подачи электрода при дуговой сварке | 1938 |
|
SU55021A1 |
| Устройство для автоматической подачи электрода при дуговой сварке | 1936 |
|
SU48931A1 |
| СПОСОБ СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2181320C2 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯЭЛЕКТРОДОМ | 1968 |
|
SU219042A1 |
| Автоматический регулятор | 1937 |
|
SU58790A1 |
iTi
