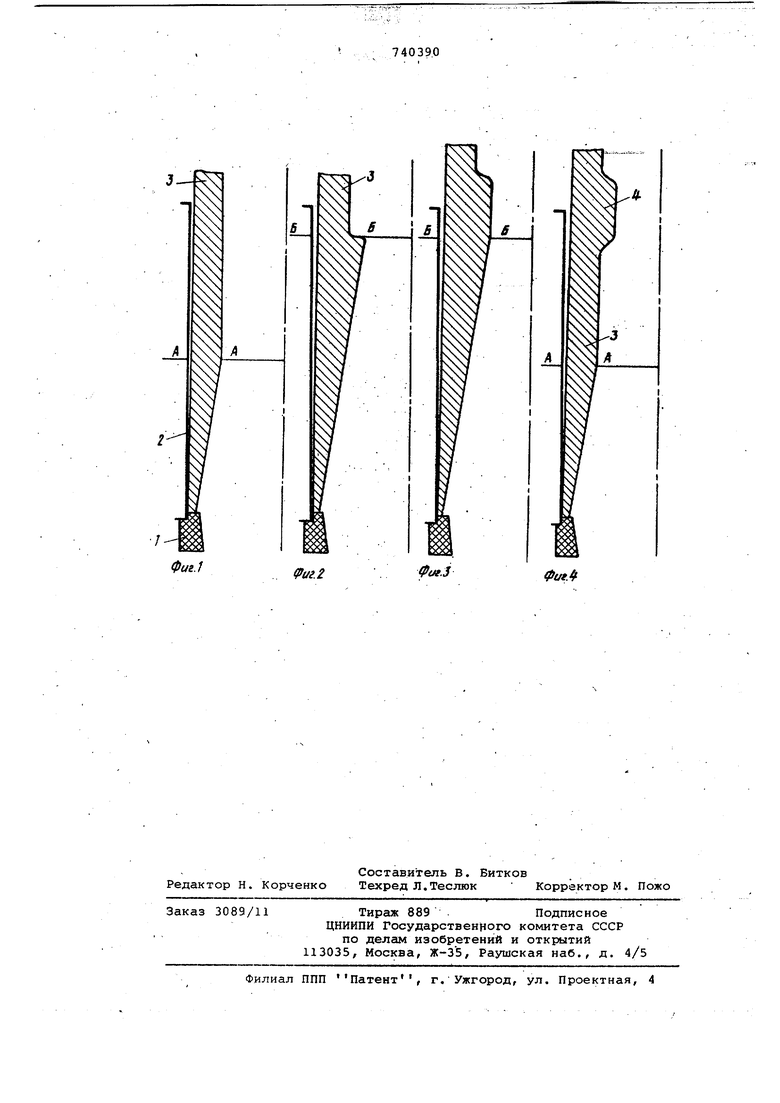
(54) СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ МУФТ Изобретение относится к металлургии и предназначено для получения .методом непрерывного намораживания .двусторонних соединительных муфт. Известен способ литья труб намора живанием, включающий подачу металла в кристаллизатор, периодическое изменение уровия.металла в нем и извле чение затвердевающей заготовки вверх 1. Однако известный способ.не позволяет получить трубные заготовки с кольцевыми выступами на внутренней поверхности. 1Селью изобретения является получе ние трубных заготовок с кольцевыми выступами на внутренней поверхности, Цель достигается тем, что одновременно с подъемом уровня металла в криСтгаллизаторе на 0,5-1,0 его. высоты уменьшают скорость вытягивания за готовки до величины, равной 0,1-0 ,8 величины рабочей скорости вытягивания. На фиг, 1-4 показана схема формирования выступа. . . Металл через соединительный стакан 1 заливают в кристаллизатор 2 до заданного уровня А-А, а отливку 3 извлекают из кристаллизатора 2 с рабочей скоростью (фиг. 1). Для получе ния кольцевого выступа на внутренней поверхности отливки 3 одновременно повьпяают уровень металла в кристаллизаторе 2 наО,5-1,О его высоты и уменьшают скорость вытяжки отливки до величины 0,1-0,8 рабочей скорости (фиг. 2). Затем извелекают заготовку при этой скорости и уровне металла Б-Б, в результате чего на внутренней поверхности начинает образовываться кс5льцевой уступ (фиг. 3). После получения уступа необходимой высоты уровень металла опускаю.Т:«.до первоначально,заданного уровня- А-А, а скбрость увеличивают до 5аб6чей и при зтих условиях извлекают отливку 3,- в результате чего образуется кольцевой прилив 4 (фиг.- 4). Над кристаллизатором 2 трубную заготовку 3 разрезают и получают муфты. Подъем уровня металла менее чем на 0,5 высоты кристаллизатора не обеспечивает необходимого времени формирования для намерза.ния кольцевого прилива. Поднимать уровень ме.талла более чем на 1,0 высоты кристаллизатора нецелесообразно, так как
он будет находиться за пределами кристаллизатора, где интенсив.ность теплоотвода значительно меньше, а следовательно, это не позволяет намораживать кольцевой прилив нужной толщины. Уменьшени15 скорости вытяжки до величины более 0,8 рабочей ckoрости не обеспечивает необходимого времени формирования, кольцевого прилива. Уменьшение скорости вытяжки до величины менее 0,1 рабочей скорости нецелесообразно, так как это приводит практически к остановке неп{зерывного процесса литья и снижению производительности.
Изменение высоты.уровня и скорости вытягивания отливки в предлагаемых
.пределах позволяет получать муфты высотой 140-160 мм, лиаметром 70-180 мм с толщиной стенки 4,5-5,5 мм, d кольцевыми приливами на внутренней поверхнОстй высотой 10-20 мм, с диаметром 55-155 4М.
Пример. Производят отливку муфт высотой 140 мм с внутренним диаметром 123 мм, толщиной стенки 5 мм, с внутренним кольцевым приливом высотой 15 мм и диаметром 105 мм. Муфты отливают иэ чугуна химического состава: С 3,6-3,8%; Si 2-2,2%; Мп 0,5р,7%,- Sfe 0,12%; Р 0,2-0,3%, в медный
вфдоЬхлаждаемый кристаллизатор диаметром 134 мм и высотой 250 мм. Первоначальный уровень металла .(А-А) в кристаллизаторе 120 мм, рабочая скорость извлечения отливки 2, м/мин, что обеспечивает время формирования отливки 3,6 с и намерзание корки толщиной 5 мм. Длл получения кольцевого
прилива диаметрюм 105 мм и высотой 15 мм поднимают уровень металла в
:кристаллизаторе на 240 мм.и уменьшают скорость вытяжки до 1 м/мин.При этих .условиях вытягивают заго.товку на высоту 15 мм, а затем опять опускают уровень металла до 120 мм и увеличивают скорость до 2 м/мин, Периодически через 140 мм повторяют цикл подъема и опускания уровня металла, уменьшения и увеличения скорости. В результате получают трубную заготовку с внутренними кольцевыми приливами, которую впоследствии разрезают на муфты.
Таким образом, предлагаемый способ позволяет получать в процессе непрерывного литья двусторонние соединительные муфты с внутренними кольцевыми приливами без последующей механической обработки. Способ обеспечивает, по Сравнению с известными процессами получения муфт,повышение производительности труда, качеств.а отливки и культуры производства.
Формула изобретения
Способ непрерывной отливки муфт, включающий Подачу металла в кристаллизатор, периодическое изменение уровня металла в нем и извлечение затвердевающей заготовки вверх, о т л и ч а ю щ и й- с я. тем, что, с целью обеспечения возможности форми)ования кольцевых выступов на внутренней поверхности заготовки, одновременно с подъемом уровня металла в кристаллизаторе на 0,5-1,0 его высоты уменьшают скорость вытягивания заготовки до величины, равной 0,1-. 0,8 величины рабочей скорости вытягивания. Источники информации, принятые во внимание при экспертизе
1. Патент Японии № 45-39346, кл. 11 ВО, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Способ непрерывного литья труб из серого чугуна | 1976 |
|
SU647058A1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2012 |
|
RU2503515C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2754336C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |