Изобретение относится к металлургии, а именно к непрерывному литью металла с его деформацией.
Известен способ получения стальных труб, в котором металл подается через двустенную воронку в зазор между водоохлаждаемыми кристаллизатором и оправкой, откуда труба вытягивается вместе с оправкой, которая затем извлекается [Германн Э. Непрерывное литье. М: Металлургиздат, 1961. С. 290].
Недостатком указанного способа является наличие жидкой фазы между внутренней и внешней стенками заготовки, что приводит к необходимости снижения скорости отливки и возможности прорыва жидкого металла, а также ухудшению качества заготовки.
Известны способ и установка для получения трубы путем заливки металла в зазор между охлаждаемыми кристаллизатором и оправкой с последующим захватом образующейся трубной заготовки валками, между которыми заготовка проталкивается под весом металла или путем создания избыточного давления в кристаллизаторе [Германн Э. Непрерывное литье. М: Металлургиздат, 1961. С. 293].
Недостатками указанных способа и устройства являются необходимость создания избыточного давления в кристаллизаторе при изготовлении заготовок из металлов с высокой температурой плавления (стали), а также низкая производительность установки.
Известен способ получения непрерывнолитых полых заготовок и устройство для его реализации, обеспечивающие заливку жидкого металла в зазор между разъемными стенками кристаллизатора и стержнем оправки, где стенки кристаллизатора имеют возможность возвратно-поступательного и вращательного движения [патент на изобретение РФ №2103105].
Недостатком указанного способа является наличие жидкой фазы между внутренней и внешней стенками заготовки, что приводит к необходимости снижения скорости отливки и возможности прорыва жидкого металла, а также ухудшению качества заготовки.
Наиболее близким по технологической сущности к предлагаемому изобретению является способ непрерывного литья заготовок, выбранный за прототип, заключающийся в том, что металл перед подачей в разъемный кристаллизатор пропускают через неразъемный, вплотную состыкованный с разъемным, где формируют затвердевшую корочку, а элементам разъемного кристаллизатора, контактирующим с широкими гранями заготовки, дополнительно придают качательные движения в направлении, перпендикулярном оси движения заготовки, и в том же разъемном кристаллизаторе осуществляют смыкание стенок корочки, обжатие, калибровку заготовки с закругленными боковыми гранями и одновременное вытягивание заготовки из неразъемной части кристаллизатора.
Данный способ, в отличие от прототипа, позволяет осуществить отливку с последующей деформацией стенок полой заготовки.
Известно устройство для непрерывного литья заготовок, принятое за прототип, заключающееся в том, что оно снабжено неразъемным кристаллизатором, размещенным перед разъемным и подпружиненным к его стенкам, причем механизм качания каждой широкой стенки представляет собой суппорт, установленный на двух параллельных горизонтальных эксцентриковых валах с синхронным приводом их перемещения (патент РФ №2077407).
Данное устройство, в отличие от предлагаемого, позволяет осуществить отливку с последующей деформацией стенок полой заготовки.
Технической задачей заявляемого изобретения является устранение недостатков в прототипах по способу и устройству, а именно: при отливке полых заготовок, повышение стабильности процесса непрерывного литья за счет возможности более быстрого вытягивания заготовки после смыкания корочек ее стенок и удаления жидкой фазы, а также улучшения качества за счет исключения ликвационных зон в стенках полой заготовки.
Поставленная задача достигается тем, что в способе непрерывного литья заготовок в неразъемном кристаллизаторе формируют кольцевую оболочку, в стенках которой находится жидкая фаза металла. При этом обеспечивается контакт стенок оболочки с двумя водоохлаждаемыми стенками неразъемного кристаллизатора, что предотвращает прогорание стенок заготовки и прорыв жидкой фазы металла и повышает стабильность процесса литья полой заготовки. При обжатии калиброванными бойками стенок оболочки по всему периметру одновременно происходит механическое перемешивание и вытеснение жидкой фазы из стенок полой заготовки. Это способствует образованию однородной структуры металла без ликвации и неметаллических включений, то есть улучшению качества полых заготовок.
Поставленная задача также достигается тем, что в устройстве для непрерывного литья заготовок внутренняя стенка кольцевого неразъемного кристаллизатора имеет коническую поверхность, а калибровка стенок бойков разъемного кристаллизатора выполнена таким образом, что они при сведенном их положении образуют закрытую полость, которая обеспечивает на выходе из нее получение калиброванной полой заготовки.
Объединение двух технических решений в одной заявке определяется единым изобретательским замыслом.
Циклическое обжатие калиброванными бойками стенок полой заготовки и ее продвижение по оправке осуществляется в условиях всестороннего сжатия, что обусловливает наличие сжимающих напряжений на контактных поверхностях стенок оболочки с калиброванными бойками и оправкой и исключает образование растягивающих напряжений в стенках полой заготовки и, соответственно, образования трещин, то есть улучшает качество полых заготовок.
Конусная поверхность на оправке после неразъемного кристаллизатора снижает усилие вытягивания полой заготовки из неразъемного кристаллизатора и ее продвижение по оправке, что предотвращает образование поперечных трещин в стенках полой заготовки и улучшает качество полых заготовок.
Таким образом, предлагаемый способ непрерывного литья полой заготовки и устройство для его осуществления по сравнению с аналогами обеспечивают улучшение качества заготовок и повышение стабильности процесса.
Сравнение заявляемых технических решений с прототипом показывает, что они имеют существенные отличительные признаки, поэтому можно предположить, что заявляемые технические решения соответствуют критерию «новизна».
При проведении патентно-информационных исследований заявляемая совокупность признаков выявлена не была, поэтому заявляемые технические решения соответствуют критерию «изобретательский уровень».
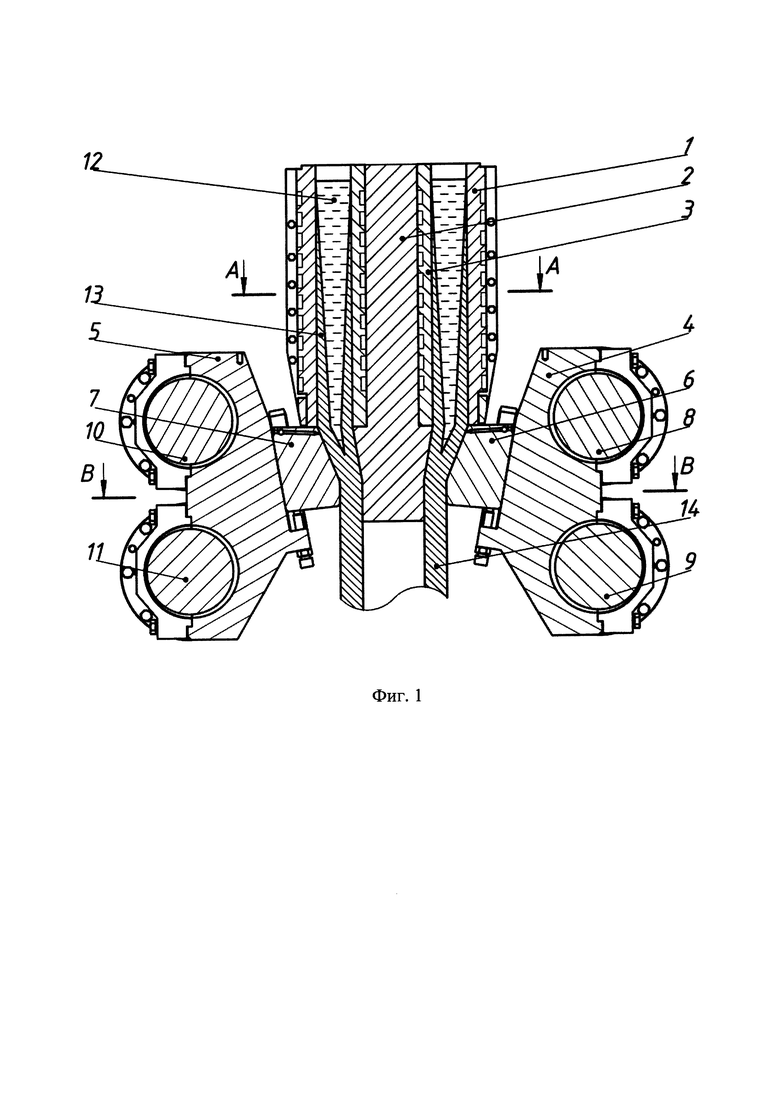
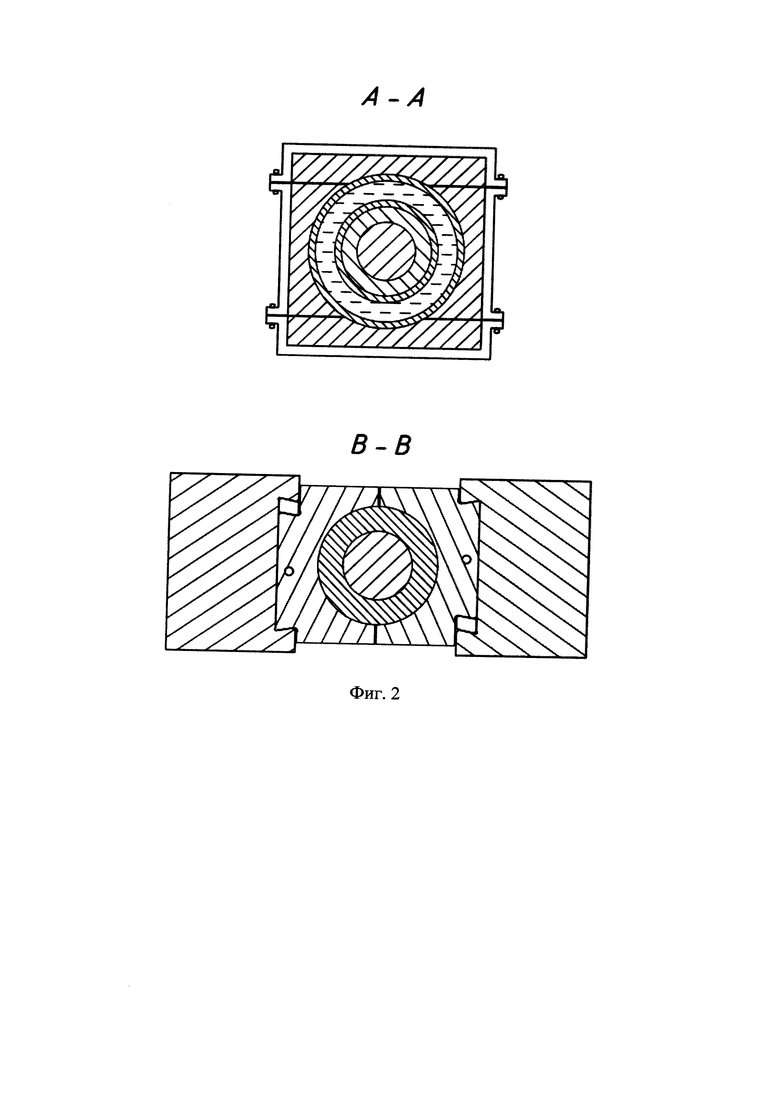
На фигурах 1 и 2 изображено устройство для непрерывного литья заготовок и способ непрерывного литья заготовок.
Устройство состоит из водоохлаждаемого неразъемного кристаллизатора 1, жестко связанной с ним оправки 2, на которую помещен внутренний водоохлаждаемый кристаллизатор 3, двух подвижных суппортов 4 и 5 разъемного кристаллизатора. Каждый суппорт установлен на двух эксцентриковых валах: 8 и 9, 10 и 11. К суппорту 4 крепится стенка-боек 6, к суппорту 5 крепится стенка-боек 7. Синхронное вращение эксцентриковых валов 8, 9, 10 и 11 осуществляется от любого известного привода. Вытягивание заготовки из неразъемного кристаллизатора осуществляется с помощью стенок-бойков 6 и 7 и на холостом ходу бойков - с помощью тянущих роликов, устанавливаемых после кристаллизатора.
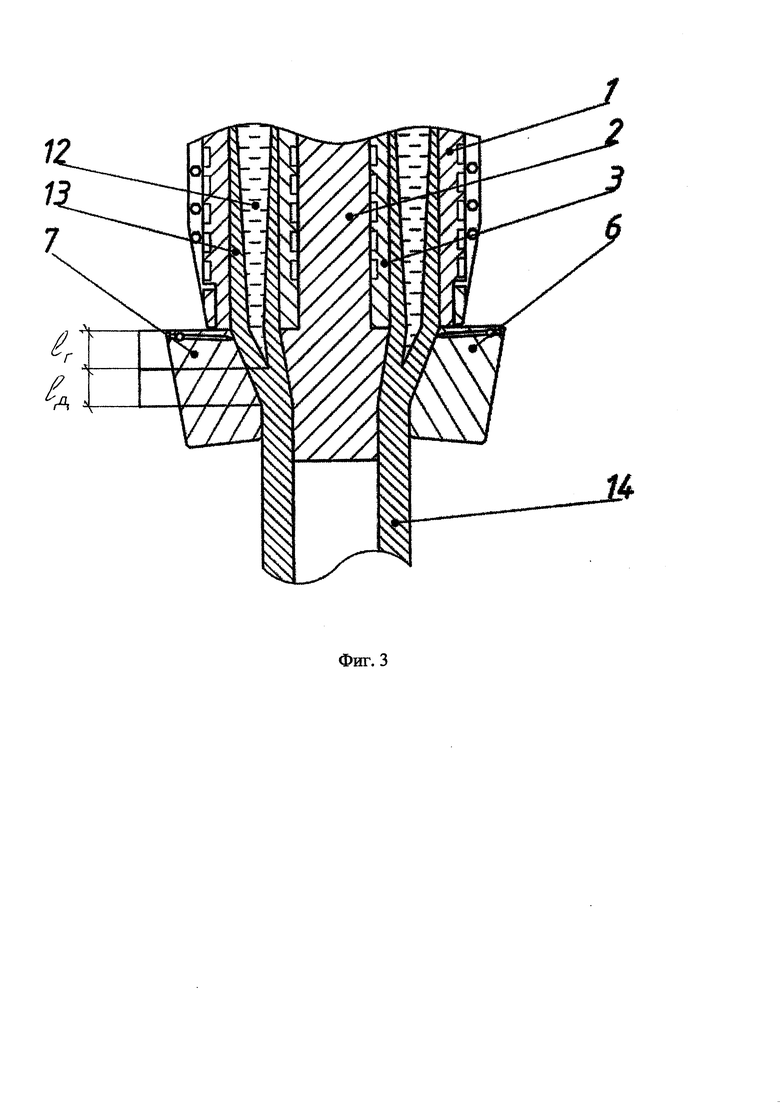
Сущность способа заключается в следующем (фигура 3).
Жидкий металл 12 заливается в неразъемный кристаллизатор 1, который совершает синхронные с бойками разъемного кристаллизатора возвратно-поступательные движения. За счет отвода тепла двумя водоохлаждаемыми стенками 1 и 3 неразъемного кристаллизатора образуется замкнутая полая оболочка 13 со стенками с жидкой фазой металла 12. Далее оболочка 13 со стенками с жидкой фазой 12 с помощью стенок-бойков 6 и 7 подается в закрытую полость разъемного кристаллизатора. При этом на наружную стенку полой оболочки начинают воздействовать рабочие поверхности бойков 6 и 7, просвет между которыми уменьшается в направлении непрерывного литья, образуя конусную поверхность. По мере продвижения полой оболочки через разъемный кристаллизатор на участке гибки  бойки 6 и 7 осуществляют смыкание стенок оболочки и одновременное исключение жидкой фазы металла и удаление ликватов и неметаллических включений из зон, где происходит обжатие бойками стенок с жидкой фазой оболочки. При прохождении полой оболочки 13 без жидкой фазы в ее стенках очага деформации длиной
бойки 6 и 7 осуществляют смыкание стенок оболочки и одновременное исключение жидкой фазы металла и удаление ликватов и неметаллических включений из зон, где происходит обжатие бойками стенок с жидкой фазой оболочки. При прохождении полой оболочки 13 без жидкой фазы в ее стенках очага деформации длиной  происходит циклическая деформация затвердевшего металла стенок полой заготовки и ее калибровка.
происходит циклическая деформация затвердевшего металла стенок полой заготовки и ее калибровка.
Пример. В устройстве непрерывного литья полых заготовок отливается полая заготовка из стали 20 с наружным диаметром 100 мм, внутренним диаметром 60 мм, толщиной стенки 20 мм. Диаметр оправки - 60 мм. Высота рабочей части неразъемного кристаллизатора 600 мм. Толщина стенки с жидкой фазой полой заготовки, выходящей из неразъемного кристаллизатора - 60 мм. Толщина затвердевшей стенки полой заготовки - 30 мм, величина обжатия ее бойками разъемного кристаллизатора - 10 мм. Скорость вытягивания полой заготовки из неразъемного кристаллизатора - 2 м/мин. Величина эксцентриситета эксцентриковых валов 5 мм, их угловая скорость - 110 мин-1. Угол наклона рабочей поверхности калиброванных бойков - 12,5°. Угол наклона конусной поверхности оправки - 1°.
Изобретение относится к области металлургии. Устройство непрерывного литья полых заготовок содержит неразъемный кристаллизатор (1), размещенный перед разъемным кристаллизатором и вплотную состыкованный с ним. В неразъемном кристаллизаторе на оправке (2) жестко закреплен внутренний водоохлаждаемый кристаллизатор (3), образующий внутреннюю стенку неразъемного кристаллизатора. Оправка выполнена с коническим участком после неразъемного кристаллизатора. Металл подают в неразъемный кристаллизатор, в котором формируют кольцевую корочку заготовки. Полую заготовку, содержащую кольцевую корочку и жидкий металл, вытягивают в разъемный кристаллизатор, в котором осуществляют формирование полой заготовки смыканием стенок корочки с одновременным вытеснением жидкого металла путем гибки наружной стенки корочки полой заготовки по всему периметру калиброванными бойками. Механизм качания каждой стенки кристаллизаторов выполнен в виде суппортов (4, 5), установленных на двух параллельных горизонтальных эксцентриковых валах (8 и 9, 10 и 11) с синхронным приводом их перемещения, на каждом из которых закреплена стенка-боек (6, 7) разъемного кристаллизатора. Обеспечивается повышение стабильности процесса непрерывного литья и качества получаемых полых заготовок. 2 н.п. ф-лы, 3 ил.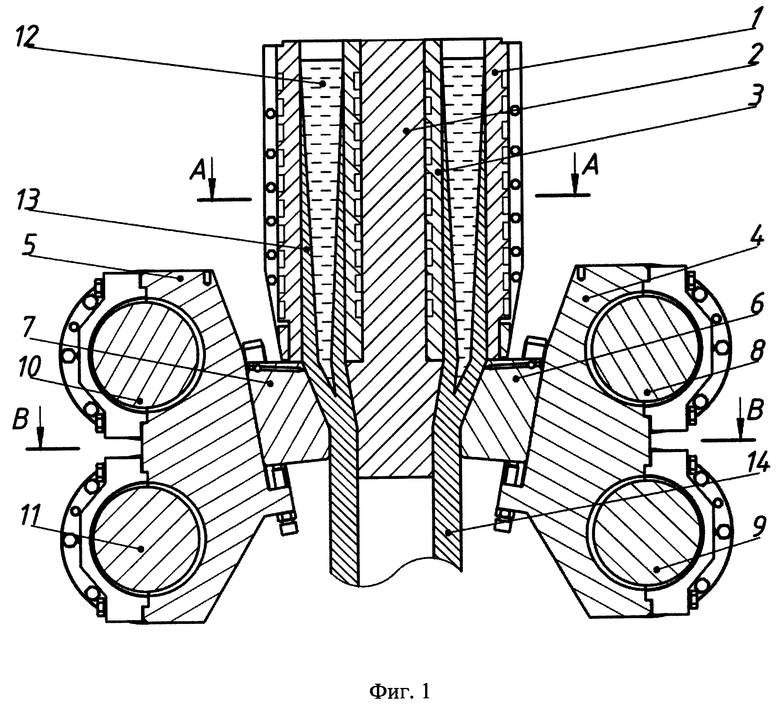
1. Способ непрерывного литья полых заготовок, включающий подачу жидкого металла в кристаллизатор с оправкой, формирование в нем полой заготовки, ее обжатие и калибровку с одновременным вытягиванием полой заготовки из кристаллизатора, отличающийся тем, что жидкий металл подают в неразъемный кристаллизатор с оправкой, на которой размещен внутренний водоохлаждаемый кристаллизатор, в котором формируют кольцевую корочку полой заготовки, из неразъемного кристаллизатора полую заготовку, содержащую кольцевую корочку и жидкий металл, вытягивают в разъемный кристаллизатор, вплотную состыкованный с неразъемным, в котором осуществляют формирование полой заготовки смыканием стенок корочки с одновременным вытеснением жидкого металла путем гибки наружной стенки корочки полой заготовки по всему периметру калиброванными бойками.
2. Устройство непрерывного литья полых заготовок, содержащее разъемный кристаллизатор, водоохлаждаемую оправку, механизм качания стенок кристаллизатора, отличающееся тем, что оно содержит неразъемный кристаллизатор, размещенный перед разъемным и вплотную состыкованный с ним, при этом в неразъемном кристаллизаторе на оправке жестко закреплен внутренний водоохлаждаемый кристаллизатор, образующий внутреннюю стенку неразъемного кристаллизатора, причем оправка выполнена с коническим участком после неразъемного кристаллизатора, механизм качания каждой стенки упомянутых неразъемного и разъемного кристаллизаторов выполнен в виде суппортов, установленных на двух параллельных горизонтальных эксцентриковых валах с синхронным приводом их перемещения, на каждом из которых закреплена стенка-боек разъемного кристаллизатора, причем стенки-бойки разъемного кристаллизатора выполнены с возможностью калибровки с обеспечением при сведенном положении стенок-бойков образования закрытой полости, обеспечивающей на выходе из нее получение калиброванной полой заготовки.
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2155648C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2674586C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077407C1 |
| Машина для непрерывного литья полых слитков | 1984 |
|
SU1214316A1 |
| GB 1352815 A, 15.05.1974 | |||
| DE 3832306 C2, 06.04.2000. | |||

