(54) СПОСОБ СВАРКИ ПОПЕРЕЧНОГО СТЫКА ФАСОННЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Стыковое соединение растянутого двутаврового стержня | 1983 |
|
SU1105587A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Составная балка | 1977 |
|
SU635195A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| БАЛКА ОПАЛУБКИ ПЕРЕКРЫТИЯ | 1999 |
|
RU2153566C1 |
1
Изобретение относится к области сварки, а именно к способам сварки поперечных стыков фасонных профилей, включаюплих участки вертикальные и перекрывающие их горизонтальные с утолщениями в местах сопряжения участков.
Этот способ может быть использован при сварке поперечных стыков из тавра, двутавра, рельса в различных отраслях промыщленности при производстве ответственных металлоконструкций (несущие балки кранов, подкрановые балки, мостовые конструкции, колонны и т.д.)
Известен способ сварки поперечных стыков фасонных профилей, при котором выполняют фаски на стыкуемых концах полок деталей 1 .
В образовавшейся разделке выполняют перегородку для удержания расплава, а в ней - отверстие, через которое вставляют мундштук и производят автоматическую вертикальную электрошлаковую сварку стыкуемы.х вертикальных стенок деталей, после чего осуществляют автомат.ическую дугевую сварку стыка полол.
Однако этот способ является малопроизводительным и при его осуществлении не гарантируется провар ядра сечения.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является способ сварки поперечного стыка фасонных профилей, преимущественно двутаврового сечения, который собирают без разделки кромок и без зазора, сваривают электродуговой сваркой последовательно стенку двутавра и его полки 21.
Недостатки способа: низкая производительность и плохое качество сварки из-за непроваров в зонах сопряжения стенки и полок двутавра.
Целью изобретения является повышение производительности, улучшение качества сварного соединения путем устранения непроваров в зонах сопряжения стенки и полок.
Поставленная цель достигается тем, что по оси стыка стенок от наружной ni Bejixности полок до стенкн сверлят г.чухие т. верстия, которые заплавляют элх ктроидлаковым методом.
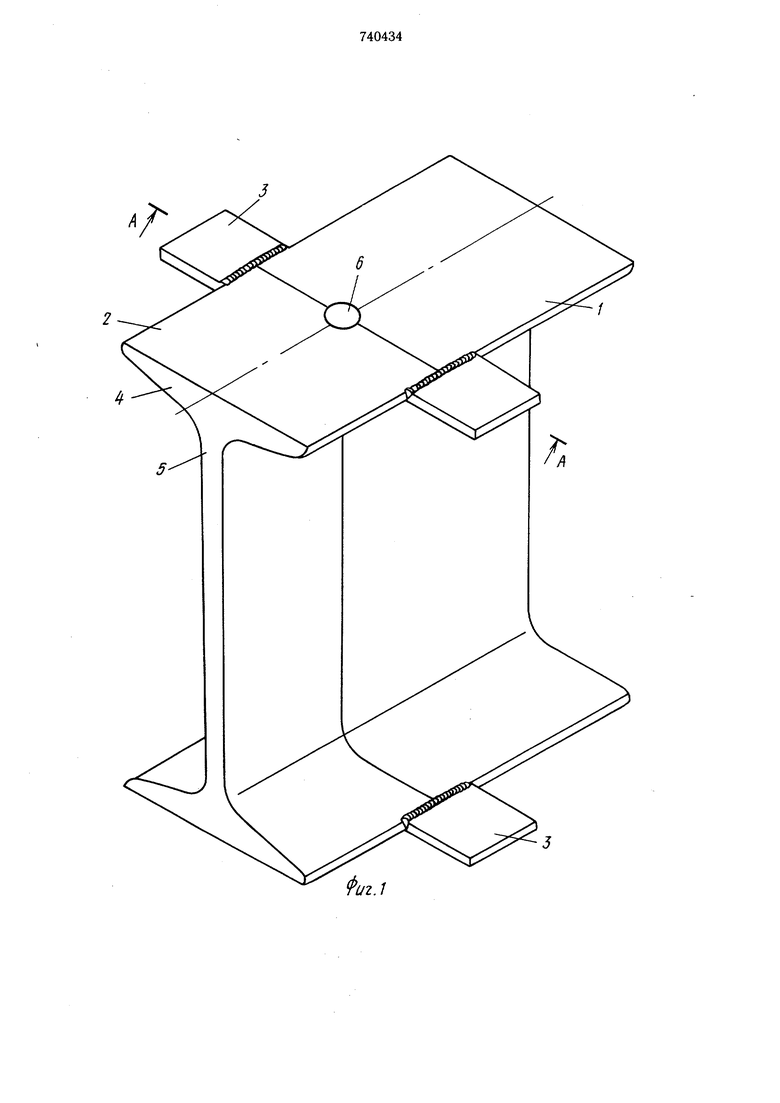
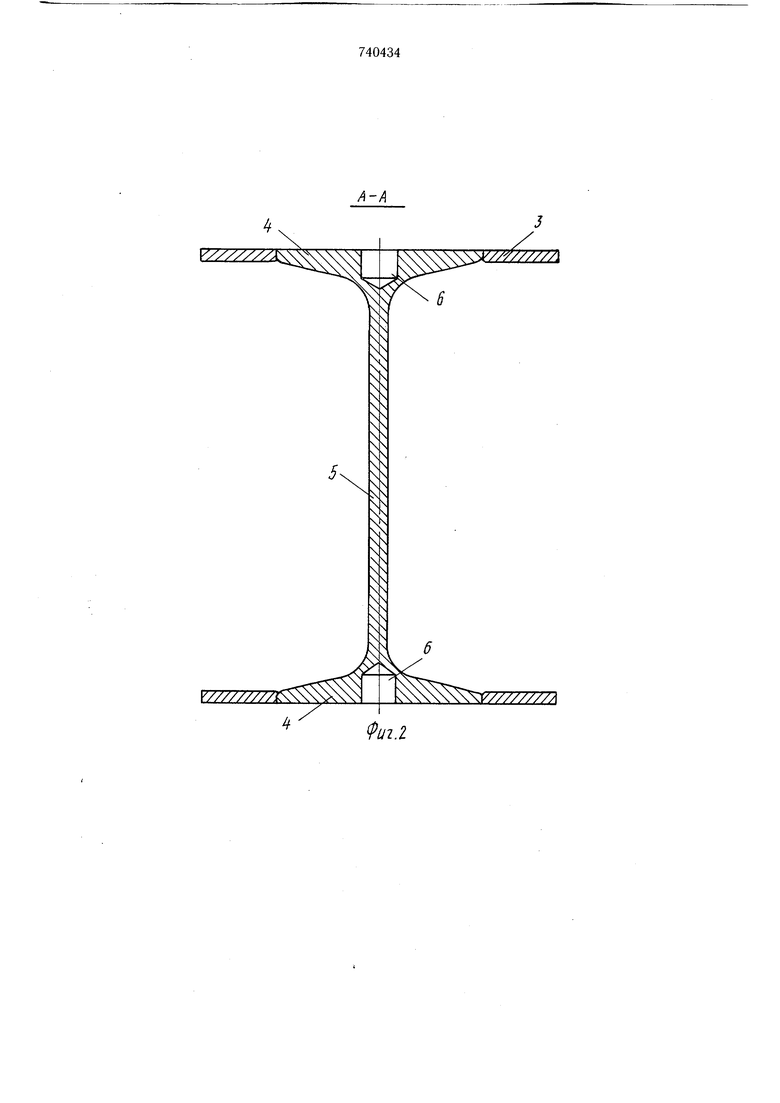
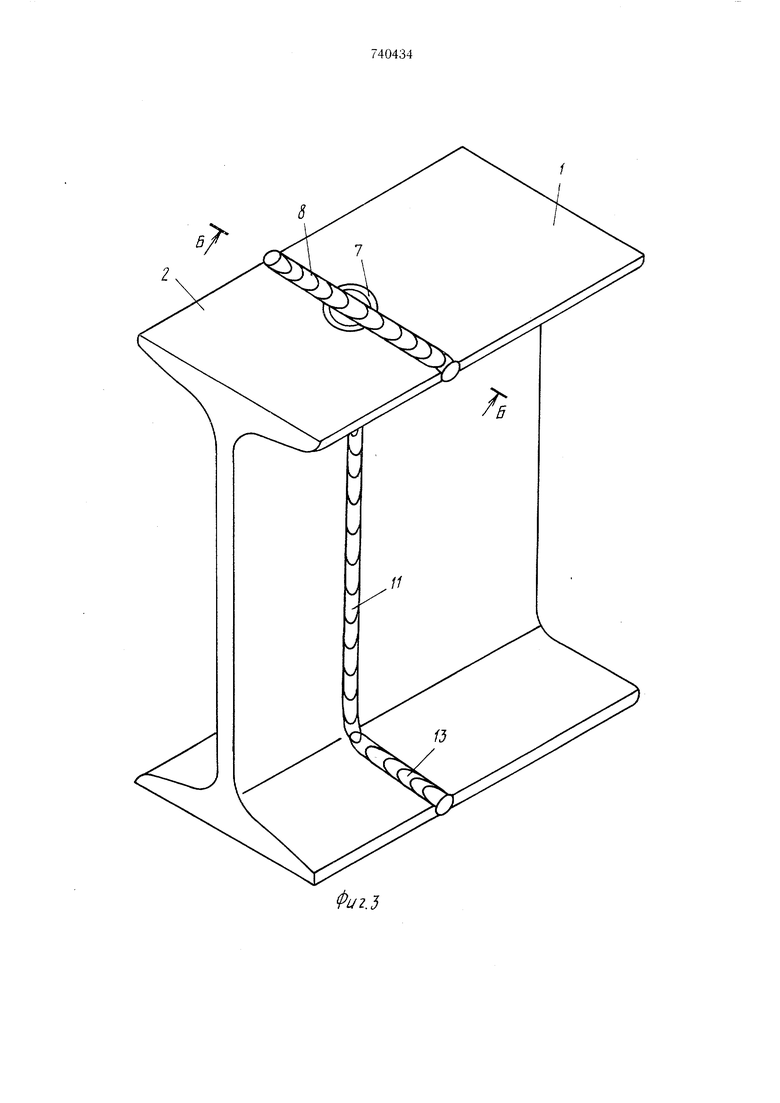
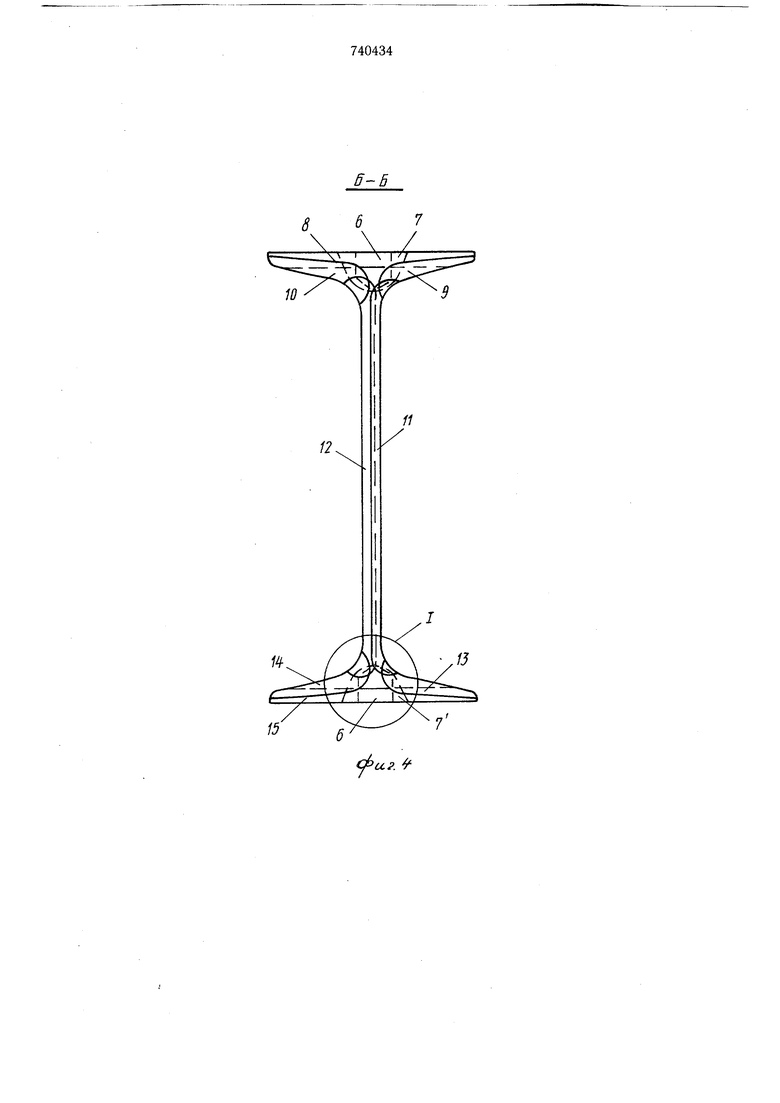
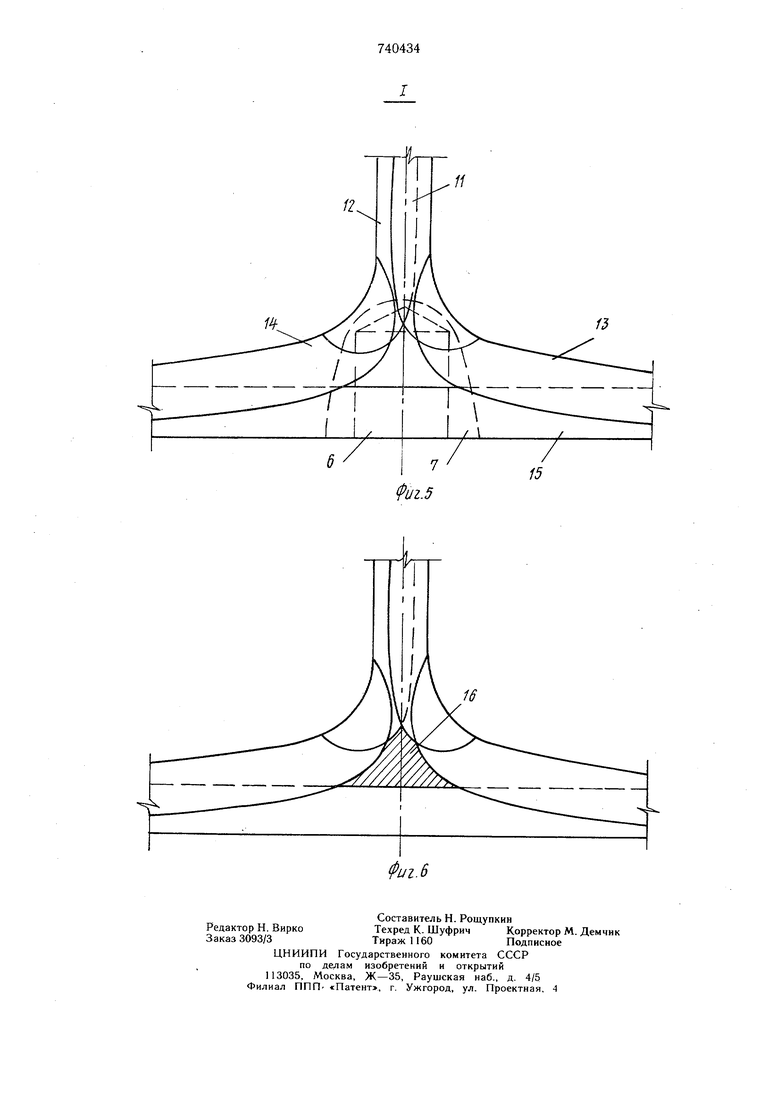
На фиг. 1 изображены собранные профили; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сваренные встык профили; на фиг. 4сечение Б-Б на фиг. 3; на фиг. 5 - узел I на фиг. 4; на фиг. 6 - непровар в утолщенной части профиля.
Технология предлагаемого способа состоит в следующем.
Свариваемые профили 1 и 2 с предварительно обработанными торцами стыкуют без зазора, зажимают в начале и в конце стыка горизонтальных участков проф;:ля и приваривают выводные планки 3.
С наружной поверхности горизонтальных участков 4 профилей 1, 2, на линиях стыка, в точках пересечения их с осевой линией вертикального участка 5 высверливают по одному глухому отверстию 6.
Эти отверстия последовательно заплавляют преимущественно электрошлаковым способом с образованием швов 7 и 7. Оставшийся периметр стыка заваривают автоматической дуговой сваркой с периодическим кантованием изделия в следующей последовательности наложения швов: 8-13- 14-15-9-10-12-11 (см. фиг. 4).
При сварке фасонных профилей (типа тавр, двутавр, рельс) из-за наличия утолщений обычно образуется непровар 16, площадь которого заключена между ,линйями сплавления всех швов, пересекающихся в этом месте (см. фиг. 6).
Эксперименты с двутавровыми балками показали, что подбором режимов сварки получить провар утолщенного места нельзя. Поэтому и понадобилась такая специальная дополнительная технологическая операция, как сверление глухих отверстий и последующее их заплавление.
У тавра и двутавра, например, утолщенная часть профиля - это место пересечения горизонтальной полки с вертикальной стенКОЙ, которая усилена еще утолщениями в местах сопряжений стенки с полкой. Из-за них глубина разделки полки по всей ширине должна быть переменной, чего нельзя добиться на обычном оборудовании.
Предлагаемый способ позволяет повысить производительность сварки поперечного стыка фасонных профилей в 2-3 рзза за счет ликвидации разделки.
Кроме того, сверление глухих отверстий в утолщенных частях профиля с последую0щим заплавлением повышает качество сварного соединения и полностью устраняет непровары в зонах сопряжения стенки и полок,
Изучение микроструктуры металла щвй и зон термического влияния у двутавровых балок показало, что они не имеют отклонений от нормы.
Формула изобретения
Способ сварки поперечного стыка фасонных профилей, преимущественна двутаврового сечения, который собирают без разделки кромок и без зазора, сваривают электродуговой сваркой последовательно стенку двутавра и его полки, отличающийся тем, что, с целью повышения производительности, улучщения качества сварного соединения путем устранения непроваров в зонах сопряжения стенки и полок, по оси стыка стенок от наружной поверхности полок до стенки высверливают глухие отверстия, которые заплавляют электрошлаковым методом.
Источники информации, принятые во внимание при экспертизе
N M
s
s s s
N S S S
s
I
N S X N N N 4 N
fe.2
Й/Z.J
n.
13
15
.
