(Л
С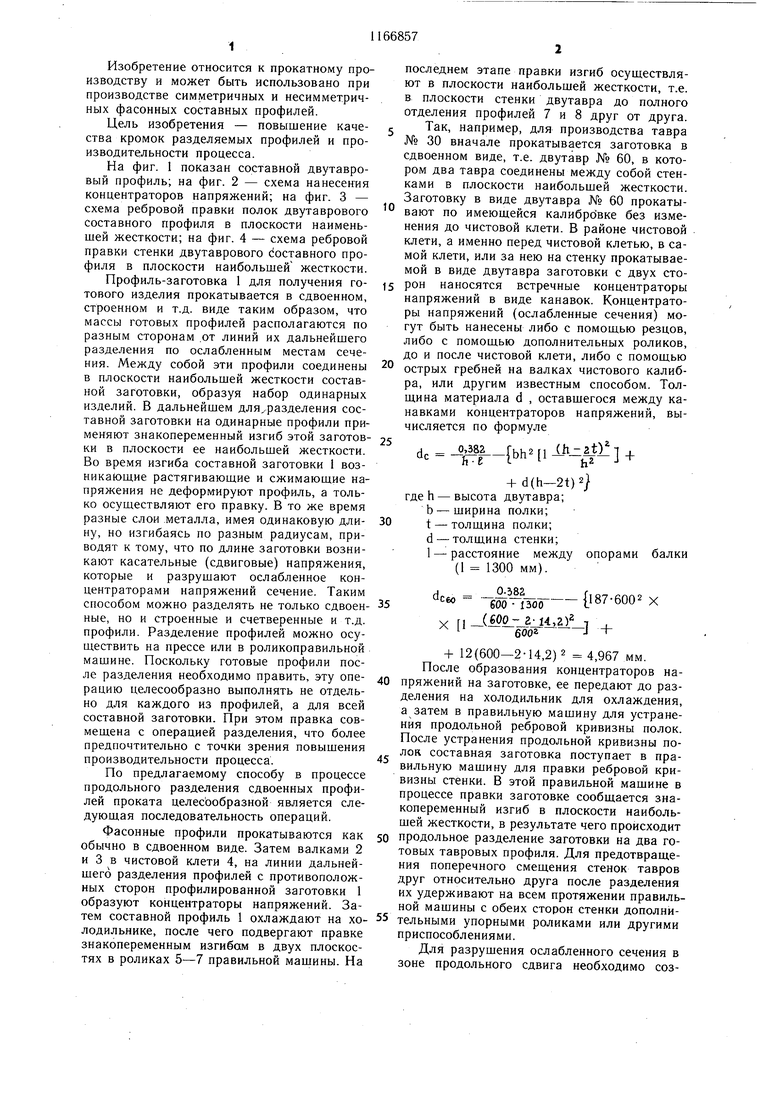
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тавров | 1981 |
|
SU980877A1 |
| Способ прокатки профилей | 1982 |
|
SU1037975A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ ПОЛОСОБУЛЬБОВЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2080194C1 |
| Способ получения профилей | 1988 |
|
SU1585025A1 |
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
| Способ получения тавровых профилей | 1982 |
|
SU1072930A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ | 1993 |
|
RU2040983C1 |
СПОСОБ ПРОДОЛБНОГО РАЗДЕЛЕНИЯ СОСТАВНЫХ ПРОКАТНЫХ ПРОФИЛЕЙ, преимущественно фасонных, путем нанесения на составные профили в месте соединения одинарных профилей продольных концентраторов напряжений в виде канавок, последующего разделения составного профиля на отдельные Г1рофили знакопеременным изгибом и правки, отличающийся тем, что, с целью повышения качества кромок разделяемых профилей и производительности процесса, разделение и правку профиля осуществляют одновременно знакопеременным изгибом в плоскости его наибольшей жесткости.
О5 О5
X Фи2.1
оо ел
Изобретение относится к прокатному производству и может быть использовано при производстве симметричных и несимметричных фасонных составных профилей.
Цель изобретения - повышение качества кромок разделяемых профилей и производительности процесса.
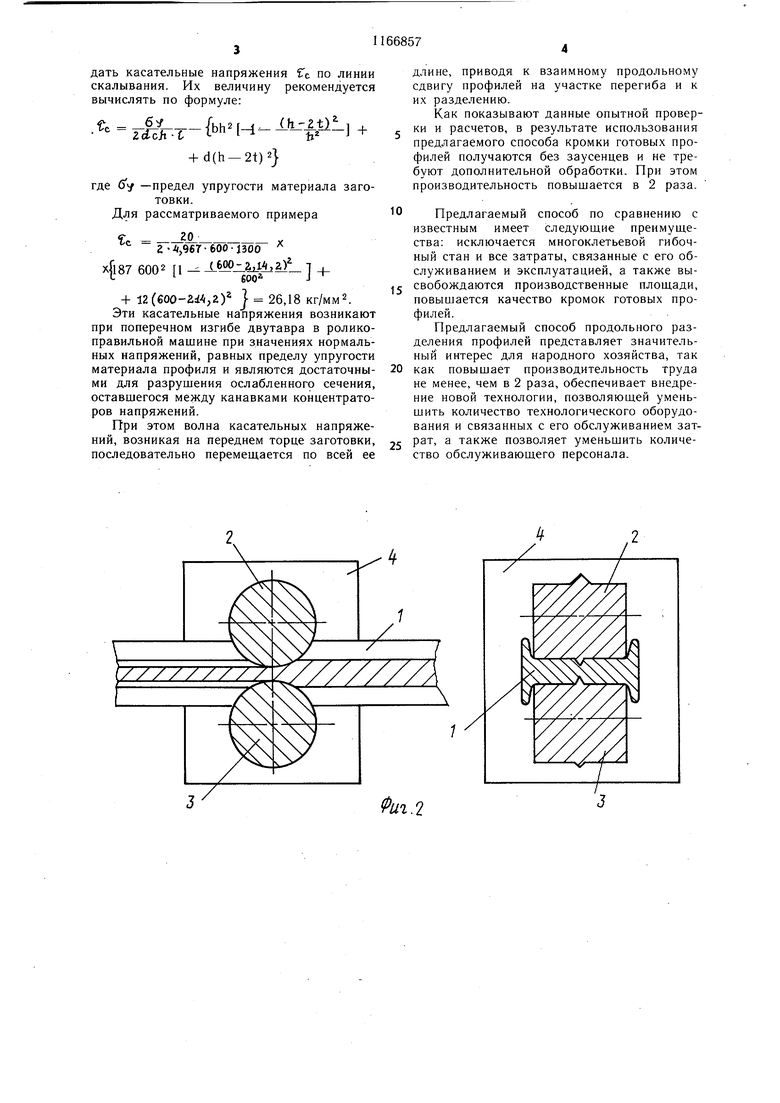
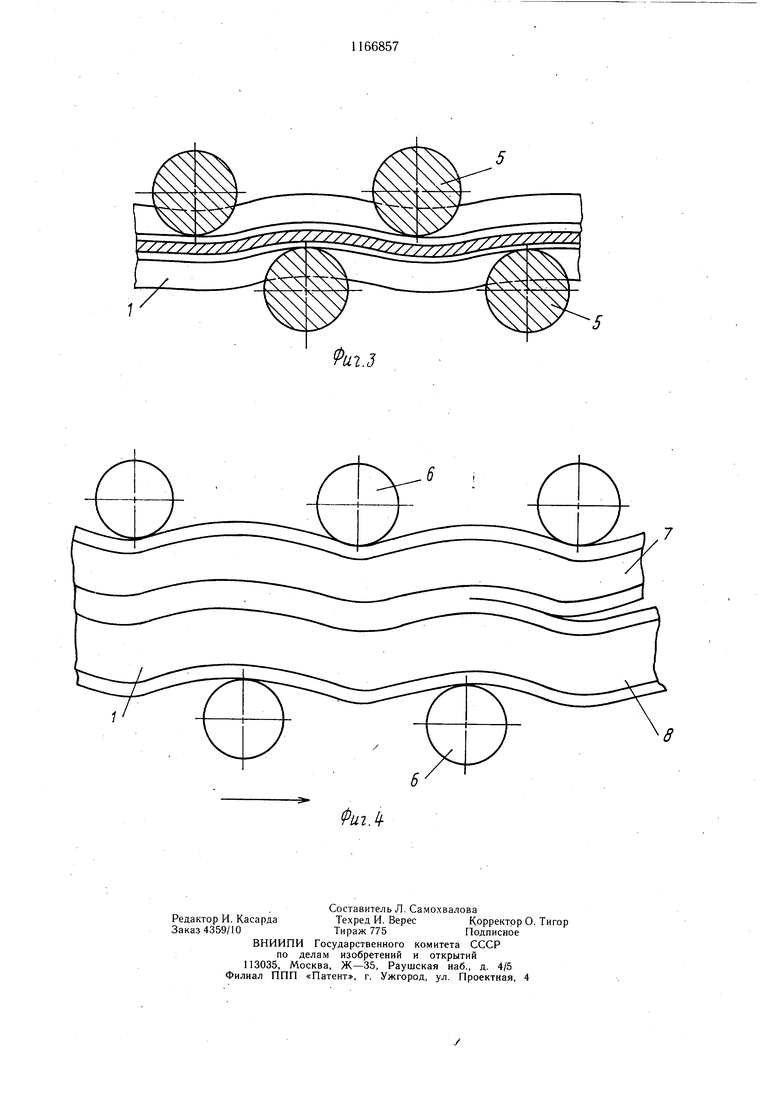
На фиг. 1 показан составной двутавровый профиль; на фиг. 2 - схема нанесения концентраторов напряжений; на фиг. 3 - схема ребровой правки полок двутаврового составного профиля в плоскости наименьшей жесткости; на фиг. 4 - схема ребровой правки стенки двутаврового docTaBHoro профиля в плоскости наибольшей жесткости. Профиль-заготовка 1 для получения готового изделия прокатывается в сдвоенном, строенном и т.д. виде таким образом, что массы готовых профилей располагаются по разным сторонам .от линий их дальнейшего разделения по ослабленным местам сечения. Между собой эти профили соединены в плоскости наибольшей жесткости составной заготовки, образуя набор одинарных изделий. В дальнейшем для,.разделения составной заготовки на одинарные профили применяют знакопеременный изгиб этой заготовки в плоскости ее наибольшей жесткости. Во время изгиба составной заготовки 1 возникаюшие растягиваюшие и сжимаюшие напряжения не деформируют профиль, а только осушествляют его правку. В то же время разные слои металла, имея одинаковую длину, но изгибаясь по разным радиусам, приводят к тому, что по длине заготовки возникают касательные (сдвиговые) напряжения, которые и разрушают ослабленное концентраторами напряжений сечение. Таким способом можно разделять не только сдвоенные, но и строенные и счетверенные и т.д. профили. Разделение профилей можно осуществить на прессе или в роликоправильной машине. Поскольку готовые профили после разделения необходимо править, эту операцию целесообразно выполнять не отдельно для каждого из профилей, а для всей составной заготовки. При этом правка совмешена с операцией разделения, что более предпочтительно с точки зрения повышения производительности процесса.
По предлагаемому способу в процессе продольного разделения сдвоенных профилей проката целесообразной является следуюшая последовательность операций.
Фасонные профили прокатываются как обычно в сдвоенном виде. Затем валками 2 и 3 в чистовой клети 4, на линии дальнейшего разделения профилей с противоположных сторон профилированной заготовки 1 образуют концентраторы напряжений. Затем составной профиль 1 охлаждают на холодильнике, после чего подвергают правке знакопеременным изгибам в двух плоскостях в роликах 5-7 правильной машины. На
последнем этапе правки изгиб осуществляют в плоскости наибольшей жесткости, т.е. в плоскости стенки двутавра до полного отделения профилей 7 и 8 друг от друга.
Так, например, для производства тавра № 30 вначале прокатывается заготовка в сдвоенном виде, т.е. двутавр № 60, в котором два тавра соединены между собой стенками в плоскости наибольшей жесткости. Заготовку в виде двутавра № 60 прокатывают по имеющейся калибрЬвке без изменения до чистовой клети. В районе чистовой клети, а именно перед чистовой клетью, в самой клети, или за нею на стенку прокатываемой в виде двутавра заготовки с двух сторон наносятся встречные концентраторы напряжений в виде канавок. Концентраторы напряжений (ослабленные сечения) могут быть нанесены либо с помощью резцов, либо с помощью дополнительных роликов, до и после чистовой клети, либо с помощью
острых гребней на валках чистового калибра, или другим известным способом. Толщина материала d , оставщегося между канавками концентраторов напряжений, вычисляется по формуле
do 1 - - 1 +
+ d(h-2t)2) где h - высота двутавра;
b-ширина полки; t - толщина полки; d - толщина стенки; 1 -расстояние между опорами балки (1 1300 мм).
т-ЧъоТ{187-бОО Х
dc6o
1300 X 1 (iPO-- 2 14,
+ 12(600-2-14,2) 2 4,967 мм.
После образования концентраторов напряжений на заготовке, ее передают до разделения на холодильник для охлаждения, а затем в правильную мащину для устранения продольной ребровой кривизны полок. После устранения продольной кривизны полок составная заготовка поступает в правильную мащину для правки ребровой кривизны стенки. В этой правильной машине в процессе правки заготовке сообщается знакопеременный изгиб в плоскости наибольшей жесткости, в результате чего происходит 0 продольное разделение заготовки на два готовых тавровых профиля. Для предотвращения поперечного смещения стенок тавров друг относительно друга после разделения их удерживают на всем протяжении правильной машины с обеих сторон стенки дополнительными упорными роликами или другими приспособлениями.
Для разрущения ослабленного сечения в зоне продольного сдвига необходимо создать касательные напряжения Гс по линии скалывания. Их величину рекомендуется вычислять по формуле:
-rcfetT-(
b
d(h -21)2}
где бу -предел упругости материала заготовки. Для рассматриваемого примера
г - 9бг бооПзоб
xfl87 6002 1 1бОрлЦА,г) 1
+ 12(600-2i4,2)2 I 26,18 кг/мм 2.
Эти касательные напряжения возникают при поперечном изгибе двутавра в роликоправильной машине при значениях нормальных напряжений, равных пределу упругости материала профиля и являются достаточными для разрушения ослабленного сечения, оставшегося между канавками концентраторов напряжений.
При этом волна касательных напряжений, возникая на переднем торце заготовки, последовательно перемещается по всей ее
длине, приводя к взаимному продольному сдвигу профилей на участке перегиба и к их разделению.
Как показывают данные опытной проверки и расчетов, в результате использования предлагаемого способа кромки готовых профилей получаются без заусенцев и не требуют дополнительной обработки. При этом производительность повышается в 2 раза.
Предлагаемый способ по сравнению с известным имеет следующие преимущества: исключается многоклетьевой гибочный стан и все затраты, связанные с его обслуживанием и эксплуатацией, а также высвобождаются производственные площади, повышается качество кромок готовых профилей.
Предлагаемый способ продольного разделения профилей представляет значительный интерес для народного хозяйства, так
как повышает производительность труда не менее, чем в 2 раза, обеспечивает внедрение новой технологии, позволяющей уменьшить количество технологического оборудования и связанных с его обслуживанием затрат, а также позволяет уменьшить количество обслуживаюшего персонала.
//
/
U2J
ФигЛ
| Способ продольного разделения сдвоенных прокатных профилей в холодном состоянии | 1974 |
|
SU727262A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
