(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ ДВУТАВРОВЫХ БАЛОК Изобретение относится к сварке, а именно к конструкциям устройств для сборки под сварку и сварки двутавтовых балок, состоящих из двух фасонных полок и стенки. Известна сборочно-сварочная клеть, для изготовления двутавров, содержащая подвижный и неподвижный суппорты, сна бженные вводными и выводными группами прижимных и ориентирующих роликов и сварочные головки, причем на каждом суппорте между вводными и -выводными группами роликов на уровне ввода стенк установлены убирающиеся упоры l. Однако эта клеть не обеспечивает сборки двутавровых балок из заготовок с различными по толщине размерами. Известно устройство для изготовления двутавровых балок, содержащее гибочную машину для осуществления изгиба крайних фасонных элементов профиля, в сокочастотные установки для подогрева б лее тбпстых кромок, фиксирующие ролики для удержания профиля в определен- Ном угловом положении относительно листа, специальные установки, производящиевысокочастотный индукшюнный нагрев кромок элементов профиля под сварку, которая осуществляется путем последовательного сдавливания двумя валками обжимной клети, кромок элементов профиля по мере их нагрева токами высокой частоты. Обжимная клеть имеет фиксирующий механизм для установки элементов профиля в клети относительно друг.друга. Взаимное положение фасонного элемента профиля относительно листа определяет сменное кольцо 2. Это устройство сложно по конструкции и не обеспечивает плавного регулирования взаимного положения фасонного элемотта и листа. Известно также устройство для сборки под сварку и сварки двутавровых балок состоящих из двух фасонных полок и стенкн, содержащее смонтированные на основании опоры сгешш, боковые прижимы полок и подвижный портал, на горизонтальной балке которого установлены пневмопрннагмы стенки и сварочные головки з.
Недосгагком указанного устройства является то, что оно не обеспечивает требуемой точности сборки балок со стенками разной толщины.
Цель изобретения - создание такой конструкшта устройства, которое позволило бы повысить точность сборки балок со стенка ш разной толщины.
Указанная цель достигрется тем, что в устройстве для сборки под сварку и сварки -двутавровых балок, состоящих из фасонных полок и стенки, содержащем смонтированные на основании опоры стенки, боковые прижимы полок и подвижный портал, на горизонтальной балке которого установлены пневмоприжимы стенки и сварочные головки, каждая опора стенки вьтолнена в виде установленного на приводной тележке:корпуса, несущего поворотную относительно корпуса обойму с приводом поворота, криволинейным пазом и двумя опорными роликами, один из которых расположен на оси поворота обоймы, при этом привод поворота обоймы выполнен в виде пальца, перемещаемого в пазу обоймы, толкателя, жестко связанного с пальцем, и поворотного эксцентрика, размещенного в корпусе и воздействующего на толкатель, а кажд ый боковой пpижи I выполнен в виде установленного на свою приводную тележку корпуса, несущего пневмозахваты полки.
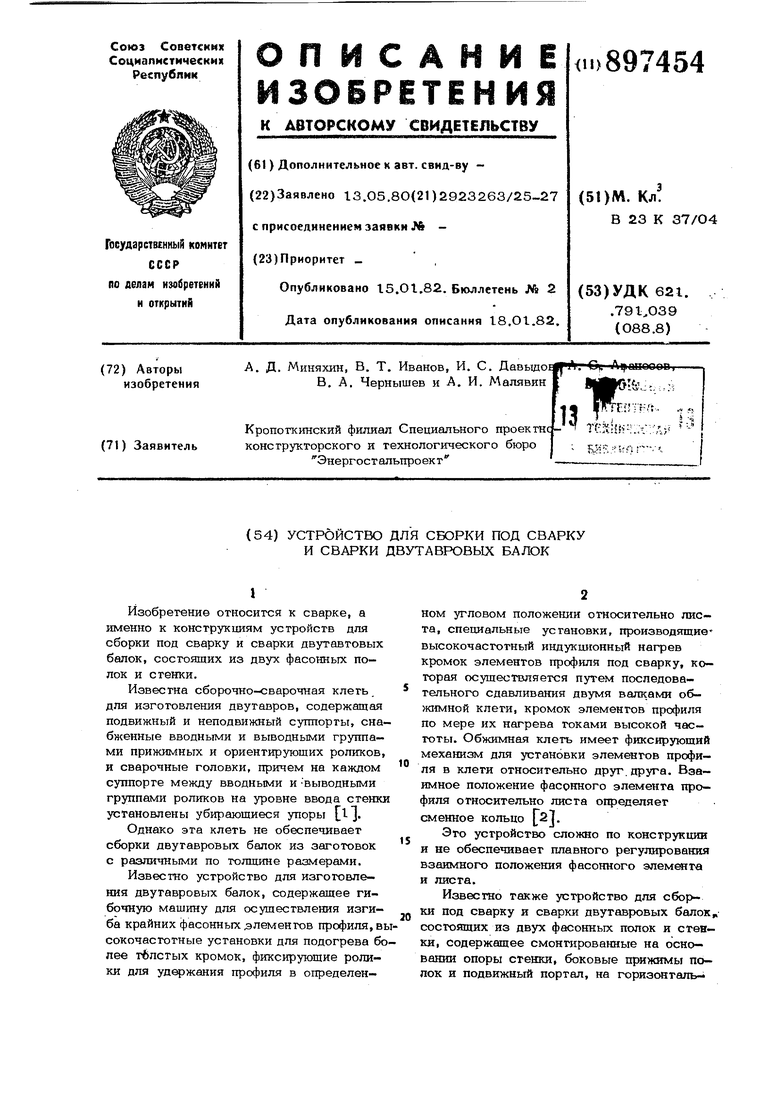
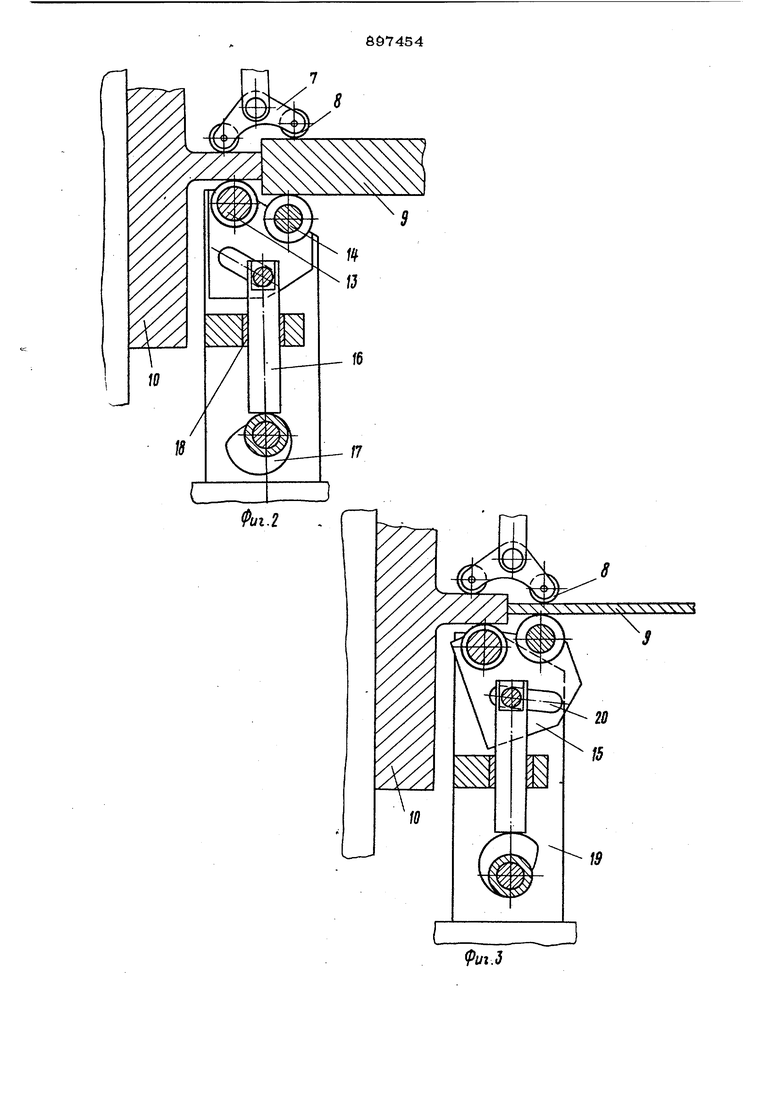
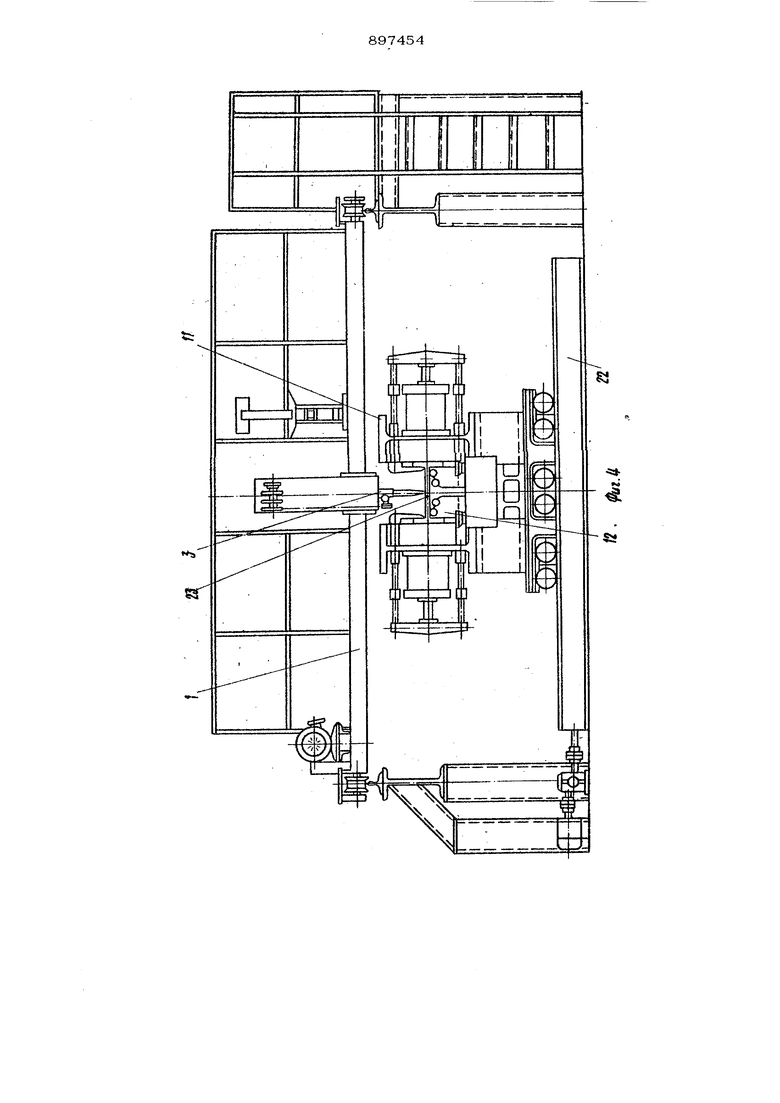
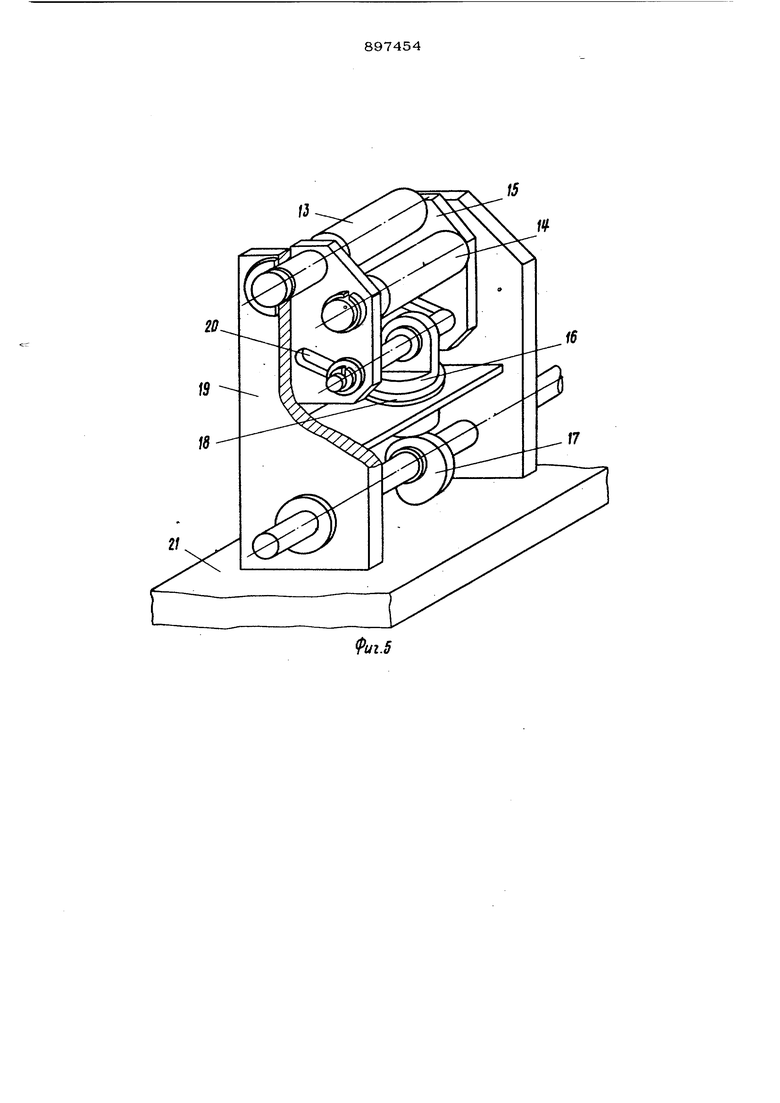
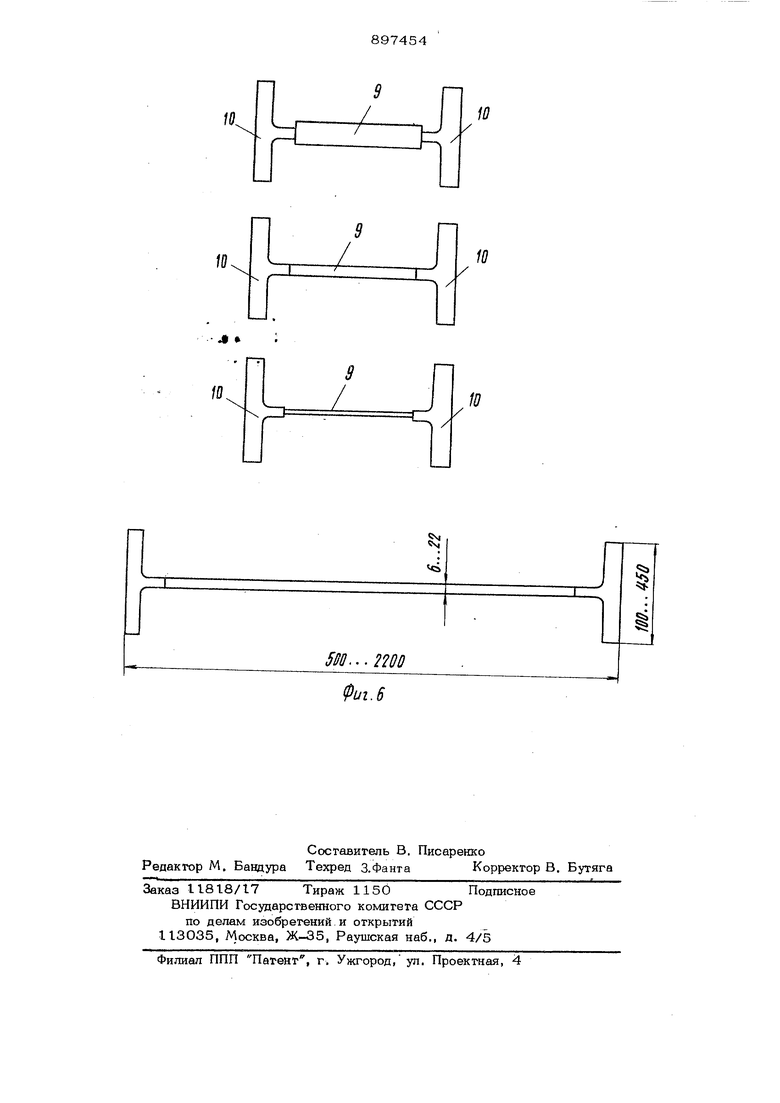
На фиг. 1 - изображено устройство для сборки под свирку и сварки двутавровых балок, общий вид; на фиг.2 и 3опора стенки; на фиг. 4 - устройство для сборки под сварку и сварки двутавровых балок, снабженное постом газовой резки; на фиг. 5 - опора стенки, вид в изомет- рии; на фиг, 6 - виды профилей двутавровых балок, свариваемых на устройстве.
Устройство для сборки под сварку и сварки двутавровых балок содержит портал 1 с установленными на его раме каретками, несущими сварочные головки 2, пост газовой резки 3, пневмоприжимы 4 для поджатия листа к фасонным элементам тавра, пневмоприхшмы 5 для захвата и установки стенок тавра относительно листа опоры стенки 6. Пневмоприжимы 4 состоят из закрепленного на каретке пневмо цилиндр а (не показан), шток Которого соединен с коромыслом 7. На плечах коромысла уста новлены ролики 8, служащие для поджатия 9 к стенкам полок 10. Для сборки балок применяются полки с различными по толщине сечениями. Для установки стенок полок 10 относительно стенки 9 служат пневмоприжимы 5, перемещаемые суппортом 11, и опоры стенки 6. Опоры стенки 6 состоят из обойм 12, включающих пару опорных роликов 13 и 14. РОЛИК 13 установлен неподвижно в щеках обоймы 12, а ролик 14 с возможностью перемещения относительно ролика 13 и закреплен в обойме 15, установленной с возможностью поворота на оси ро-. лика 13 и соединенной с толкателем 16, опирающимся на поворотный эксцентрик 17. Толкатель расположен в направлятьщей 18 между стойками 19. Толкатель 16 с обоймой 15 соединен шарниром и пальцем, который перемещается по пазу 20 в обойме 15. Опора сменки 6 и суппорт 11с пневмоприжимами 5 установлены на приводных каретках 21, перемещаемых по направляющим 22.
Устройство работает следующим образом.
Двумя передвижными суппортами 11 и пневмоприжимами 5 осуществляется захват двутавров 23, при этом стенки двутавров 23 опираются на неподвижные ролики 13 опоры стенки 6. Постом
газовой резки 3 осуществляете: резка двутавра 23. Производится раздвижение суппорта 11 на ширину требуемого составного сечения двутавра. На подвижные ролшси 14 укладывается стенка 9, С помощью поворотного эксцентрика 17 толкатель 16 перемешается в направляющей 18,, воздействуя на обойму 15, которая при этом поворачивается и тем самым изменяет расположение ролика 14, закрепленного в обойме 15. Таким образом, ролики 14 перемещаются относительно неподвижных роликов 13, устанавливая стенку 9 относительно полок Ю, Пневмоприжимами 4 осуществляется поджатие стенки 9 и полок 10 к роликам 13 и 14, Сварочными головками 2 производится прихватка точками с определенным шагом стенки 9 к полкам 10. Портал перемещается по рельсовому пути, уложенному на эстакаде.
Предлагаемое устройство для сборки под сварку и сварки двутавровых балок позволяет осуществлять резку двутавров на тавры и прш 1еняя листовую сгенку с различным- по толщине сечением прихвагкой делать сборку составных двутавровьге балок. За счет применения данного устройства снижается трудоемкость изготовления изделия при выпуске четырех тыс,т, изделий на 4690 чел/ч,сокращается коли- чество операций с 22 до 15, повышается степень механизации и качество вьшуск емой продукшш. Прещготшга&лый годовой экокомический эффект из расчета вьтус-i ка валовой щюдукшш ( двутавровых бaлok весом 5000О т составляет 147О96 руб Формула изобретения Устройство для сборки под сварку и сварки двутавровых балок, состоящих из двух фасонных полок и стенки, содержащее смонтированнь7е ,на основании опоры стеш4И| боковые принотмы полок и под- Бижный портал, на горизонтальной попке которого установлены пневмоприжимы стенки и сварочные головки, отличающееся т&л, что, с целью повышения точности сборки балок со стеннами разной толщины, каждая опора стен ки выполнена в виде установленного на приводной тележке корпуса, несущего поворотную относительно корпуса обойму с приводом Поворота, криволннейнь М пазом и двумя опорными роликами, один из которых расположен на оси поворота обоймы, при этом привод поворота обоймы вьшолнен в виде пальпа, перемещаемого в пазу обоймы, толкателя, жестко связанного в пальцем, и поворотного эксцентрика, размешенного в корпусе и воздействующего на толкатель, а каждый боковой прижим вьшолнен в виде установленного на свою приводную тележку корпуса, несушего пневмозахваты полки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 616105, кл. В 23 К 37/О4, 18.08.76. 2.Авторское свидетельство СССР № 245935, кл. В 23 К 37/04, 23.10.67. 3.Гитлевич А. Д. и др. Механизация и автоматизация сварочного производства. М., Мащиностроение, 1972, с. 136, рис. 93 (прототип).
/3
20
Ч16
/1
10
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДВУТАВРОВЫХ БАЛОК | 1969 |
|
SU245935A1 |
| Устройство для сборки под сварку двутавровых балок | 1978 |
|
SU749608A1 |
| Способ сборки и сварки двутавров | 1984 |
|
SU1186441A1 |
| Способ сварки поперечного стыка фасонных профилей | 1977 |
|
SU740434A1 |
| Установка для непрерывной сварки изделий двутаврового сечения | 1977 |
|
SU733936A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
w.
/О.
.Ш...
10
/
/i/
/
cr
/
0
/z./
