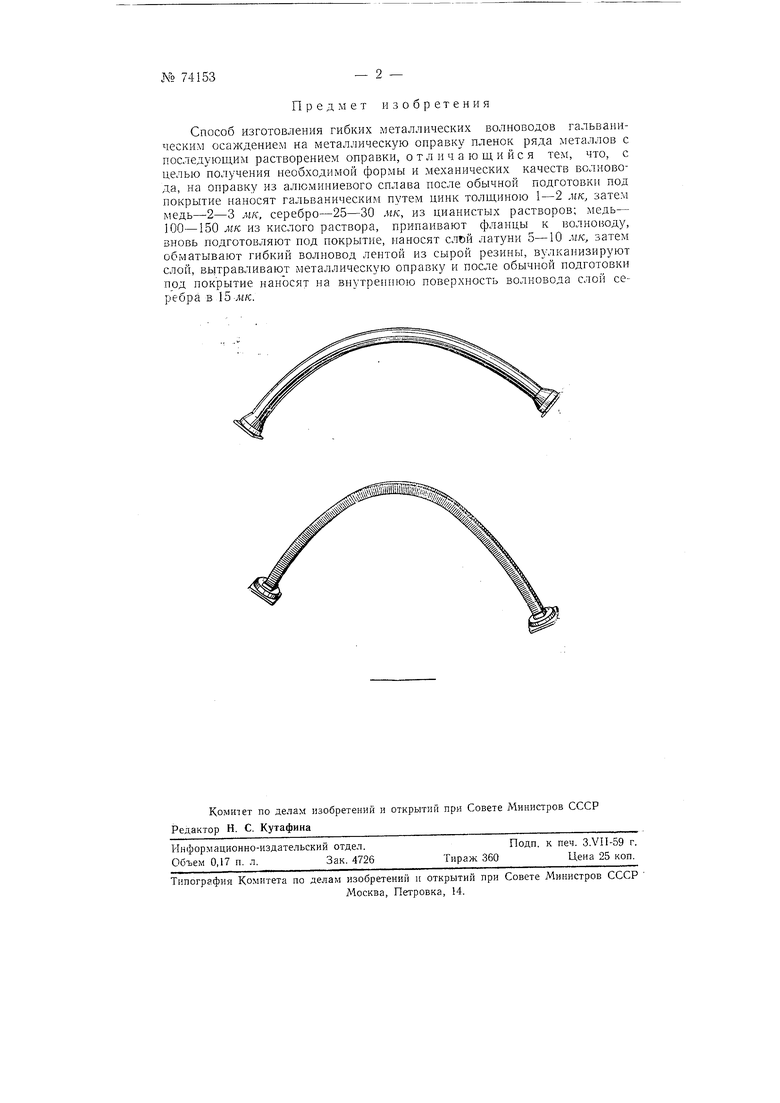
В радиолокации применяют систему, так называемых, гибких волноводов, которые имеют очень сложную форму.
При толщине, например, 0,15-0,2 мм и длине в 500 мм на своей поверхности они могут иметь 250-300 пазов, длина и высота которых составляет 1-2 мм.
Техническое изготовление таких волноводов чрезвычайно сложно.
Гальванопластический метод непосредственного осаждения меди на оправку из воска или легкоплавких сплавов оказался неудовлетворительным вследствие сложности изготовления оправ, а также большой хрупкости и малой гибкости волновода.
Предлагаемый способ изготовления гибких волноводов основан на применении электрических методов наращивания металлических пленок на оправку с последующим удалением этой оправки вытравливанием.
Особенностью этого способа является последовательное наращивание, сочетание и чередование металлов различных толщин, обеспечивающие технические требования, предъявляемые к волноводу, изготовленному механическим путем.
Изготовленная механическим способом или литьем под давлением болванка оправки из алюминиевого сплава обезжиривается в органических растворителях, потом в щелочном растворе и осветляется в азотной кислоте, причем после каждой операции она промывается в холодной и горячей воде.
На промытую оправку наносятся гальваническим путем последовательно слои (определенной толщины) цинка 1-2 мк, меди 2-3 мк, серебра 25-30 мк из цианистых растворов и снова меди 100-150 мк из кислого раствора.
Затем оправкз с нанесенным слоем металлов просушивают, припаивают к волноводу фланцы, обезжиривают изделие (электролитически), декапируют его, наносят слой латуни и снова просущивают.
После просущки волновод обматывают несколько раз тонкими (1 мм) полосами сырой резины, вулканизируют получивщийся резиновый слой, вытравливают оправку, -наносят слой серебра на внутреннюго поверхность волновода и просущивают готовый волновод.
Предмет изобретения
Способ изготовления гибких металлических волноводов гальваническим осаждением на металлическую оправку пленок ряда металлов с последующим растворением оправки, отличающийся тем, что, с целью получения необходимой формы и механических качеств волновода, на оправку из алюминиевого сплава после обычной подготовки под покрытие наносят гальваническим путем цинк толщиною 1-2 мк, затем медь-2-3 мк, серебро-25-30 мк, из цианистых растворов; медь- 100-150 мк из кислого раствора, припаивают фланцы к волноводу, вновь подготовляют под покрытие, наносят слей латуни 5-10 мк, затем обматывают гибкий волновод лентой из сырой резины, вулканизируют слой, вытравливают металлическую оправку и после обычной подготовки под покрытие наносят на внутреннюю поверхность волновода слой серебра в 5 мк.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2014 |
|
RU2560804C1 |
| Способ гальванического отложения декоративного "агатового" хрома | 1949 |
|
SU87273A1 |
| Способ гальванопластического изготовления деталей волноводов сложной формы | 1961 |
|
SU144694A1 |
| Способ изготовления направленных ответвителей | 1959 |
|
SU141897A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
| Способ гальванического серебрения алюминия и его сплавов | 1960 |
|
SU138787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СВЧ-УСТРОЙСТВ И ЭЛЕМЕНТОВ НА 3D-ПРИНТЕРЕ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ НИТЕВОГО КОМПОЗИЦИОННОГО АБС-ПЛАСТИКА | 2016 |
|
RU2642791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЦЕННОГО ИЗДЕЛИЯ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ЛЮМИНЕСЦЕНТНОГО ТИПА И МНОГОСЛОЙНОЕ ЦЕННОЕ ИЗДЕЛИЕ | 2015 |
|
RU2632006C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ БЛАГОРОДНЫХ МЕТАЛЛОВ, А ТАКЖЕ НИКЕЛЯ, МЕДИ, РТУТИ, ИНДИЯ, ВИСМУТА И СУРЬМЫ НА МЕТАЛЛИЧЕСКИЕ ДЕТАЛИ | 1996 |
|
RU2112077C1 |
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2007 |
|
RU2349687C2 |