t
Изобретение относится к автомата:эации прокатного производства и может быть использовано на непрерывных станах горячей прокатки.
Известен способ, в котором для уменьшения составляющей продольной разнотолщинности проката, вызванной медленно изменяющимися факторами, влияющими на толщину,используют управляющее воздействие в виде подогрева хвостовой части раскатов l .
Недостатком известного способа является отсутствие эффективной отработки быстроизменяющихся возмущений, таких,как местные изменения температуры проката, вызванные, например, глиссажными метками.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является способ регулирования толщины проката на стане, заключающийся в измерении температуры подката на входе в группу клетей и сравнении измеренной температуры со средней температурой предыдущего подката, измерении усилия прокатки и сравнении измеренного усилия со средним значением предыдущего проката, в результате-регулируется толщина проката изменением положения нажимного винта в каждой клети в соответствии с отклонением температуры подката от среднего значения температуры предыдущего подката и с учетом изменения усилия прокатки 2,
Однако из-за недостаточного быстродействия нажимных устройств существующий способ не полностью
10 устраняет быстроизменяющиеся возмущения, что ведет к продольной разнотолщинности проката. При регулировании толщины проката изменением пололсения нажимного винта происходит из15менение усилий прокатки, что вызывает дополнительную деформацию валковой системы и искажение поперечной толщины и планшетности полосы. Кроме того, регулирование толщины таким
20 способом при быстроизменяквдихся возмущениях ведет к ускоренному износу механизма нажимных винтов и увеличению мощности электродвигателей нажимных устройств.
25
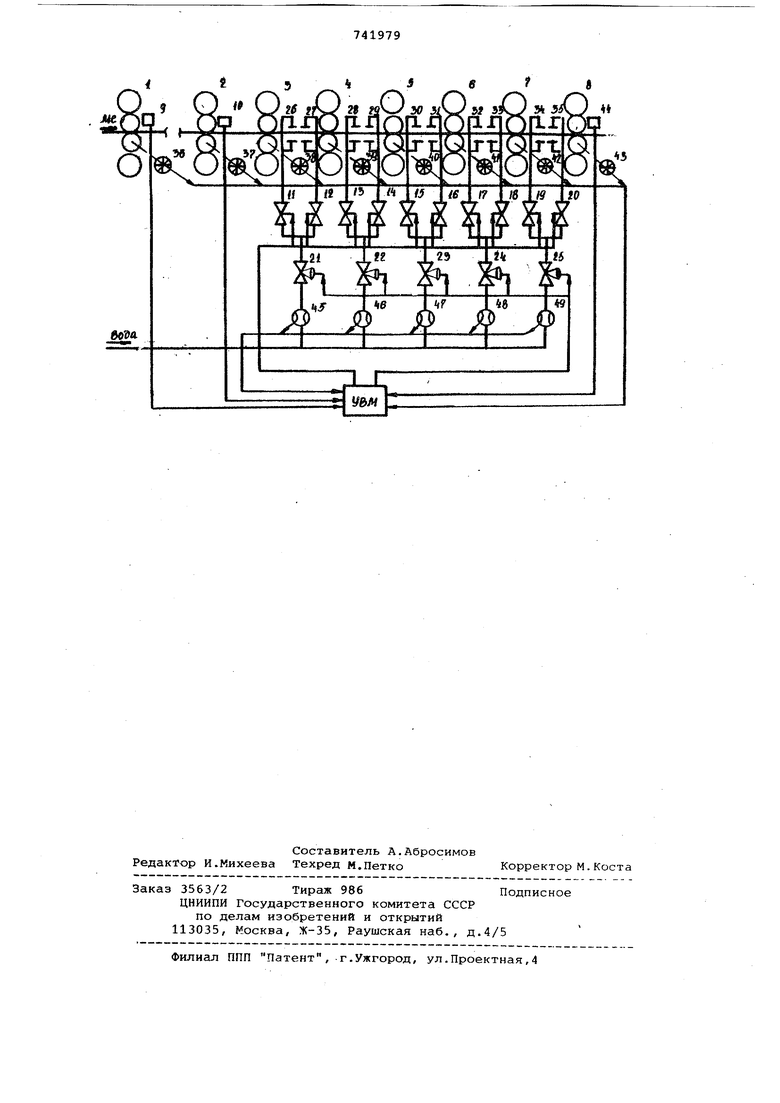
Цель изобретения - повышение качества проката путем снижения продольной разнотолщинности проката и получения заданных физико-механических свойств металла за счет стабили3Gэации температуры проката на выходе из стана. Поставленная цель достигается тем, что в способе регулирования продольной разнотолщинности проката осшэванном на измерении температуры подката на входе в группу клетей, определяют нижний уровень температуры подката по значениям локальных Тцемпературных возмущений и текущее значение превышения -температуры подката над нижним уровнем, измеряют толщину проката на выходе группы клетей, на основании чего изменяют расход хладагента в межклетевых промежутках по истечении интервала времени передвижения подката от зоны из мерения температуры до зоны охлаждения пропорционально текущему значению превышения температуры и в зависимости от величины отклонения толщины от заданного значения, измеряемой с учетом времени передвижения проката от зоны охлаждения до зоны измерения толщины. Поскольку на участке проката с колебаниями температуры расход хладагента изменяют пропорционально текущему значению превышения температуры над нижним уровнем, то при этом происходит стабилизация температуры проката. Так как коэффициент пропорциональности зависит от сортамента про ката и неконтролируемых факторов, то -его изменяют в зависимости от величины отклонения толщины проката от заданного значения на выходе группы клетей. Стабилизация темпера туры устраняет изменение усилия про катки, .следовательно раствора валко что, в свою очередь, ведет к устране нию разнотолщинности проката. На входе в группу клетей изме ряют значения температуры по длине подката, например, пирометром. Затем в управляющей вычислительной машине (УВМ) определяют нижний уровень тем пературы подката по измеренным значениям, для чего методом наименьших квадратов определяют коэффициенты Т и OL регрессивной зависимости Т Тд +(лС) где Т - температура, -0 - время. Затем вычисляют величину средн го квадратичного отклонения 6 реал ной температуры от температуры, пол чаемой по регрессивной зависимости, а находят смещенное значение коэффи циента To.A V- , Т TOCM+ После этого определяют текущее значение превышения температуры под ката над нижним уровнем температуры определенным указанным способом, с учетом интеювала времени передвижен подката от зоны измерения темпе1 атуры до зоны охлаждения. Интервал времени либо измеряют таймером, либо рассчитывают в УВМ с учетом скорости прокатки и расстояния между зонами измерения и охлаждения, для чего скорость прокатки в клетях измеряют, например, тахогенераторами. Пропорционально текущему значению превышения-температуры в УВМ вырабатываются управляющие воздействия, например, на регулирующие и отсечные клапаны, изменяющие расход хладагента в межклетевых промежутках по , где лО - изменение расхода воды; лТ -превьпиение температуры; К - коэффициент пропорциональности . Управляющие воздействия прикладываются в точках проката, соответствующих выявленным изменениям температуры с учетом времени передвижения проката от зоны измерения температуры до зоны охлаждения. Коэффициент пропорциональности изменяют на величину, пропорциональную по величине и противоположную по знаку отклонению толщины проката на выходе группы клетей от заданного значения в точках проката, соответствующих приложению управляющих воздействий с учетом времени передвижения проката от зоны охлаждения до зоны измерения толщины по формуле K-i - с(.-д11 , новое значение коэффициента пропорциональности; прежнее значение коэффициента пропорциональности, отклонение толщины проката от заданного значения; константа. Толщину проката на выходе группы клетей измеряют, например, измерителем толщины. Определение нижнего уровня температуры подката по значениям локальных температурных возмущений и текущего значения превышения температуры подката над нижним уровнем, а также изменение расхода хладагента в межклетевых промежутках можно осуществить другими известными средствами. Регулирование продольной разнотолщинности указанным способом возможно на непрерывних станах горячей прокатки. На чертеже представлена блок-схема устройства при выполнении способа для непрерывного стана горячей прокатки, состоящего из черновой клети 1 и семиклетевой чистовой группы клетей 2-8, температуру подката на входе в чистовую группу измеряют через равные интервалы времени пирометром 9, установленным за черновой клетью 1. Затем в УВМ на основании данных пирометра 9 определяют нижний уровень температуры подката по глиссажным меткам. Текущее значение превышения температуры подката над нижним уровнем измеряют быстродействующим пирометром 10 с постоянной времени.измерения не более 0,1 с, установленным за чистовой клетью 2. В УВМ рассчитывают изменение расхода воды в межклетевых промежутках пропорционально текущему значению превышения температуры и выдают управляющие воздействия на отсечные клапаны 11-20 .и регулирующие клапаны 21-25 установки межклетевого охлаждения полосы, состоящей из десяти секций охлаждения 26-35, установленных в последних пяти межклетевых промежутках.
Изменение расхода воды начинают с клапанов 11 и 21. При недостаточном расходе воды подключают последующие секции до полной компенсации превышения температуры полосы. Воздействия к управляющим органам 11-25 прикладывают при наличии в зоне охлаждения участка полосы с известным отклонением температуры, которое определяется с учетом интервала времени передвижения полосы от зоны измерения температуры пирометром 10 до зоны приложения управляющего воздействия. В УВМ рассчитывают интервал времени передвижения полосы с учетом скорости прокатки и фиксированного расстояния между пирометром 10 и секциями охлаждения, на которые выдают управляющие воздействия.
Скорость прокатки в клетях 1-8 измеряют тахогенераторами 36-43. На выходе чистовой группы клетей измеряют продольную разнотолщинность полосы с помощью рентгеновского измерителя толщины 44. В зависимости от величины отклонения толщины полосы от заданного значения изменяют коэффициент пропорциональности расхода воды в межклетевых промежутках. Расход воды в межклетевых промежутках контролируют расходомерами 45-49.
Использование предлагаемого способа регулирования продольной разнотолщинности проката обеспечивает уменьшение влияния на толщину проката быстроизменяющихся температурных возмущений типа глиссажных меток,, отсутствие отрицательного влияния способа на поперечную разнотолщинность и планшетность проката; стабилизацию температуры проката на выходе группы клетей; увеличение срока службы механооборудования стана, что значительно повышает качество проката.
Формула изобретения
Способ регулирования продольной разнотолщинности проката в многоклетевом стане горячей прокатки с межклетевым охлаждением, основанный на измерении температуры подката на входе чистовой группы клетей, отличающийся тем, что, с целью повышения качества проката, заключающегося в снижении продольной разнотолщинности проката и получении заданных физико-механических свойств
металла за счет стабилизации температуры проката на выходе из стана, определяют нижний уровень температуры подката и текущее значение превышения температуры подката над нижиим уровнем, измеряют толщину проката на выходе из стана в точках, соответствующих приложению управляющих воздействий с учетом времени передвижения проката, вычисляют величину коэффициента пропорциональности по Формуле K - -oC-uhV,
где , - начальное значение коэффициента пропорциональности;oL - константа;
tii - отклонение толщины проката
от заданного значения; вычисляют расход хладагента лО по формуле 1л о-к лт
|да-к лт,
где лТ - превышение температуры проката;
изменяют расход хладагента в межклетевых промежутках по истечении интервала времени передвижения подката от зоны измерения температуры до зоны охлаждения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 406581, кл. В 21 В 1/26, 1970.
2. Патент США 3820366, кл. В 21 В 37/10, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Устройство стабилизации толщины полосы на непрерывном широкополосном стане горячей прокатки | 1983 |
|
SU1107918A1 |
| Устройство для стабилизации температуры полосы в чистовой группе стана горячей прокатки | 1979 |
|
SU869892A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2317163C1 |
| Способ холодной прокатки полос на непрерывном стане | 1988 |
|
SU1600870A1 |
| Способ производства рулонного проката из низколегированной стали | 2020 |
|
RU2736468C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2009 |
|
RU2445178C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |