Устройство ДЛЯ заливки расплавленным металлом узких и глубоких щелей между кромками свариваемых деталей, в котором для нагрева кромок используется атомно-водородная дуга, описано в авт. св. № 69243.
Отличительными особенностями предлагаемого устройства являются: применение двух вращающихся на параллельно расположенных осях валиков из огнеупорного керамического материала, между которыми имеется щель для выпуска расплавленного металла; сообщение струе расплавленного металла колебательного движения вдоль щели, обеспечивающего равномерную подачу металла по всей длине щва.
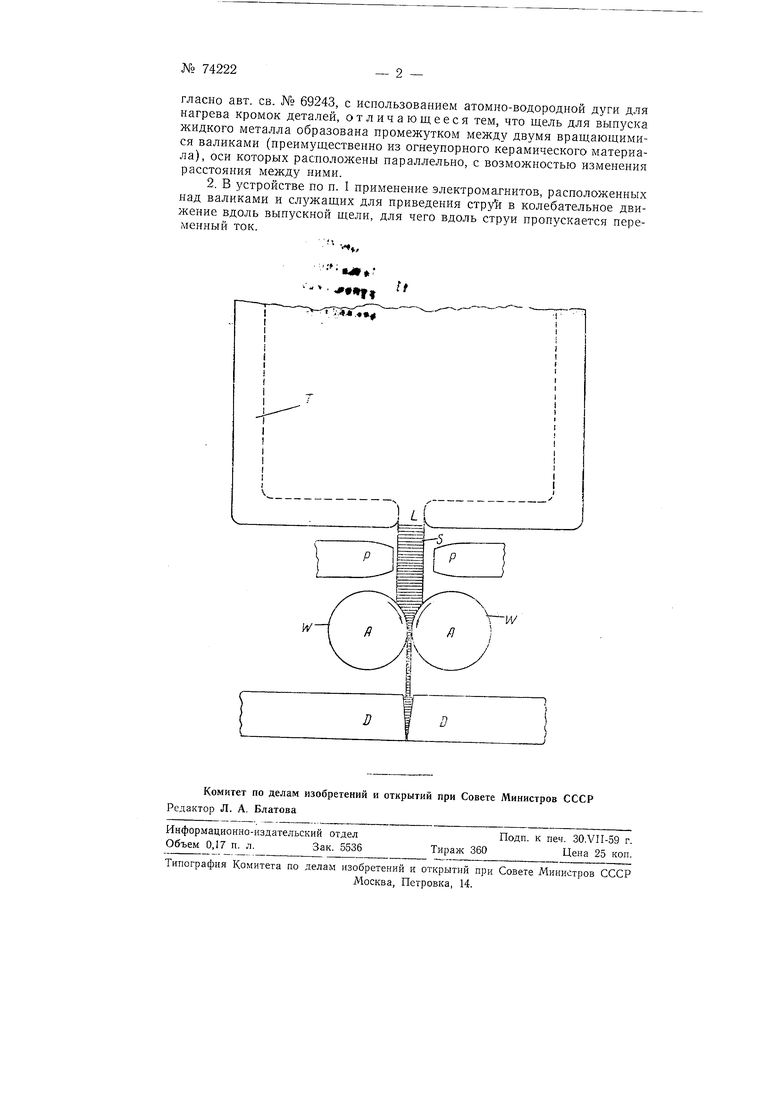
Для сообщения струе металла колебательного движения вдоль нее пропускается переменный ток, а над валиками помещается электромагнит с постоянными полюсами.
На чертеже показана схема предлагаемого устройства, где Т - тигель для плавки металла, L - выпускное отверстие, 5 - струя металла, Р - электромагниты, W - керамические валики, создающие промежуточную щель, А - стальные оси валиков, D - свариваемые детали.
Скорость вращения валиков подбирается равной скорости движения струи металла, что обеспечивает ничтожное и равномерное но всей окружности истирание поверхности валиков.
Расстояние между валиками устанавливается в зависимости от необходимого количества заливаемого металла, определяемого шириной щва.
Предмет изобретения
1. Устройство для заливки жидким металлом узких и глубоких щелей, образованных кромками деталей, подогретыми вольтовой дугой согласно авт. св. № 69243, с использованием атомно-водородной дуги для нагрева кромок деталей, отличающееся тем, что щель для выпуска жидкого металла образована промежутком между двумя вращающимися валиками (преимущественно из огнеупорного керамического материала), оси которых расположены параллельно, с возможностью изменения расстояния между ними.
2. В устройстве по п. 1 применение электромагнитов, расположенных над валиками и служащих для приведения стр/й в колебательное движение вдоль выпускной щели, для чего вдоль струи пропускается переменный ток.
,
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки деталей | 1945 |
|
SU77299A2 |
| Устройство для автоматического регулирования натяжения кварцевых или стеклянных нитей при намотке бандажей | 1948 |
|
SU81862A1 |
| Устройство для автоматического выключения многофазного двигателя при обрыве в одной фазе | 1935 |
|
SU48733A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| Устройство для автоматической сварки с колебаниями электрода | 1980 |
|
SU925577A1 |
| Способ электрошлаковой сварки в нижнем положении | 1991 |
|
SU1816251A3 |
| ПЛАВКИЙ ПРЕДОХРАНИТЕЛЬ | 1938 |
|
SU60335A1 |
| ПОДОВЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1993 |
|
RU2061943C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |