1
Изобретение относится к трубопрокатной промышленности, а именно к усовершенствованию конструкции инструмента, в частности дорна (оправки), для горячей пилигримовой прокатки труб.
Известны дорны (оправки) для пилигримовой прокатки труб, имеюодие переменную конусность по длине и участок большей конусности в хвостовой части.
Такие дорны (оправки) применяют для холодной пилигримовой прокатки труб и не позволяют получать разнотолшинную заготовку с утоненной стенкой на заднем конце для последуюшего редуцирования. При прокатке труб на редукционном стане с натяжением концы их получаются с более толстой стенкой, выходяшей за пределы допуска, и обрезаются.
Отходы составляют 10-20%, что приводит к увеличению расходного коэффициента металла.
Цель изобретения - создать дорн, конструкция которого позволит получить горячей пилигримовой прокаткой разнотолшинные по длине заготовки с утоненной стенкой на заднем конце, что при последующем редуцировании с натяжением даст возможность получить толшину стенки заднего конца, равной средней части трубы.
Это достигается тем, что участок большей конусности у настоящего дорна выполнен длиной, равной сумме длин пильгерной головки и утолщенного конца трубы, получаемого при последующем редуцировании с натяжением, при этом длина участка большей конусности соответствует 0,2-0,5 общей длины дорна.
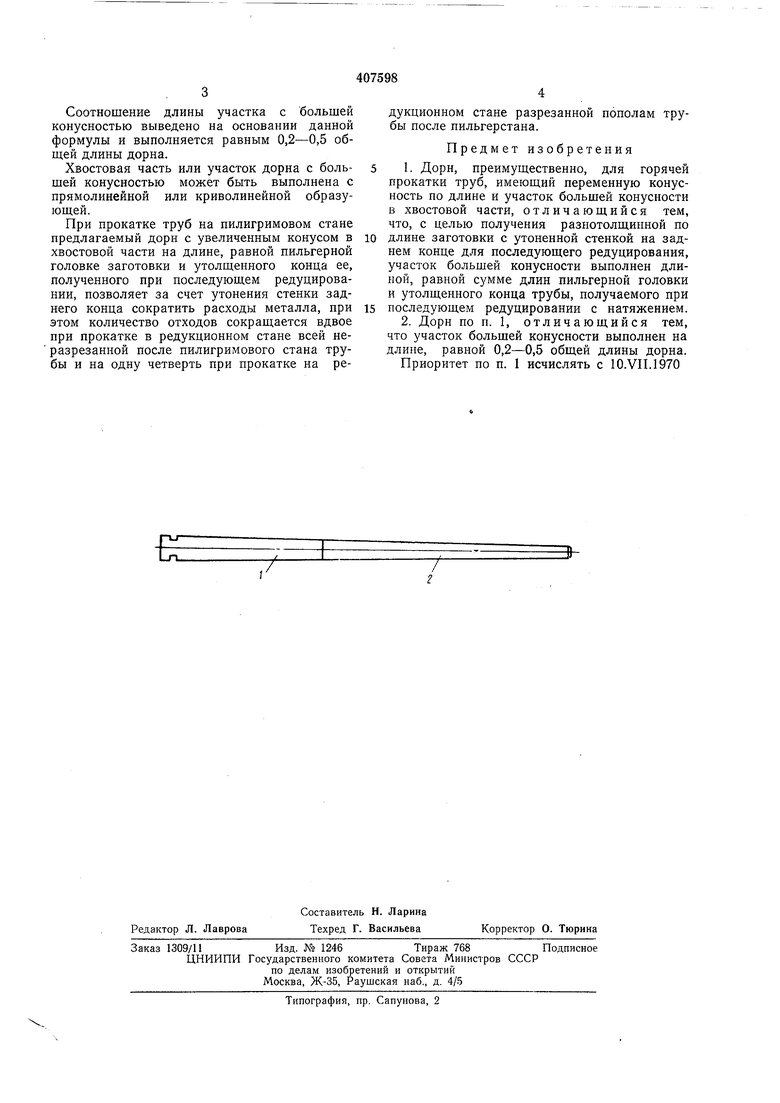
На чертеже изображен предлагаемый дорн, общий вид.
Предлагаемый дорн имеет переменную конусность по длине. Хвостовой участок 1 дорна выполнен с большим углом конусности, чем на основном участке 2. Длина участка 1 равна сумме длины пильгерной головки и длины утолщенного конца трубы (на чертеже не указаны), получаемого при последующем редуцировании с натяжением, и определяется по формуле:
/ т 1
/.л:,, -Ln,+- ,
где LXI - длина хвостовой части дорна;
Ь„ - длина пильгерной головки;
LOS - длина заднего утолщенного конца трубы, получаемого при редуцировании с натяжением;
р. - коэффициент вытяжки при редуцировании.
Соотношение длины участка с большей конусностью выведено на основании данной формулы и выполняется равным 0,2-0,5 общей длины дерна.
Хвостовая часть или участок дерна с большей конусностью может быть выполнена с прямолинейной или криволинейной образующей.
При прокатке труб на пилигримовом стане предлагаемый дорн с увеличенным конусом в хвостовой части на длине, равной пильгерной головке заготовки и утолщенного конца ее, полученного при последующем редуцировании, позволяет за счет утонения стенки заднего конца сократить расходы металла, при этом количество отходов сокращается вдвое при прокатке в редукционном стане всей неразрезанной после пилигримового стана трубы и на одну четверть при прокатке на редукционном стане разрезанной пополам трубы после пильгерстана.
Предмет изобретения
1. Дорн, преимущественно, для горячей прокатки труб, имеющий переменную конусность по длине и участок большей конусности в хвостовой части, отличающийся тем, что, с целью получения разнотолщинной по
длине заготовки с утоненной стенкой на заднем конце для последующего редуцирования, участок большей конусности выполнен длиной, равной сумме длин пильгерной головки и утолщенного конца трубы, получаемого при
последующем редуцировании с натяжением.
2. Дорн по п. 1, отличающийся тем,
что участок большей конусности выполнен на
длине, равной 0,2-0,5 общей длины дорна.
Приоритет по п. 1 исчислять с 10.УП.1970
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТОЛСТОСТЕННЫХ ТРУБ РАЗМЕРОМ 465×75 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ТЕПЛОВЫХ УГОЛЬНЫХ БЛОКОВ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2386502C2 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Заготовка для редуцирования труб с натяжением | 1978 |
|
SU743731A1 |
| Способ непрерывной прокатки труб | 1976 |
|
SU597446A2 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2013 |
|
RU2542135C2 |
| Способ поперечно-винтового элонгирования | 1981 |
|
SU997867A1 |
| Способ изготовления труб | 2018 |
|
RU2677404C1 |
Т
