1
Изобретение относится к области лнтейного производства, в частности к технологии центробежного лнтья биметаллических труб II заготовок из черных н цветных металлов.5
Известны способы центробежного .пггья биметал.шческих труб н заготовок с нсиользоваиием флюса в виде легкоилавкой или экзотермической флюсообразующей смеси, который дозируют на струю металла ю ири заливке в изложницу центробежной машины.
Наиболее близок к предлагаемому способ, в котором заливку металла первого слоя биметаллической заготовки ,ест- is вляют с подачей флюса иа его струю, а металл второго слоя заготовки заливают с противоположного торца после охлаждения металла первого слоя ниже темиературы солидус иа 50-350°С 1. По этому 20 сиособу не иредставляется возможным регулировать при формировании отливки физико-химические и эксилуатациоииые характеристики металла рабочего слоя биметаллической заготовки.25
Цель изобретеиия-создаиие способа, обеспечивающего возможность получать заданные нрочиостные и эксплуатациоиные свойства (нанример, твердость, износостойкость и другие) рабочего слоя бн.четаллн- 30
2
ческой трубы или заготовки в ироцессе ее формирования непосредственно в изложнице.
Постав.1енпая цс.чь достигается тем, что нри заливке рабочего слоя бнметаллнчеС1 ой трубы НЛП заготовки иа cTjiyio мета.ь .ia нсчтосредственио во враи1,аемую форм) дозируют легирующую и|1исадку требуемого состава в количестве 0.1 -1,5 . % за.:1иваемого мета.чла рабочего слоя.
Легкоплавкую (экзотермическую) флюсообразующую СУ :ь н легирующую нрисадку загружаю в дозаторы. Дозатор с флюсообразуюиге смесью устаиавлнвают над желобом для заливки металла первого слоя, а дозатор с легирующей присадкой над желобом для заливки металла второго (рабочего) слоя. Составляющие легкоилавкой (экзотермической) смеси н легирующую нрисадку перед загрузкой в дозаторы нроеушивают для удаления влаги, а ec.iii необходимо, то измельчают до требуемой фракции.
Во вре.мя заливки мета.лла первого (нерабочего) слоя биметаллическоГ заготовки в форму (изложницу) иа струю метал.ча дозируют флюсооб|1азуюи1,у1О смесь. Ле1 коилавкая смесь расплавляется за счет теила расплавленного металла, а экзотермическая смесь сгорает в результате взаимодействня горючих компонентов с окислителями. В первом и втором случае образуется жидкий шлак, состав которого определяется составом легкоплавкой (экзотерм11чеекой) смеси. Жидкий шлак зффективио рафииирует металл от вредных иримесей неносредетвеиао в форме н запишдает виутреппюю поверхность первого с/юя биметаллической отливки от окисления, что обеспечивает качественную свариваемость разнородных слоев.
Через оиределенное время, необходимое для затвердевания и охлаждения иервого слоя металла до требуемой темг ературы, заливают металл второго (рабочего) слоя бнмета;1;п ческой заготовкн. Одновременно с началом заливки этого металла включают дозатор для подачи легирующей ирисадки иа его струю. Дозировапне ле1-нруюгцей ирисадки производится в течеиие всего времеии заливки металла в изложннпу. Ле1ируюш,пе комионеиты тп-1,ательио смешиваются и равномерно расиределяются в металле рабочего .с.юя, обеспечивая иолучепие требуемых (заданиых) свойств литого металла.
Для получения цептробежиолитых биметаллических труб и заготовок с НЗИОСОСТО)ким рабочил- слоем в качестве .легируюшей и)иеад1 н могут быть исиользоваиы ферробор, тугонлавкне соединения тина карбидов, нитридов, боридов, а также легковосстаиавливаемые окислы легируюш,их элементов, наиример бориый ангидрид (В20з). Колнчество вводимых легируюшнх присадок зависнт от требоваиий, предъявляеTvibix к металлу рабочего слоя биметаллических труб и заготовок.
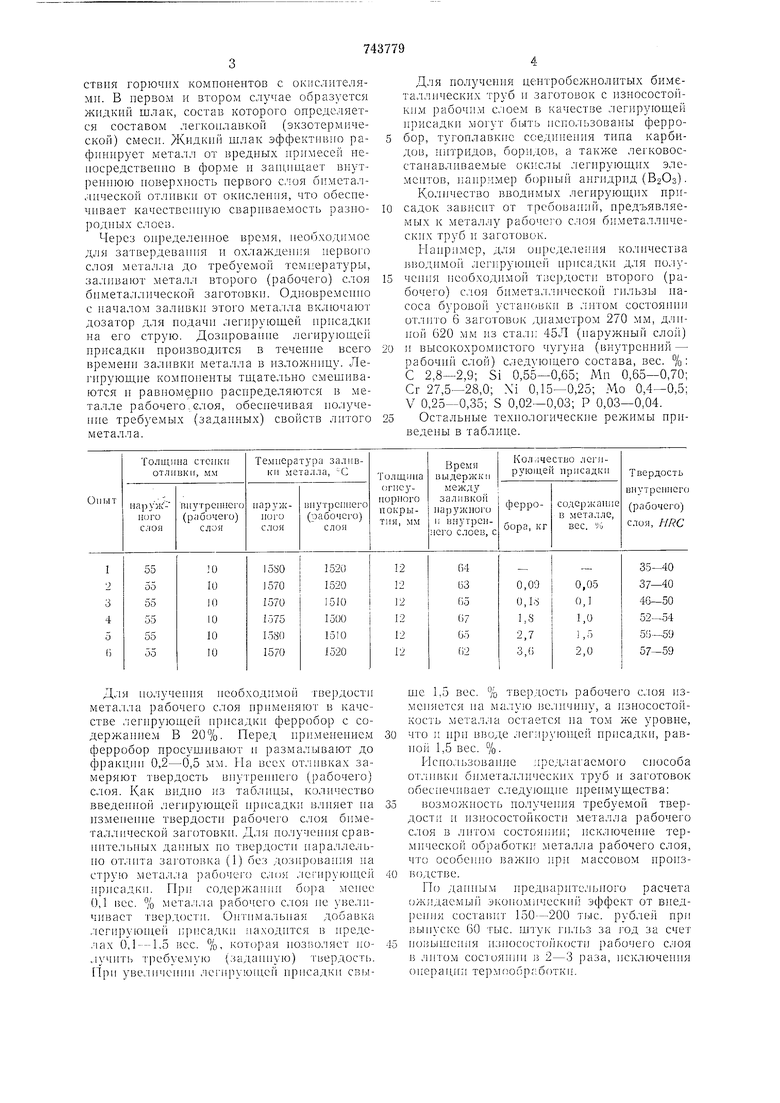
Наиример, для оиреде.ления количества ВВОДИМО легируюп1ей прнсадки для получепня необходимой )дости второго (рабочего) с.юя бимета,т.лнческоГ1 гнльзы паСОСа бурОВО уСТаНСВКИ в .ЧНТОМ СОСТОЯ1ПП1
ОТЛ1Г1-0 6 заготовок д аметром 270 мм, длиной 620 мм из стали 45Л (иаружпый сло1)
и высокохромнстого чу)Лиа (внутренний - рабочпй елой) следуюигего состава, вес. %: С 2,8-2,9; Si 0,55--0,65; Мп 0,65-0,70: Сг 27,5-28,0; Xi 0,15-0,25; Mo 0,4-0,5: V 0,25-0,35; S 0,02-0,03; Р 0,03-0,04.
Остальные техиологичеекие режимы приведепы в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ЧУГУННЫХ ЗАГОТОВОК | 1998 |
|
RU2117548C1 |
| Способ центробежного литья биметаллических заготовок под шлаком | 1974 |
|
SU469531A1 |
| Способ центробежного литья жидким флюсом | 1973 |
|
SU445514A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2067914C1 |
| Способ центробежной отливки крупногабаритных заготовок | 1978 |
|
SU685423A1 |
| Способ центробежного литья | 1978 |
|
SU789223A1 |
| Способ центробежного литья двухслойных валков | 1980 |
|
SU908497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2017 |
|
RU2665862C1 |
| Способ центробежного литья биметаллических заготовок | 1984 |
|
SU1156836A1 |
| Способ центробежного литья беметаллических заготовок | 1976 |
|
SU608602A1 |
Д;1Я по.чучеппя иеобходимой твердости мета.л.ла рабочего с,:1оя прнмеиякгг в 1 ачестве легируюшей присадки ферробор с еодержаппем В 20%. Перед применепием ферробор просушивают и размалывают до фракц1Н1 0,2-0,5 мм. На всех от.чивках замеряют твердость впутреииего (рабочего) слоя. Как видно из таблнны, количество введеииой .чегпруюшей прпсадкн влияет па нзмеиенпе твердостп рабочего слоя бнметаллической заготовкн. Д.ля получения сравпптельпых ио твердостн нараллельно от.лнта за1олч)вка (1) без дозирования иа струю металла рабочего ел ом .легирукицей ирисадки. П)и содержании 6(i)a менее 0,1 вес. % мета.л.ла рабочего с.лоя не уве.личивает твердости. Онтнма.льиая добавка легируюи1ей присадки находится в иреде.лах 0,1 - 1.5 вес. %, которая иозволяст jioлучить требуемую () твердость. При увелнченнн легируюнгей ирнсадкн свыше 1,5 вес. -/о твердослЛ) рабочего слоя изменяется на малую ве.лнчину, а износостойкость металла ослается на том же уровне, что н ирн вводе легируюнгей присадки, равиой 1,5 вес. %.
Исиользоваиие л|)едлагаемого сиособа ол-л1н 11 би.металлическнх труб и заготовок обесиечивает следу ошие иреимуш,ества:
возможиость получения требуемой твердости и износостойкости металла рабочего слоя в литом состоящей; исключение тер.мической обработки металла рабочего слоя, что особенио важио ири массовом ироизводстве.
По даииым иредварителыюго расчета ожидаемый экономически эффект от внед) соста1иг т)с. руб.лей ир i; j iycKe 60 лыс. Л,льз за од за счет из осостойкост рабочего слоя
в СОСТОЯ И 3 2 - 3 раЗа,
термпобр;:ботк 1.
Формула изобретения
Способ центробежного литья биметаллических труб и заготовок под флюсом, включающий последовательную заливку различных металлов с дозировкой флюса иепосредствеино в изложницу прн залнвке металла первого слоя, отличающийся тем, что, с целью обеспечения заданных ирочностних и экснлуатацнонных свойств
рабочего слоя биметаллической заготовки, в процессе заливки металла рабочего слоя непосредственно во вращаемую форму вводят легирующне присадки в количестве 0,1 -1,5 вес. % заливаемого металла.
Источники информации, принятые во внимание ири экспертизе 1. Авторское свидетельство СССР Ло 556889, В 22 D 13/00, 1976.
