37
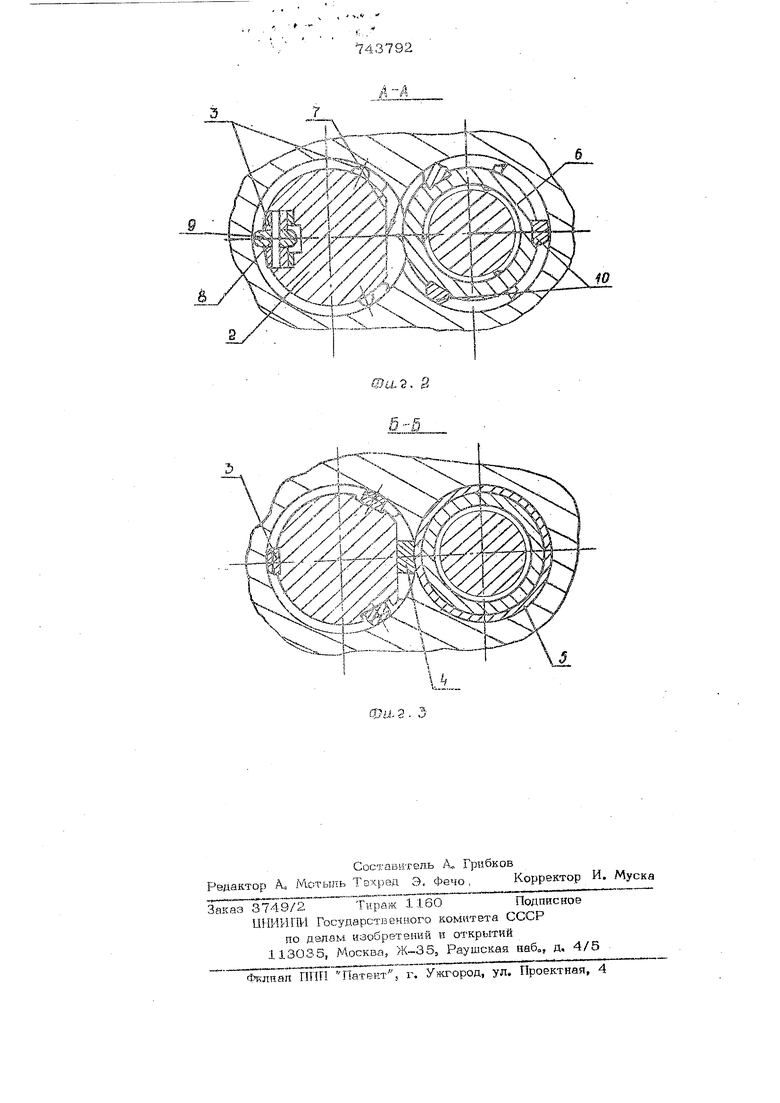
твердосплавных рсликов 8, насажаны на ось 9 и прикреплены через направляющие элементы 3 к цилиндру 2.
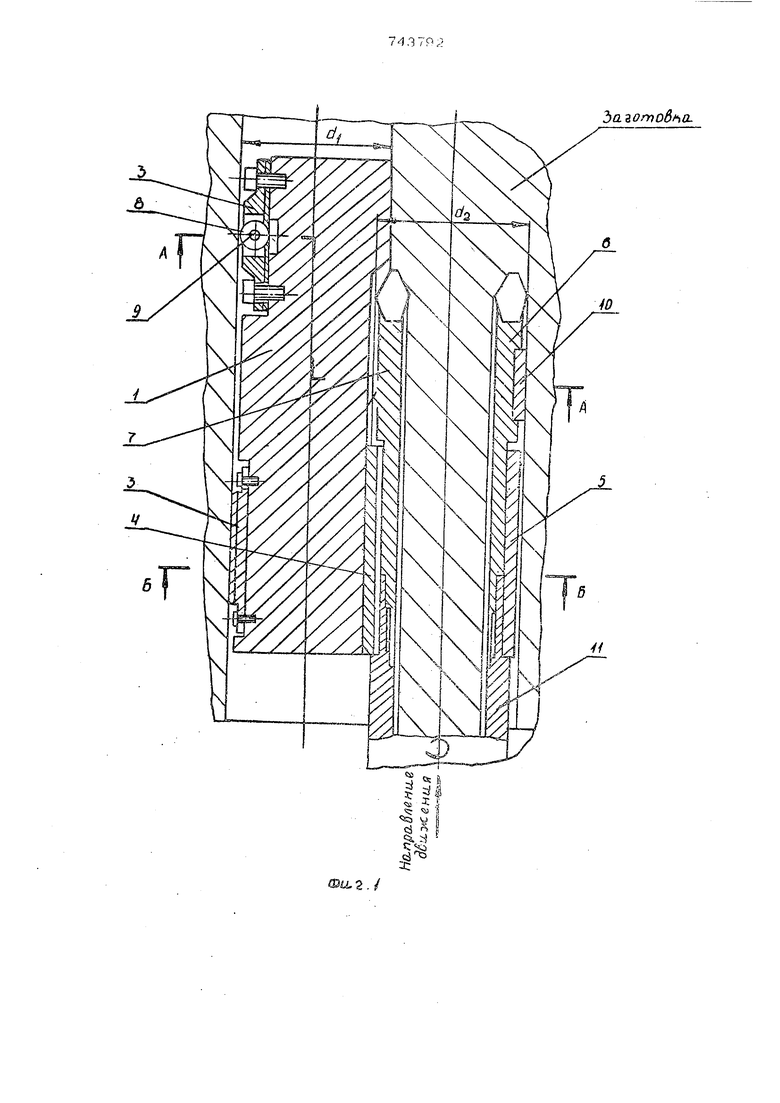
На инструменте 6 установлены расположенные по периметру направляющие элементы 10,. выполненные в виде шпонок, в количестве не менее трех. Приспособление закрепляется на борштанге 11.
Приспособление работаетследующим образом.
Собранное приспособление закрепляется на борштанге 11, например, сверлильного станка. Движением борштанги 11 приспособление вводится в заранее выпол ненное отверстие диаметром с/у обрабатьшаемой детали до тех пор, пока за вошедшей частью цилиндра 2 не войдут ролики 8. За счет длины цилиндрической части, которая выполнена не менее О,8 диаметра фиксатора 1 и количества роликов 8, не менее трех, обеспечивается «есткая фиксация инструмента 6 относительно его оси. Затем включается подача приспособления в рабочем направлении и вращение инструмента б, связанного с борштангой 11. При этом инструмент 6 совместно с фиксатором 1 производит кольцевое высверливание второго отверстия диаметром С/о , перекрывак шего отверстия диаметром с/ . Направляющие элементы Ю, скользя по образующей, создают дополнительную фиксацию положения инструмента 6 относительно оси вращения.
При продолжении подачи приспосозпе- ния в отверстие диаметром / входит со скольжением второй ряд направляющих 3, которые обеспечивают фиксацию инструмента -6 при выходе нз противопо-локного торца заготовки роликов 8
За счет того, что инструмент, 6 и фиксатор 1 связаны перемычкой 4, п
37924
процессе обработки обеспечиваются заданные пара шепьность и взаимное расположение осей отверстий.
Производительность обработки повыJ шается в 2-3 раза, точность отклонения осей двух oтвefк;тий - в пределах 0,1мм на погонный метр длины детали.
Расход дорогостоящего инструмента уменьшается в 1,5 раза. 10
Формула изобрет
е н и я
1. Приспособление для получения параллельных отверстий без перемычки, содержащее инструмент, борштангу и фиксатор положения инструмента, связанный с корпусом борштанги, о т л ичающееся тем, что, с целью расширения технологических возможностей, фиксатор, выполнен в виде цилиндра с выемкой, предназначенной для размещения инструмента, и с направляющими
элементами, не менее трех, расположенных по обе стороны от выемки по пери метру цилиндра.
2, Приспособление по п. 1, о т л ичающееся тем, что, с целью
исключения перекоса инструмента, выемка отстоит из торца фиксатора со стороны режущей части инструмента на расстоянии не менее 0,8 от диаметра фиксатора,
3, Приспособление по пп, 1 и 2,
отличающееся тем, что размер смещения выемки равен 0,1-0,5 от диаметра инструмента.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 327007, кл. В 23 в 49/О2, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки глубоких отверстий | 1990 |
|
SU1726160A1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ПРОВОЛОКИ | 1994 |
|
RU2121430C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Устройство для тренировки | 1990 |
|
SU1747098A1 |
| УСТРОЙСТВО И СИСТЕМА ЭКСТРЕННОГО СПУСКА ИЗ ЗДАНИЯ | 2005 |
|
RU2274481C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2069114C1 |
| Гидрокопировальная борштанга | 1973 |
|
SU749638A1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| ЭЛЕКТРОПРИВОД ДЛЯ РОЛИКОВОЙ ДОСКИ И ЭЛЕКТРОЛОНГБОРД | 2017 |
|
RU2689046C2 |
| КРЕСЛО ЛЕТНОГО ЭКИПАЖА (ВАРИАНТЫ) | 2014 |
|
RU2620443C2 |