Изобретение относится к области машиностроения и может быть использовано для соединения элементов сборных изделий, включающих конструкционную часть и антифрикционный элемент, а также при изготовлении биметаллических деталей, имеющих поверхности трения.
Известен способ изготовления биметаллических деталей, имеющих поверхности трения, путем установки антифрикционного элемента в конструкционную часть и соедирюния их 1.
Недостатком этого способа является трудоемкость точного изготовления элементов соединения, а также невозможность получения прочных биметаллических деталей, что снижает их надежность и работоспособность.
Целью изобретения является упрощение технологии и уменьшение трудоемкости изготовления элементов, повышение надежности и работоспособности деталей.
Указанная цель достигается тем, что в качестве антифрикционного элемента берут износостойкий материал, например латунь марки ЛМцСКА 58-2-2-1-1, а соединение осуществляют путем объемной деформации его в режиме сверхпластичности непосредственно в гнездах конструкционной части,
сохраняя исходную твердость конструкционной части.
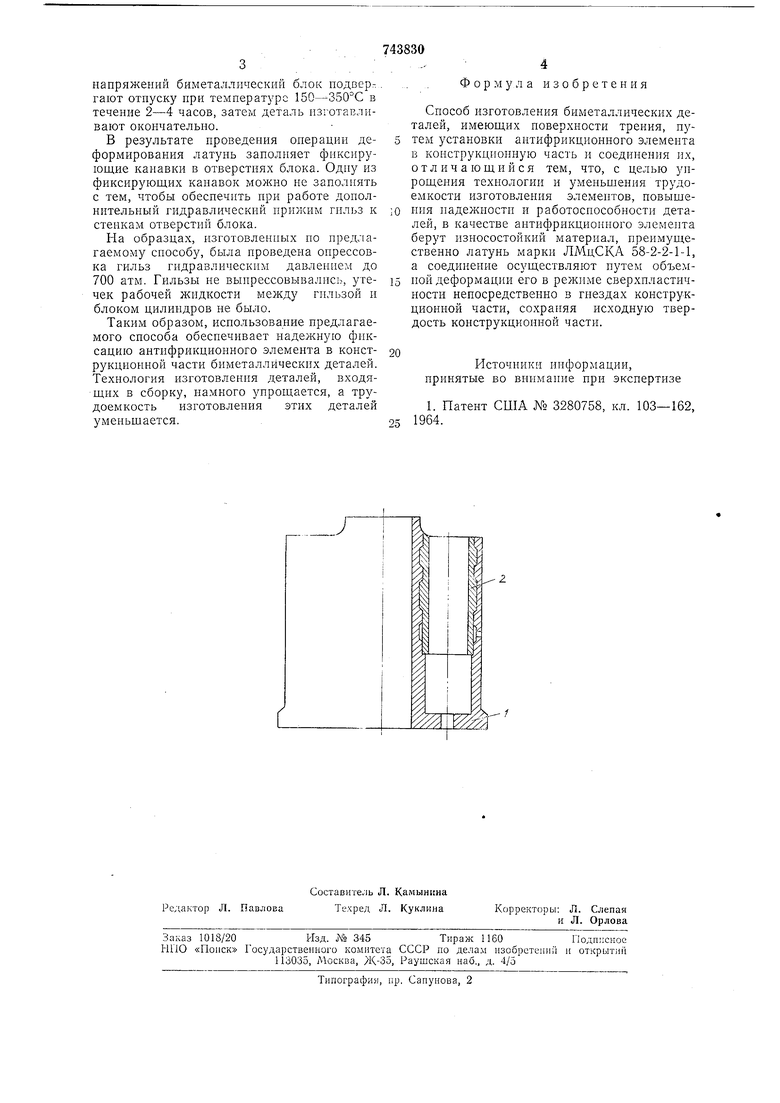
На чертеже схематично изображен биметаллический блок цилиндров аксиально5 поршневых гидромашин.
Биметаллический блок цилиндров аксиально-поршневых гидромашин, имеет несколько поршневых отверстий и состоит из конструкционной части 1, изготавливаемой
10 из стали марки Х12Ф1 с твердостью HRC 56-62, и антифрикционного элемента 2, изготавливаемого из латуни марки ЛМцСКА 58-2-2-1-1. В блоках цилиндров отверстия изготавли 5 вают путем сверления на необходимую глубину сверлом номинального диаметра. В отверстиях растачивают фиксирующие канавки, диаметр которых на 1,0-1,5 мм больше диаметра отверстия.
20 В подготовленные отверстия блоков помещают предварительно закаленные заготовки из латуни марки ЛМцСКА 58-2-2-1-1. Блок цилиндров вместе с предварительно закаленными заготовками нагревают до
25 температуры 290-330°С и проводят операцию объемного деформирования одновременно всех латунных заготовок в режиме сверхпластичности специальными пуансонами непосредственно в отверстиях блока.
30 После деформации для снятия внутренних
напряжений биметаллический блок нодсерп. гают отпуску при температуре 150--350°С в течение 2-4 часов, затем деталь изготавливают окоичательно.
В результате проведения операции деформирования латунь заполняет фиксирующие канавки в отверстиях блока. Одну из фиксирующих канавок молсно не заполнять с тем, чтобы обеспечить при работе дополнительный гидравлический прижим гильз к стенкам отверстий блока.
На образцах, изготовленных по предлагаемому способу, была проведена опрессовка гильз гидравлическим давлением до 700 атм. Гильзы не выирессовывалнсь, утечек рабочей жидкости между гильзой и блоком цилиндров не было.
Таким образом, использование предлагаемого способа обеснечивает иадежиую фиксацию антифрикционного элемента в конструкционной части биметаллических деталей. Технология изготовления деталей, входящих в сборку, намного упрощается, а трудоемкость изготовления этих деталей уменьшается.
Формула изобретения
Способ изготовления биметаллических деталей, имеющих поверхности трения, путем установки антифрикционного элемента в конструкционную часть и соединения их, отличающийся тем, что, с целью уирощения технологии и уменьшения трудоемкости изготовления элементов, повышения надежности и работоснособности деталей, в качестве антифрикционного элемента берут износостойкий материал, преимущественно латунь маркн ЛМцСКА 58-2-2-1-1, а соединеиие осуществляют путем объемиой деформации его в режиме сверхиластичности непосредственно в гнездах конструкционной части, сохраняя исходную твердость конструкционной части.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3280758, кл. 103-162, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ БИМЕТАЛЛИЧЕСКИХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2004 |
|
RU2263013C1 |
| Способ термической обработки латуни | 1975 |
|
SU705005A1 |
| Аксиально-поршневая гидромашина | 1977 |
|
SU857536A1 |
| Способ изготовления торцового распределителя | 1989 |
|
SU1645604A1 |
| СПОСОБ ОБРАБОТКИ ГИЛЬЗЫ БЛОКА ЦИЛИНДРОВ С СОЗДАНИЕМ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2013 |
|
RU2570683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ДЛИННОМЕРНОГО ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ ТИПА ТРУБ ИЗ СТАЛИ И БИМЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ УКАЗАННЫМ СПОСОБОМ | 2022 |
|
RU2787873C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ АКСИАЛЬНО-ПОРШНЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2000 |
|
RU2171164C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
