листового стекла и повышение качества изделий.
Достш-ается это тем, что в устройстве для гнутья листового стекла, содержащем нрофилированную выпуклую форму, механизм гнутья, включающий нрижимную раму, выполненную в виде соединенных гибкими лентами двух профилированных иластин, и его иривод, последний выполнен в виде расположенного под формой вала с приводом, соеднненного гибкими органами с краями прижимной рамы.
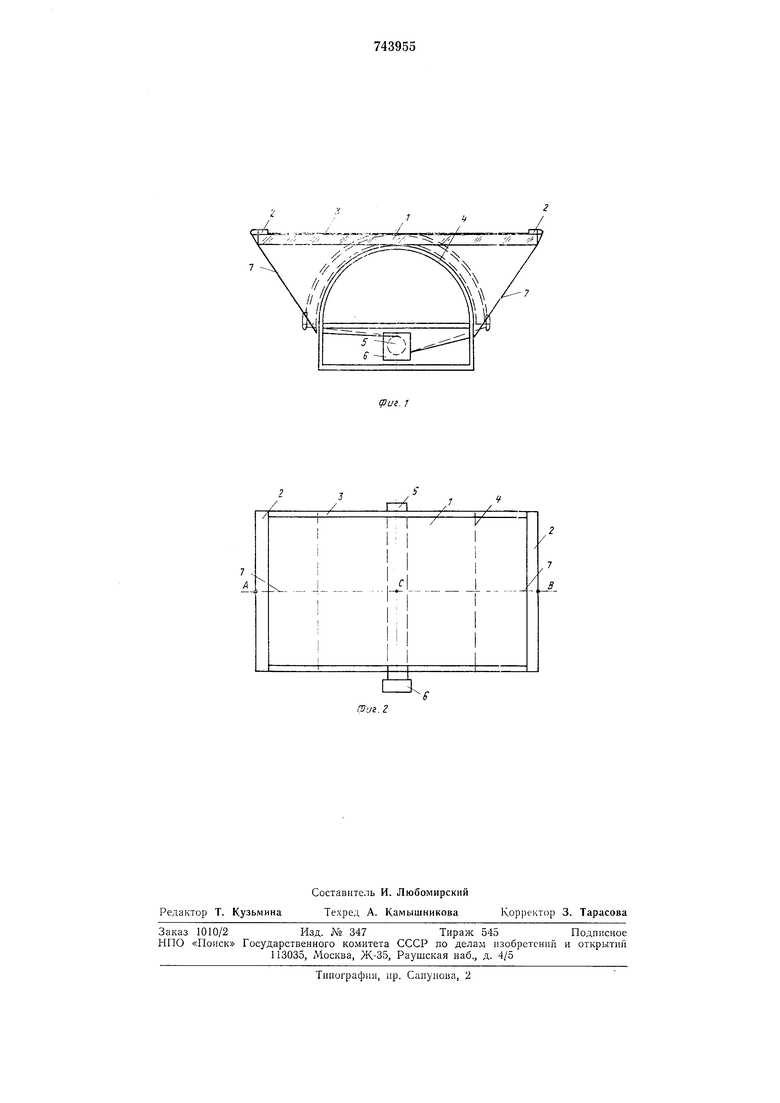
ha фиг. 1 схематически показано устройство, общий вид; на фиг. 2 - нрнжнмиая рама и вал с приводом, вид сверху.
Лист 1 стекла вместе с прпжимпой рамой, состоящей из ирофплироваппых пластин 2, изготовленных, например, из жаропрочной стали толщипой 3-/;0 мм, шпрпной 5- 10U мм и соедииеииых с ними гибких леит 3, изготовленных из никеля толщппой 0,05-il,0 мм, ширппой 5-100 мм, уложены па выпуклую профилированную форму 4, которая устаповлепа па тележке (па фиг. не показано). Устройство предусматривает возможность укладывать на форму несколько листов стекла, наиример четыре. Бал 5, изготовленный из жаропрочной стали диаметром 10-100 мм, нмеющий привод 6 для его вращеппя, расположен иод формой н соединен с профилированными пластинами гпбким тросом /, пзготовлеппым из пнхромовои проволоки в двух точках Л п 13, расположеппых по цеитру иластпп, и в 1очке С вала с прпводом. Предпочтительно соедипять пластины с валом в четырех точках, напрнмер, по краям пластин и в двух точках вала с приводом (па не показаио). Гибкий трос, соединяющий иластнны и вал с приводом в зависимости от радиуса кривизны п стрелы прогиба формы, может проходить через края формы но вырезанным для этой целп отверстпям или иод формой (иа фиг. ие иоказаио). Привод вала механический, ио может быть и ручпым, что необходимо для выбора оптимального режима работы устройства ири переходе к разлпчпым вариантам толщины и количества изгибаемых стекол.
При вращении вала ручным или механическим приводом, наиример по часовой стрелке, гибкий трос накручивается па него и оказывает регулируемое давлеиие на изгибаемый лист стекла через профилироваппые пластины прпжимной рамы. Профилированные пластины прижимают изгибаемый лист стекла к форме вдоль ее образующих, а гибкие лепты прижимают его по торцовым краям формы.
Использование прпжимной рамы с профилироваииыми пластинами п гпбкилш леиichvni позволяет изгибать стекло или иесколько стекол одновременно как с цнлиндрнчсской, так и сложной кривизной по,j ;pxiiocTH. Устройство нозволяет изгибать cieKJia со стрелой прогиба больщей, чем радиус кривизны задаииой формы, что пеоо.5Л1ожпо при использовапин постояппои
нагрузки па стекла. Использоваппе регулируелюго давления позволяет гнуть стекла при те.мпературе нпже температуры размягчения стекла и тем самым получать гпутые стекла с сохраиеппем высокого качества пх
поверхности. Устройство может быть легко ИЗ отовлено п от;1нчается больщоп падежностью в эксплуатации. Пснользова1П1е регулируемого давле1и-1Я на изгибаемый лнст стекла нозволяет увелнчивать его по мере
прилегания стекла к форме и тем самым увеличивать скорость гнутья, значительно новыщая иропзводптельность работы устройства, особенно при нзгибапии круипогаoapiriHbix стекол с малььм радиусом кривизаы 11 БОЛЬШОЙ стрелой прогноа.
Например, изгибание четырех стекол из юлнрованного стекла толщиной 6 мм с ци;ин1дрической кривизной поверхпостп, раднусо.м ЗоО мм, стрелой прогпба ЗоО м.м п
дл11нои образующей м.м нри их одновременном гнутье с помощью опнсываемого устройства осуществляется в течение 4- о iMHii против 1,0-1,2 ч при сгиоаппп с пснользоваппем ностояииого даьлеиия па
cTCK.ia. Стекла, изготовленные с номощью нредлагаемого устройства, отличаются выCOKI-LM качеством поверхпости и больщим соответствием заданному профилю поверхности формы. При этол зазор между гпутымп стеклами пе превышает 0,3 мм.
Формула изобретения
Устройство для гнутья листового стекла, содержащее профилироваипую выпукл ю
фор-У мехаипзм гиутья, включающий ирижпл1иую раму, выполнеппу о в впде соединенпых гпбкпмн лента.мн двух профилированных пластин, и его привод, отличающееся тем, что, с целью повышения пронзводительпости и новыщеиия качества изде,1пй, привод механизма гнутья выполнен в виде расноложеиного под формой вала с прпводом, соеднненного гнбкими органами с краямн нрпжимпой ра.мы.
Источпики информации,
прппятые во вппмание при экспертизе
1.Патепт США № 3682613, кл. 65-289, оиублпк. 1973.
2.Авторское свидетельство СССР ЛЬ 112225, кл. С ОЗВ 23/04, 1957.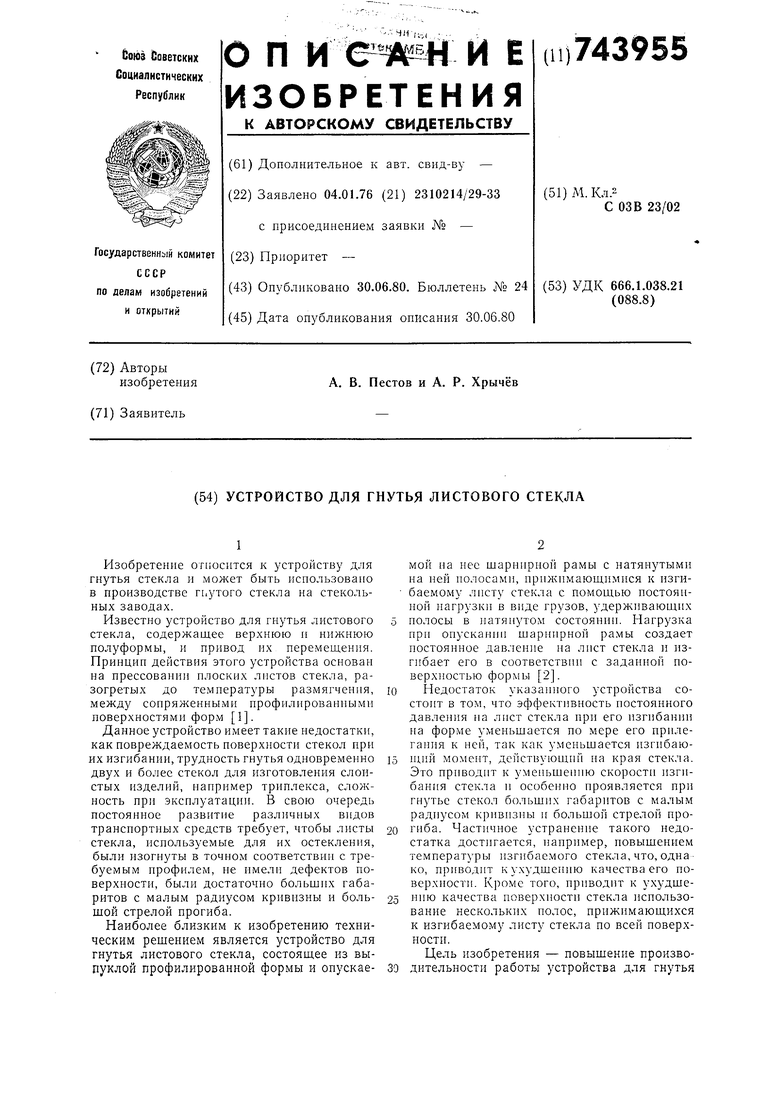

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528345C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2439002C1 |
| Способ переформования листового стекла | 1976 |
|
SU660946A1 |
| Устройство для гнутья листового стекла | 1977 |
|
SU695975A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2012 |
|
RU2490220C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528722C1 |
| Форма для моллирования листового стекла | 1979 |
|
SU903312A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2018 |
|
RU2693802C1 |