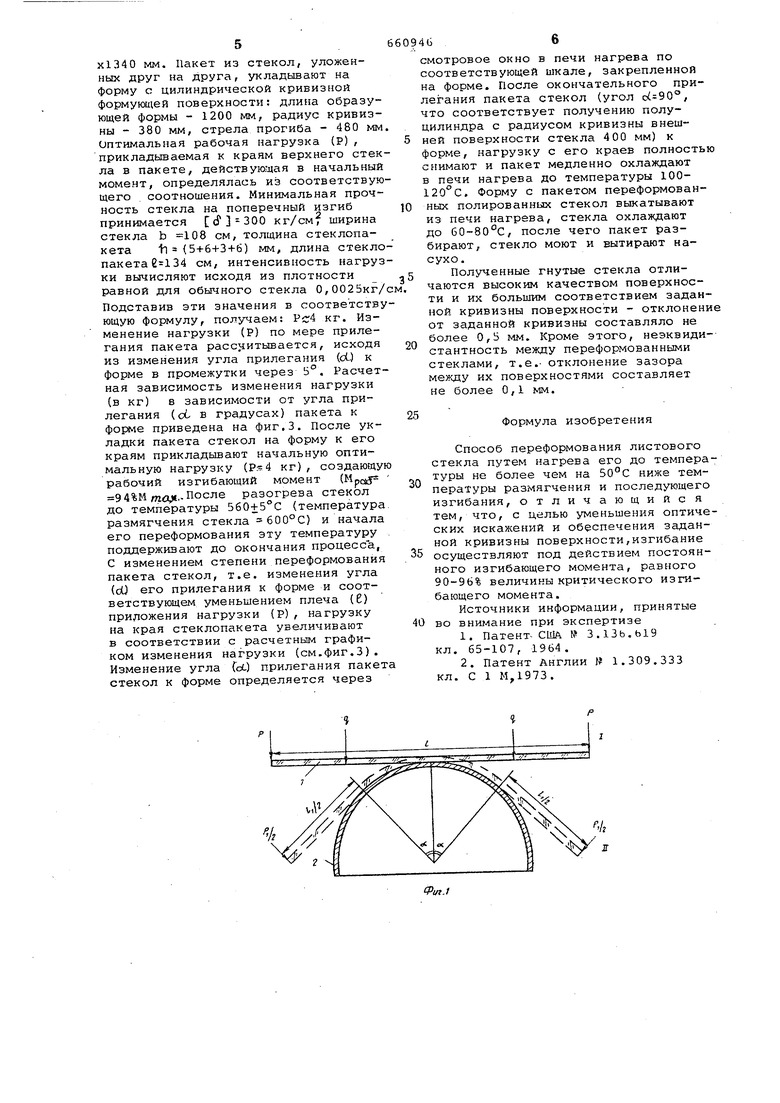
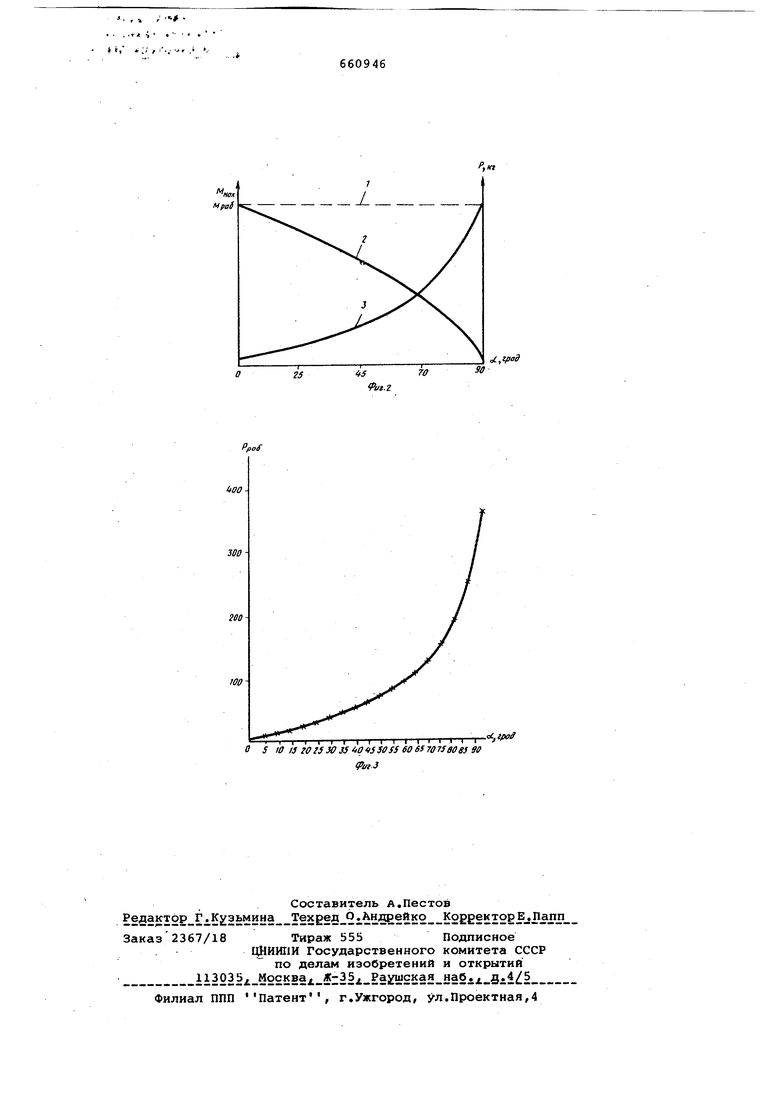
Изобретение может быть использова но в производстве на стекольных заводах, например, для изготовления ветровых стекол автомобилей и других перевозочных средств. Известен способ гнутья листового стекла путем нагрева его на выпуклой форме до температуры размягчения стекла и последующем моллировании с помощью механических усилий, прикладываемых к его краям, таким образом, что УСИЛИЯ возрастают по мере прилегания листового стекла к формую щей поверхности формы l . Наиболее близким к изобретению является способ гнутья листового стекла, включающий нагрев на выпукло форме и последующее его изгибание с помощью механических усилий, прикладьшаемых к его краям. При этом гнутье осуществляют при температурах ниже температуры размягчения стекла 2 . Недостатком известных способов является то, что эти способы не обес печивают высоких оптических и геометрических параметров стекла. Целью изобретения является умень шение оптических искажений и обеспе чение заданной кривизны поверхности Это достигается тем, что в способе переформования листового стекла путем нагрева его до температуры не более чем на . ниже температуры размягчения и последующего изгибания, изгибание осуществляют под действием постоянного изгибающего момента, равного 90-96% величины критического изгибающего момента. Этш-1 способом можно изгибать также несколько ЛИСТОВЫХ стекол, уложенных друг на друга с предварительным нанесением на поверхности, контактирующие между собой, антиадгезионного покрытия, например мелкодисперсную окись магния. На фиг.1 изо.бражена принципиальная схема изменения плеча приложения нагрузки на края листового стекла по мере его переформования; на фиг.2 показан выбор оптимального рабочего изгибающего момента (Mpof) , действующего в процессе переформования (прямая 1), где видно изменение плеча () приложения нагрузки в зависимости от угла (oQ прилегания стекла к форме (кривая II) и соответствующее изменение нагрузки (Р) прилегаемой к стеклу (кривая Ш); на фиг.З изображен график изменения нагрузки (Ppcxf) на края верхнего ст ла в пакете из четырех стекол в за висимости от угла (oQ прилегания е к форме,,рассчитанный через 5 от 0 до 90°. Величина постоянного рабочего и гибающего момента (Mparf)/ создающе ся на листовом стекле 1 на протяже всего процесса переформования, рас считывается, исходя из предварител ного расчета критической величины изгибающего момента (,) , при до тижении которой вероятно разрушени стекла - ШМ11. где максимальный изгибающий момент, прочность стекла на изгиб, кг/см Ъ - ширина листового стекла, см; толщина листового стекла Величина рабочего постоянного изгибающего момента выбирается из соотношения Mpcarf Мша ; Исходя из экспериментальных данных,, оптимальным является соотношение:МрасГ 90 - 96% При расположении листового стек ла 1 на форме 2 на него дейстЕует как распределенная нагрузка ( igf) / обусловленная собственным весом стекла, так и дополнительная сосредоточенная нагрузка (Р), действующая на его края (положение I фиг.1), Изгибающий момент ( ) при этом равен: .. где М pad изгибающий.момент,кг-см рг - интенсивность нагрузки кг.см; g - длина листового стекла Р - нагрузка на края листо го стекла, кг. Нагрузка (Р), прикладываемая к краям изгибаемого листового стекл в начальный момент его расположения на форме, рассчитывается, .исходя из вышеприведенных соотношений po.r--J-g-S В процессе переформования листового стекла и прилегания его к форме 2, плечо (6) приложения как распределенной (g) , так и сосредоточенной (Р) нагрузок уменьшается (положение И фиг.1). Чтобы сохранить Мpod на протяжении всего процесса переформо вания постоянным, необходимо увеличивать сосредоточенную нагрузку (Р по мере уменьшения плеча (t) и увеличения угла прилегания (Л) к форме. Операции совершают в следующем порядке. Располагают листовое стекло 1 на форме 2, в случае гнутья нескольких стекол на поверхности стекол, контактирующие друг с другом, наносят антиадгезионное покрытие, например, окись магния. Прикладывают к краям стекла (в случае гнутья нескольких стекол - к краям верхнего стекла в .пакете) начальную нагрузку (Р), и создают таким образом оптимальный рабочий изгибающий момент (Мpad).Нагревают листовое стекло или пакет из нескольких стекол, лежащих друг на друге до температуры в интервале от температуры размягчения до ниже ее. По мере прилегания стекла к форме (положение П фиг.1 и соответствующего увеличения угла (сС) прилегания, увеличивают сосредоточенную нагрузку (Р) при условии сохранения постоянного изгибающего момента М parf. Способ переформования листового стекла особенно эффективен при изготовлении крупногабаритных стекол с большой стрелой прогиба и малым радиусом кривизны, так как оптимальный выбор нагрузки на края стекол в процессе его переформования с сохранением постоянного оптимального изгибающего момента на стекло обеспечивает ускорение процесса без опасности его разрушения. Кроме того, переформование стекла при температурах ниже температуры размягчения до 50С обеспечивает высокое качество его поверхности и тем самым высокие оптические показатели полученных гнутых стекол. Листовое стекло или пакет из нескольких стекол, полученные по данному способу, отличаются высоким качеством поверхностей, хорошими оптическими показателями -с большим соответствием заданной кривизне поверхности. Пример. г1еобходимо получить пакет из четырех полированных гнуты г стекол с цилиндрической кривизной поверхности с радиусом внешней поверхности стекол: толщина стекла 5 мм - 385 мм, толщина стекол 6 мм - 391 и 400 мм, толщина стекла 3 мм - 394 мм. Размеры стекол: длина образующей - 1080 мм, стрела прогиба - 380 мм. Используют плоские заготовки полированного листового стекла.- Вырезанные и отфацетированные по краю четыре заготовки стекла с нанесенной на их поверхности мелкодисперсной окисью магния собирают в пакет в следующем порядке: нижнее стекло ТОЛЩИНОЙ 5 мм, второе стеклотолщиной 6 мм, третье - 3 мм, верхнее четвертое - 6 мм. Размеры плоских всех четырех заготовок стекла 1080х 5 Х1340 мм. Пакет из стекол, уложенных друг на друга, укладывают на форму с цилиндрической кривизной формующей поверхности: длина образующей формы - 1200 мм, радиус кривизны - 380 мм, стрела прогиба - 480 мм Оптимальная рабочая нагрузка (Р) , прикладьшаемая к краям верхнего стек ла в пакете, действующая в начальный момент, определялась из соответствую щего соотношения. Минимальная прочность стекла на поперечный изгиб принимается cf 3 300 кг/см ширина стекла Ь 108 см, толщина стеклопакета 11 (5+6+3+6) мм, длина стекло пакета см, интенсивность нагруз ки вычисляют исходя из плотности равной для обычного стекла 0,0025кг/ Подставив эти значения в соответству ющую формулу, получаем: Рс4 кг. Изменение нагрузки (Р) по мере прилегания пакета расс}1итьтается, исходя из изменения угла прилегания {cL) к форме в промежутки через S°. Расчет ная зависимость изменения нагрузки (в кг) 8 зависимости от угла прилегания (об в градусах) пакета к форме приведена на фиг.З. После укладки пакета стекол на форму к его краям прикладывают начальную оптимальную нагрузку (Ps4 кг), создающую рабочий изгибающий момент (Mpcjiy 94%М тбу|.-После разогрева стекол до температуры 560+5°С (температура размягчения стекла 600°С) и начала его переформования эту температуру поддерживают до окончания npouecca, С изменением степени перефор лования пакета стекол, т.е. изменения угла (оО его прилегания к форме и соответствующем уменьшением плеча (6) приложения нагрузки (р), нагрузку на края стеклопакета увеличивают в соответствии с расчетным графиком изменения нагрузки (см.фиг.З). Изменение угла fct) прилегания пакета стекол к форме определяется через 46 смотровое окно в печи нагрева по соответствующей шкале, закрепленной на форме. После окончательного прилегания пакета стекол (угол , что соответствует получению полуцилиндра с радиусом кривизны внешней поверхности стекла 400 мм) к форме, нагрузку с его краев полностью снимают и пакет медленно охлаждают в печи нагрева до температуры 100120 С. Форму с пакетом переформованных полированных стекол выкатывают из печи нагрева, стекла охлаждают до GO-80°C, после чего пакет разбирают, стекло моют и вытирают насухо. Полученные гнутые стекла отличаются высоким качеством поверхности и их большим соответствием заданной кривизны поверхности - отклонение от заданной кривизны составляло не более 0,5 мм. Кроме этого, неэквидистантность между переформованными стеклами, т.е.- отклонение зазора между их поверхностями составляет не более 0,1 мм. Формула изобретения Способ переформования листового стекла путем нагрева его до температуры не более чем на 50°С ниже температуры размягчения и последующего изгибания, отличающийс я тем, что, с целью уменьшения оптических искан ений и обеспечения заданной кривизны поверхности,изгибание осуществляют под действием постоянного изгибающего момента, равного 90-96% величины критического изгибающего момента. Источники информации, принятые во внимание при экспертизе 1.Патент- США № ЗЛЗь.Ы9 кл. 65-107, 1964. 2.Патент АНГЛИИ № 1.309.333 кл. С 1 М,1973.
. ,. / М . .r« ,-..
. ;; / . .
660946
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2431613C1 |
| Форма для моллирования листовогоСТЕКлА | 1979 |
|
SU814907A1 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1043120A2 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU996346A2 |
| Устройство для гнутья листового стекла | 1977 |
|
SU695975A1 |
| Устройство для гнутья листового стекла | 1976 |
|
SU743955A1 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU962224A2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| СПОСОБ ФОРМОВАНИЯ УДАРОСТОЙКИХ ПРОЗРАЧНЫХ ПОЛИМЕРНЫХ ЛИСТОВ | 2013 |
|
RU2527463C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
,
Mfal
О2S«J70
IB 13 го IS X 35 q IS SO SS 60 65 70718085 90
,грчЗ
o ipaf Put3
