Изобретение относится к стекольной промышленности и может быть использовано при получении крупногабаритных стеклоизделий с заданной кривизной поверхности, используемых, например, в качестве элементов остекления транспортных средств, в т.ч. авиационного остекления.
Известна форма для моллирования листового стекла (Патент РФ №2515658, МПК С03В 23/023, опубл. 20.05.2014), содержащая основание, установленные на нем опорные стойки, удерживающие формующую раму с заданной кривизной формующей поверхности, причем опорные стойки выполнены в виде двух элементов, расположенных под острым углом относительно друг друга с возможностью коррекции кривизны формующей рамы, при этом форма дополнительно содержит опорные планки, установленные на основании формы параллельно друг другу и расположенные вне пространства формующей рамы.
Недостатком данной формы является невозможность получения заданной геометрии изделия при моллировании крупногабаритных стеклозаготовок в силу недостаточного прилегания стеклозаготовки к форме.
Наиболее близким к предлагаемому изобретению является устройство для моллирования листового стекла (Евразийский патент №007128, МПК С03В 23/03, опубл. 30.06.2006 г. - прототип), включающее раздвижное формующее устройство заданной цилиндрической или конической поверхности и дожимное устройство, состоящее из металлического листа, например стального, толщиной 0,6-0,8 мм. К металлическому листу, оформаченному по размеру заготовки стекла, с помощью шарнирных рычагов с изменяющейся длиной плеча, позволяющей перераспределять вес груза в вертикальном и горизонтальном направлениях, прикреплен груз в виде швеллера, с направляющими отверстиями для предотвращения смещения груза относительно оси формы моллирования. При этом дожимное устройство не имеет постоянной формы и вследствие своей конструкции распределяет равномерно вес груза по всей поверхности дожимного листа, а через него - по всей поверхности стекла или стеклопакета, прижимая его к внутренней поверхности формы моллирования.
Недостатком данного устройства является то, что оно не обеспечивает требуемых точности и усилия прижима листового стекла или пакета листовых стекол в периферийной области к внутренней поверхности раздвижного формующего устройства при гнутье стеклоизделий, имеющих стрелу прогиба большую, чем радиус кривизны. Это приводит к получению бракованных изделий, не удовлетворяющих заданной конфигурации или обладающих дефектами на поверхности.
Задачей изобретения является устранение указанных недостатков и увеличение выхода годных стеклоизделий.
Техническим результатом является обеспечение требуемых точности и усилия прижима листовых стекол в периферийной области формующего устройства.
Технический результат достигается тем, что устройство для гнутья листового стекла включает раздвижное формующее устройство и дожимное устройство, содержащее балку, на которой подвижно закреплены рычаги с подвижно закрепленным на них дожимным листом. При этом дожимное устройство дополнительно содержит толкатели, раму, дожимные рычаги, профилированные пластины, а также механизм вертикального перемещения дожимного устройства. Дожимные рычаги соединены с толкателями и подвижно закреплены на раме, рама жестко соединена с балкой, балка выполнена с направляющими для вертикального перемещения толкателей, профилированные пластины подвижно закреплены на дожимных рычагах, раздвижное формующее устройство выполнено с направляющими для вертикального перемещения балки, а механизм вертикального перемещения дожимного устройства соединен с балкой посредством узлов крепления.
Существует вариант, в котором дожимной лист выполнен из металла и имеет толщину 0,5-1,5 мм.
Существует вариант, в котором механизм вертикального перемещения дожимного устройства выполнен в виде лебедки с тросом.
Существует вариант, в котором рычаги подвижно закреплены на балке при помощи кронштейнов.
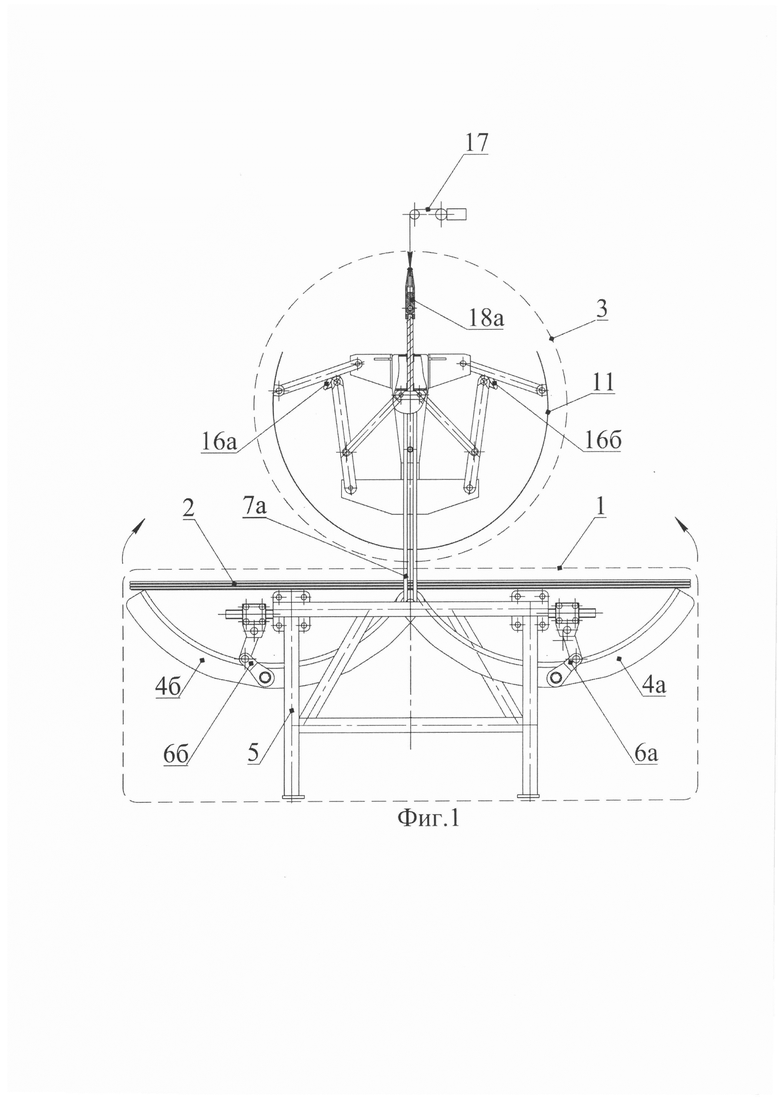
На фиг. 1 изображены устройство для гнутья листового стекла и пакет листовых стекол на начальном этапе технологического процесса (вид спереди).
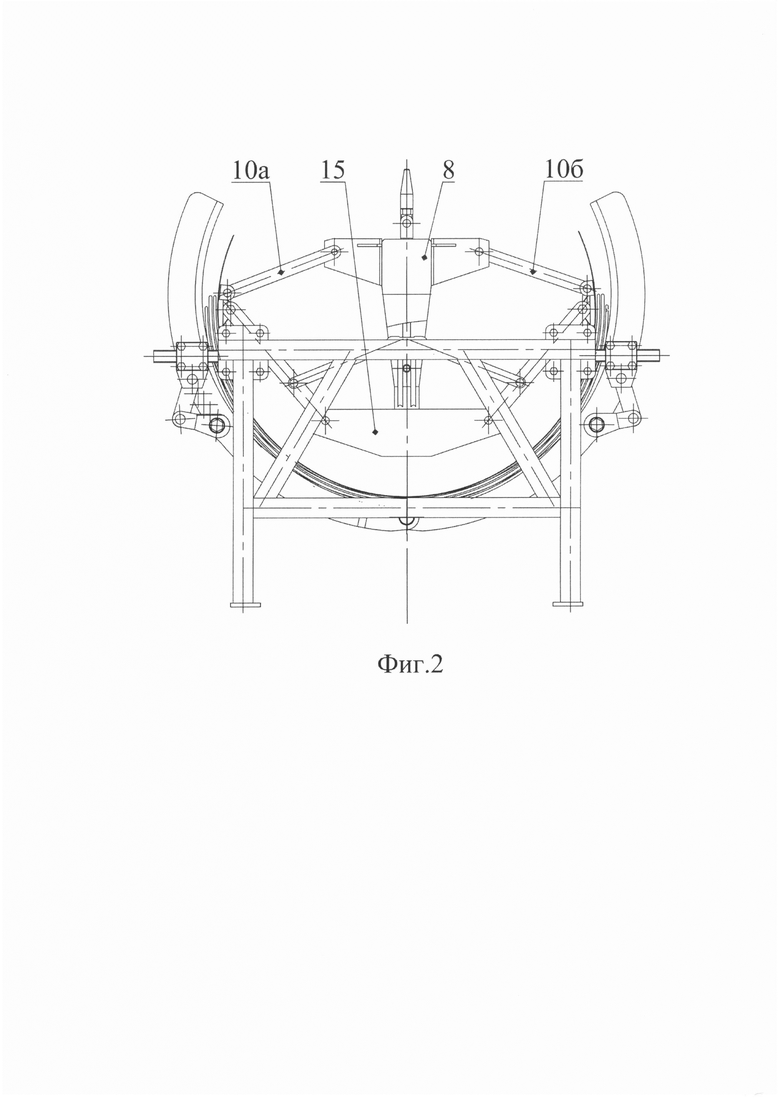
На фиг. 2 изображены устройство для гнутья листового стекла и пакет листовых стекол на завершающем этапе технологического процесса (вид спереди).
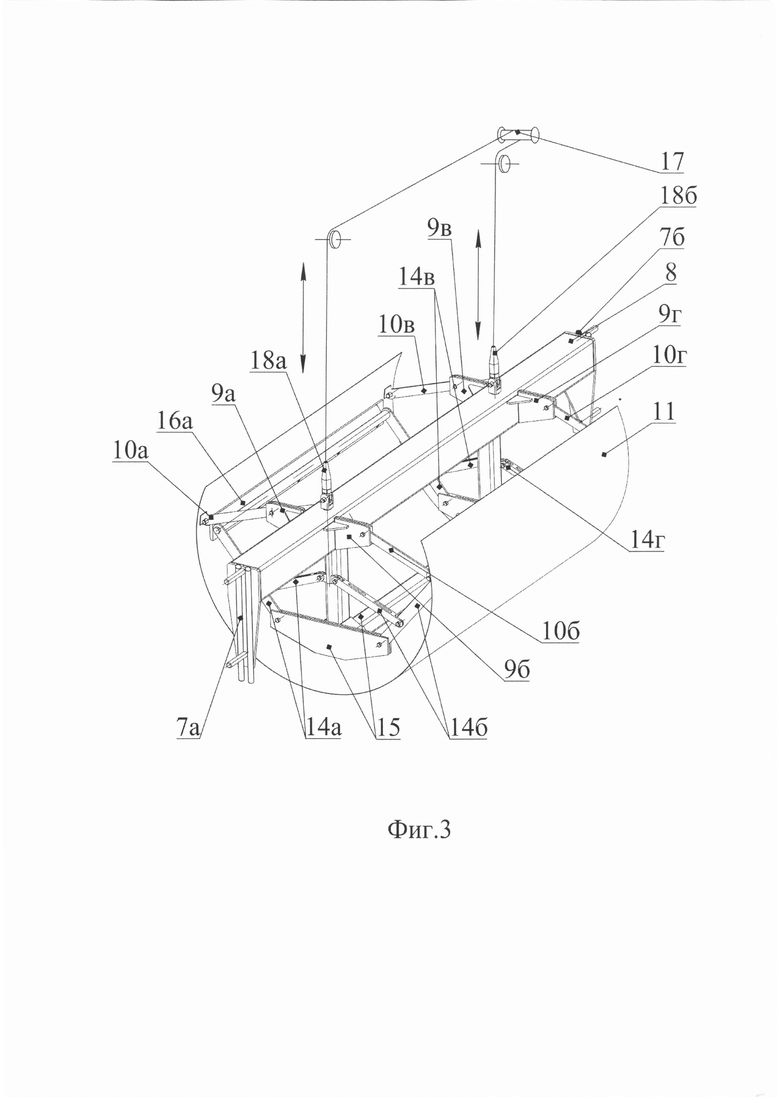
На фиг. 3 изображено дожимное устройство (вид сбоку).
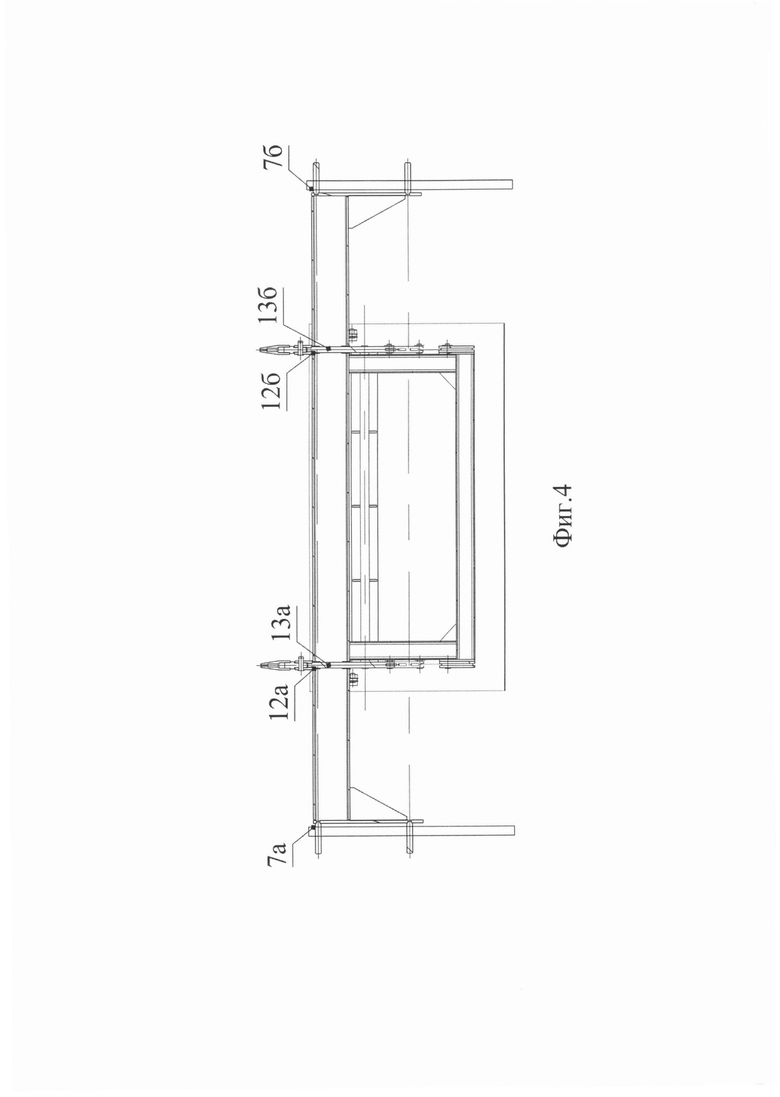
На фиг. 4 изображено дожимное устройство (продольное сечение).
Устройство для гнутья листового (фиг. 1) стекла включает раздвижное формующее устройство 1 с уложенным на него пакетом листовых стекол 2 и дожимное устройство 3. Раздвижное формующее устройство 1 состоит из двух полуформ 4а, 4б, рамы 5 с закрепленными на ней рычажными механизмами 6а, 6б, а также направляющих 7а, 7б.
Дожимное устройство (фиг. 1-4) содержит балку 8 с возможностью вертикального перемещения по направляющим 7а, 7б, на которой, в частности, при помощи кронштейнов 9а-9г подвижно закреплены рычаги 10а-10г. Дожимной лист 11 подвижно закреплен на рычагах 10а-10г. Балка 8 выполнена с направляющими 12а, 12б для вертикального перемещения толкателей 13а, 13б. Дожимные рычаги 14а-14г соединены с толкателями 13а, 13б и подвижно закреплены на раме 15. Рама 15 жестко соединена с балкой 8. Профилированные пластины 16а, 16б подвижно закреплены на дожимных рычагах 14а-14г.
Механизм вертикального перемещения дожимного устройства 17 соединен с балкой 8 посредством узлов крепления 18а, 186 и может быть выполнен в виде лебедки с тросом.
Устройство действует следующим образом.
В начальном положении раздвижное формующее устройство 1 располагается в печи. Над ним подвешено на тросах дожимное устройство 3. Центрирование относительно друг друга осуществляется с помощью направляющих 7а, 7б. На раскрытых полу формах 4а, 4б располагается пакет листовых стекол 2, удерживающий их в раскрытом состоянии.
В процессе нагрева пакет листовых стекол 2 размягчается и под действием силы тяжести рычажные механизмы 6а, 6б постепенно закрывают полуформы 4а, 4б.
Одновременно происходит движение вниз дожимного устройства 3 с помощью механизма его вертикального перемещения. В частном случае исполнения балка 8 перемещается по направляющим 7а, 7б вниз посредством разматывания троса лебедки.
Когда нижняя точка дожимного устройства 3 достигнет поверхности предварительно сформованного пакета листовых стекол 2, начинается процесс дожима.
Дожимные рычаги 14а-14г находятся в поджатом положении. Толкатели 13а, 13б вертикально перемещаются вниз по направляющим 12а, 12б и приводят в действие дожимные рычаги 14а-14г, постепенно прижимающие к листу профилированные пластины 16а, 16б, которые через дожимной лист 11 воздействуют на пакет листовых стекол 2.
Конструкция устройства для гнутья листового стекла позволяет распределять вес дожимного устройства на силы, действующие в горизонтальном и вертикальном направлении.
Использование в дожимном устройстве дожимных рычагов, жестко соединенных с толкателями и подвижно закрепленных на раме, жестко соединенной с балкой, выполненной с направляющими для вертикального перемещения толкателей, а также профилированных пластин, подвижно закрепленных на дожимных рычагах позволяет устранить недостатки, присущие аналогу и прототипу, увеличить выход годных стеклоизделий и тем самым решить задачу изобретения с достижением заявленного технического результата.
Выполнение раздвижного устройства с направляющими для вертикального перемещения балки, а также использование механизма вертикального перемещения дожимного устройства, соединенного с балкой посредством узлов крепления позволяют осуществить центрирование раздвижного формующего устройства и дожимного устройства относительно друг друга, что необходимо для решения задачи изобретения и достижения заявленного технического результата.
Выполнение дожимного листа из металла толщиной 0,5-1,5 мм наиболее предпочтительно для решения задачи изобретения, поскольку в этом случае такой лист обладает оптимальной гибкостью и таким образом лучше прилегает к пакету листовых стекол.
Выполнение механизма вертикального перемещения дожимного устройства в виде лебедки с тросом отличается технологичностью и простотой конструкции.
Использование кронштейнов для подвижного крепления рычагов к балке позволяет повысить компактность и технологичность дожимного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528345C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |
| Устройство для передвижения каретки со стеклом | 1982 |
|
SU1049442A1 |
| Устройство для моллирования листового стекла | 1978 |
|
SU734150A1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| Устройство для моллирования стеклоизделий | 1980 |
|
SU874679A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2439002C1 |
Изобретение относится к получению крупногабаритных стеклоизделий с заданной кривизной поверхности. Устройство для гнутья листового стекла включает раздвижное формующее устройство и дожимное устройство. Дожимное устройство содержит балку, на которой подвижно закреплены рычаги с подвижно закрепленным на них дожимным листом, толкатели, раму, дожимные рычаги, профилированные пластины, а также механизм вертикального перемещения дожимного устройства. Дожимные рычаги соединены с толкателями и подвижно закреплены на раме, рама жестко соединена с балкой, балка выполнена с направляющими для вертикального перемещения толкателей, профилированные пластины подвижно закреплены на дожимных рычагах. Раздвижное формующее устройство выполнено с направляющими для вертикального перемещения балки, а механизм вертикального перемещения дожимного устройства соединен с балкой посредством узлов крепления. Техническим результатом изобретения является обеспечение требуемых точности и усилия прижима листовых стекол в периферийной области формующего устройства. 3 з.п. ф-лы, 4 ил.
1. Устройство для гнутья листового стекла, включающее раздвижное формующее устройство и дожимное устройство, содержащее балку, на которой подвижно закреплены рычаги с подвижно закрепленным на них дожимным листом, отличающееся тем, что дожимное устройство дополнительно содержит толкатели, раму, дожимные рычаги, профилированные пластины, а также механизм вертикального перемещения дожимного устройства, причем дожимные рычаги соединены с толкателями и подвижно закреплены на раме, рама жестко соединена с балкой, балка выполнена с направляющими для вертикального перемещения толкателей, профилированные пластины подвижно закреплены на дожимных рычагах, раздвижное формующее устройство выполнено с направляющими для вертикального перемещения балки, а механизм вертикального перемещения дожимного устройства соединен с балкой посредством узлов крепления.
2. Устройство по п. 1, отличающееся тем, что дожимной лист выполнен из металла и имеет толщину 0,5-1,5 мм.
3. Устройство по п. 1, отличающееся тем, что механизм вертикального перемещения дожимного устройства выполнен в виде лебедки с тросом.
4. Устройство по любому из пп. 1-3, отличающееся тем, что рычаги подвижно закреплены на балке при помощи кронштейнов.
| ПНЕВМАТИЧЕСКИЙ ВОДОПОДЪЕМНЫЙ АППАРАТ | 1927 |
|
SU7128A1 |
| RU 2012119116 A, 20.11.2013 | |||
| Устройство для гнутья листового стекла | 1977 |
|
SU695975A1 |
| WO 2000010930 A1, 02.03.2000 | |||
| CN 107473575 A, 15.12.2017. | |||

