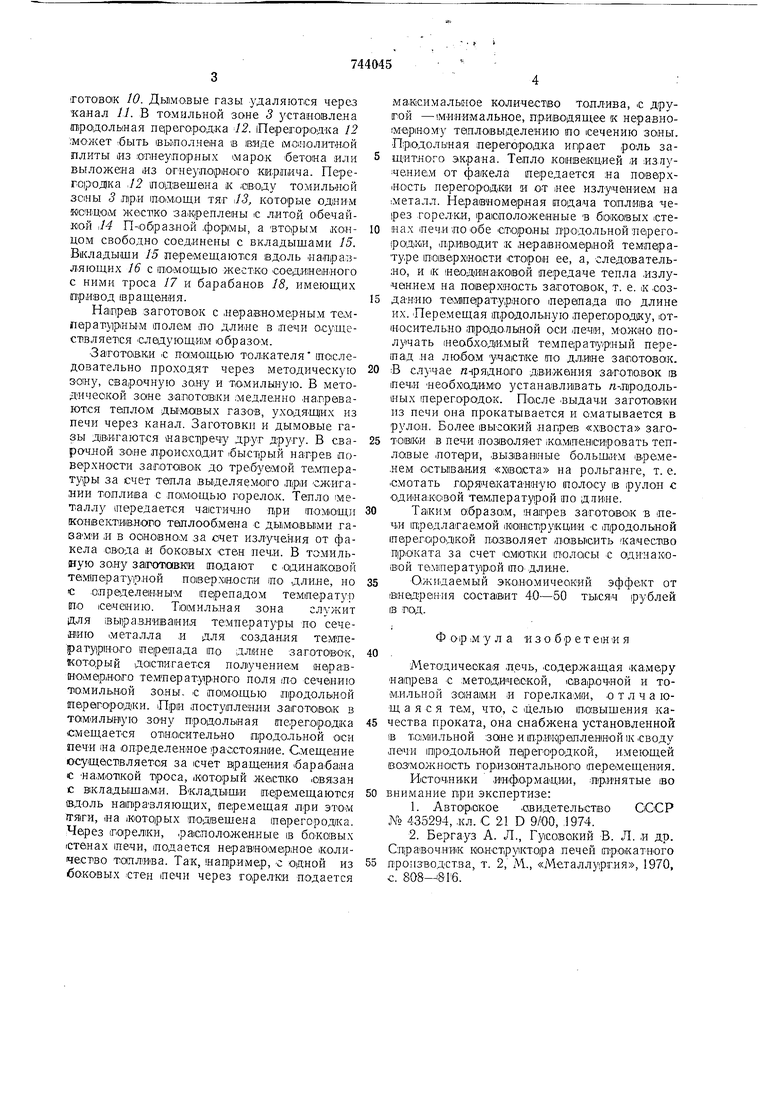
готовок 10. Дымовые газы удаляются через канал 11. В томильной зоне 3 установлена иродолыная лдрегородка 12. Перегородка 12 мОЖет быть выполнена в виде монолитной плиты из опнеупорных марок бетона или выложена .из огнеупорного кирпича. Перег-с|род)ка ,12 подвешена к ;аводу томильной зоны 3 1ПОМОЩИ тяг 13, которые одним кютацом ЖОСТ1КО заафеплены с литой обечайкой ,14 П-образ,нОй ,фор1мы, а вторым концом свободно соединены с вкладышами 15. Вкладыши 15 перемеидаются вдоль налраззл-яющих 16 с помощью жестко соединен.ного с ними троса 17 и барабанов 18, имеюш;их привод вращения.
Hainpe/B заготовок с .неравномерным темпар а турньгм полем (ПО длине в лечи осущест1вляется следующим образом.
Загото1вки с помощью толкателя последовательно проходят через методическую зону, сварочную зону и томилыную. В методической зоне Залотовки медленно нагреваются теллом дымовых газов, уходящих из печи через канал. Заготовки и дымовые газы д1В|Игаются навст|речу друг другу. В сварочной зоне происходит |быст|рый нагрев поверхности заготовок до тре|буе(мой TeiMnepaтуры за счет тепла выделяемого лри сл игании топлива с помощью горелок. Тепло металлу тередается частично при по:мющн конвективного теллообмана с дымовыми газами и в основном за счет излучення от факела овода и боковых стен печи. В томильную зону за гот1авк и тодают с одинаковой тем1перагу|рной поверхиости по длине, но с определенным перепадом температур по сечению. Томильная зона служит для 1вы)равнивания температ фы по сечению металла и для создания темпера туриого перепада по длине заготовок, который до1СТ1игается получением не|равио1М0р,но1Г;0 температурного поля /по сечению томильной ЗОНЫ- с помощью продольной 1первгород1ки. При поступлении заготовок в томИЛБиую зону продольная (перегородка (Смещается отно1еительно продольной оси печн 1на определенное раистояняе. Смещение осуществляется за счет дращ.ен,ия бара-бана с намоткой лроса, который жестко .связан с вкладыщам-и. Вкладыш.и перемещаются вдоль натравляющих, перемещая при этом ггжги, «а которых подвешена перегородка. Через 1ларел1ки, .расположенные IB боковых /стенах течи, подается неравномерное «оличесгво топлива. Так, иацр.имер, с одной из боковых стен печи через горелки подается
максимальное количество топлива, .с другой - Минимальное, приводящее к неравноМерному Т9пло1выделению по сечению зоны. Продольная перегородка играет роль защитного экрана. Тепло конвекцией я излу1чением от факела передается на поверхность перегородки и от нее излучениеим на ;металл. Неравноме/рная подача топлива через гореЛКИ, расположенные в бобковых 1стенах шеч.ипообе стороны продольной neipero(родйи, .П1риводит ;к неравномер|Ной темпе|ратуре 1по1верхно1сти сторон ее, а, следователь;но, и к нвод.И1наковой передаче тепла излучаннем на поверхность заготовок, т. е. к созданню темпе ратурного перапада по длине их. Перемещая продольную перег,оро,щку, от1НО|Сительно продольной оси печи, можно получать необходимый температурный перепад на любОМ участке по длине заготовок.
iB случае лнрядЕОго движения за.готювок ш печи необходимо устанавливать м-лродольных парегорОДок. По.сле выдачи заготовки из печи она прокатывается и сматывается в рулон. Более высокий нагрев «.хвоста загоТОВК.И в печи позволяет (комленюировать тепловые .потери, вызван1ные большим временем остывания «хвоста на рольганге, т. е. .смотать горя чакатанную 1поло.су IB рулон с одинаковой 7вм.пературой по длине.
Таким образом, iHairpes заготовок в печи предлагаемой (Конструкции с продольной ларегород1кой по:зволяет повысить качество проката за счет омютки полосы с одинаковой томтературой ino длине.
Ожидаемый зкономичеокий эффект от В1надре1ния составит 40-50 ты1сяч рублей
IB год.
Ф ор iM у л а изобретем я я
Методическая печь, содержащая камеру нащрева с методической, 1овар.оч.ной и том,ильиой зонами я горелка.мм, о т л ч а юШ а я с я тем, что, с щелью повышения качества проката, она снабжена установленной
в то1М1Ильной зоне и прикрепленной IK с в од у
лечи продольной перегородкой, имеющей
возможность горизонтального перемещения.
Источники ииформа1ци.и, принятые во
внимание при экспертизе:
1.Автор.окое .овидетельство OGCP 435294, ,кл. С 21 D 9/00, ,1974.
2.Бергауз А. Л., Гусовский В. Л. .и др. .нвк конструктора печей прокатного
производства, т. 2, М., «Металлургия, 1970, с. 808-816.
П41,
г
10
;/
И
фи.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева заготовок в методической печи | 1989 |
|
SU1786352A1 |
| Методическая печь | 1976 |
|
SU688806A1 |
| Методическая печь | 1987 |
|
SU1435912A1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| МЕТОДИЧЕСКАЯ ПЕЧЬ | 1990 |
|
RU2048665C1 |
| Методическая печь | 1982 |
|
SU1081399A1 |
| Методическая печь для нагрева заготовок | 1986 |
|
SU1397683A1 |
| ВСЕГ^р?ЗДА1 •^:'•^,^^.в^-ll^•~^ | 1973 |
|
SU405959A1 |
| Методическая толкательная печь | 1977 |
|
SU748109A1 |
| Методическая печь | 1977 |
|
SU662603A1 |

W
А-А
/7 S
