1
Изобретение относится к области автоматического управления электроприводами металлорежущих станков, например при управлении от копира.
Известны устройства, обеспечивающие автоматизацию обработки на копировальных станках в режимах строчечного и объемного копирования.
Указанные устройства обеспечивают управление копировальными станками при обработке деталей, у которых ось расположена пара.п лельпо одной из осей станка. Зона обработки, как правило, контролируется конечными выключателями, устанавливаемыми исходя из максимально возможного сечения обрабатываемого изделия в плоскости обработки. При обработке деталей, у которых ось расположена под углом к осям станка, установка конечных выключателей по крайним точкам зоны обработки приводит к увеличению мащинного времени, потребного для обработки детали, и, как следствие, к потере производительности станка, к уменьщению быстродействия. Кроме того, в этом случае в известных устройствах такого типа не удается обеспечить требуемую точность установки шага подачи на «строчку. Она меняется в зависимости от угла поворота оси детали относительно одной из осей станка 1.
Известно устройство, использование которого позволяет повысить автоматизацию станков. Однако и в этом случае остаются нерешенными вопросы контроля зоны об5 работки, когда ось детали не параллельна осям станка, без снижения его производительности и сохранения точности установки щага подачи на «строчку 2. Цель изобретения - повыщение быстро10 действия устройства.
Эта цель достигается тем, что в устройство, содержащее последовательно соединенные блок управления, коммутатор, первый ключевой элемент, подключенный другим входом к выходу блока управления, первый электродвигатель и датчик положения исполнительного механизма, выход которого подключен к первым входам координатных задатчиков перемещения, выходы
20 которых подключены к входам блока управления и к входам блока сравнения, подключенного выходом к первому входу второго ключевого элемента, второй вход кото рого соединен с другим выходом коммутатора и с первыми входами третьего и четвертого ключевых элементов, выход третьего ключевого элемента соединен со вторым входом первого электродвигателя, а вУход четвертого ключевого элемента - с
30 входом второго электродвигателя, введены
третий электродвигатель,, задатчик шага подачи и датчик углового положения детали, подключеииый выходами к вторым входам третьего и четвертого ключевого элементов, выход задатчика шага подачи соединен с другим входо1М коммутатора, вход третьего электродвигателя соединен с выходом второго ключевого элемента, а выход - с вторыми входами координатных задатчиков неремещеиия.
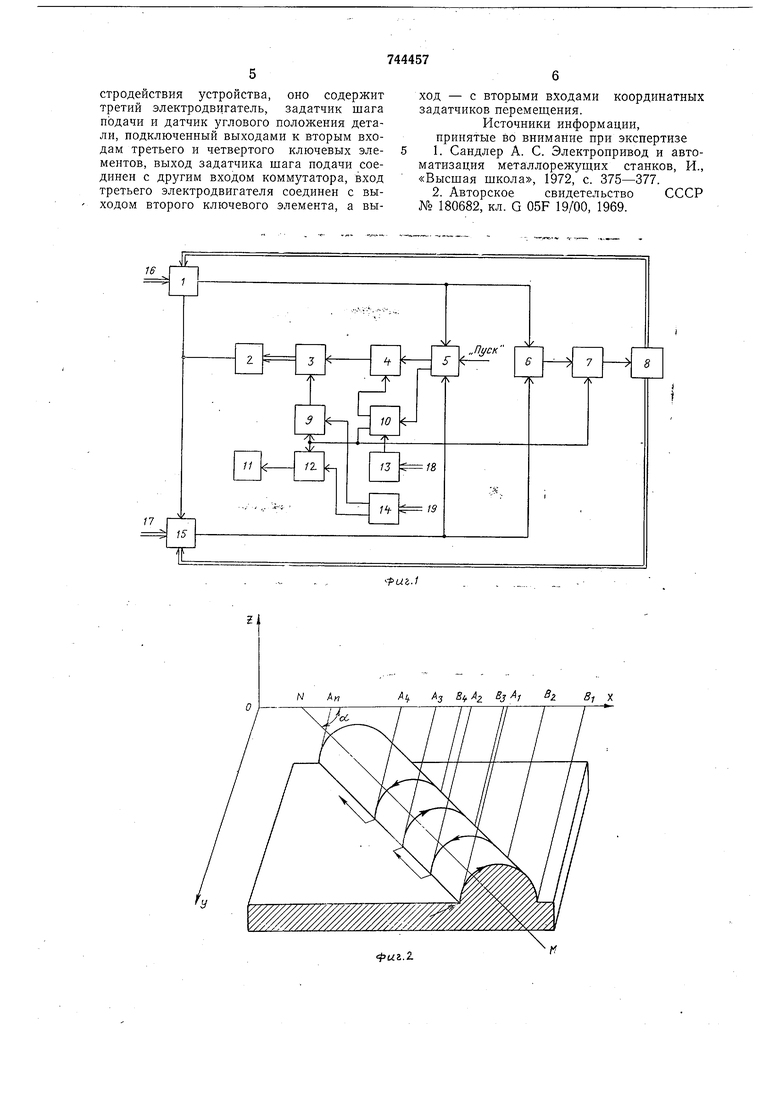
Блок-схема устройства иредставлеиа на фиг. 1, а диаграммы, поясняющие ее работу, - на фиг. 2.
Устройство (см. фиг. 1) содержит коордииатиый задатчик 1 перемещения, датчик 2 ноложеиия исполнительного механизма, иервый электродвигатель 3, первый ключевой элемент 4, блок 5 управления, блок 6 сравнения, второй ключевой элемент 7, третий электродвигатель 8, третий ключевой элемент 9, коммутатор 10, второй электродвигатель И, четвертый ключевой элемент 12, задатчик 13 шага подачи, датчик 14 углового положения деталей и координатный задатчик 15 иеремещения. На фиг. 1 обозначены управляющие входы для ручной установки заданной величины перемещения - 16 и 17 и управляющие входы задатчика щага подачи и датчика углового положения детали - 18 и 19 соответственно.
На фиг. 2 обозиачены; а угол между осью обрабатываемого изделия и одной из координат станка, иапример осью X; NM- ось обрабатываемого изделия.
Устройство работает следующим образом.
Координатными задатчиками 1 и 15 иеремещеиия устанавливаем зону обработки «строчки (отрезок AiBi OBi- -OAi на фиг. 2). При подаче команды «Пуск блок 5 управления через первый ключевой элемент 4 подает управляющее напряжение на электродвигатель 3 и происхЪдит перемещение кромки режущего инструмента из точки Ai в точку Bi (перемещение по кривой обеспечивается совместной работой электродвигателя 3 по координате X и электродвигателя по координате Z, управляемого от копировального прибора). Электродвигатель 3 поворачивает входную ось датчика 2 таким образом, что в точке Bi управляющее напряжение на первом выходе блока 5 сиижается до О, электродвигатель 3 останавливается и на втором выходе блока 5 появляется сигнал управления, поступающий на первый вход коммутатора 10. Последний по этой команде размыкает ключевой элемент 4 и замыкает ключевые элемеиты 7, 9 и 12. Через ключевые элементы 9 н 12 поступают управляющие сигналы с датчнка 14 углового положения детали иа электродвигатели 3 и И, которые обеспечивают перемещение
кром-ки режущего - инструмента в точке Ва- Отрезок BiB2 определяет величину щага нодачи на «строчку и зависит от величины, устанавливаемой задатчиком 13 шага подачи, который размыкает с помощью коммутатора 10 ключевые элементы 9 и 12 в конце шага подачи. Датчик 14 углового положеиия детали обесиечивает формование управляющих сигналов, поступающих на электродвигатели 3 и 11 таким образом, что при уменьшении угла а (см. фиг. 2) управляющее напряжеиие, поступающее на электродвигатель 3, увеличивается, а управляющее наиряжение, постуиающее на электродвнгатель И, умеиьщается. При увеличении угла а - иаоборот.
В это же время блок 6 сравнения через ключевой элемент 7 обеспечивает питание
электродвигателя 8 и последний в следующем режиме осуществляет разворот осей коордииатиых задатчиков 1 и 15 синхронно с поворотом оси датчика 2. При этом обеспечивается равенство отрезков AiBi BzAzПосле осущестБлеиия шаговой иодачи на «строчку коммутатор 10 размыкает ключевые элементы 7, 9 и 12 и замыкает ключевой элемент 4. Происходит перемещеиие кромки режущего инструмента из точки В
в точку AZ. В точке Ла снова производится шаговая подача на «строчку и т. д.
Пспользоваиие этого изобретения позволяет сократить машинное время и тем самым иовысить производительность станков
на 20-30% ири обработке деталей, ось которых расположена под углом к осям станка.
Данное устройство используется в комплектных устройствах управления металлорежущими станками с копировальным управлением.
Формула изобретения
Устройство для управления станком, содержащее последовательио соединенные блок управления, коммутатор, первый ключевой элемент, подключенный другим входом к выходу блока управления, первый
электродвигатель и датчик положения исполнительного механизма, выход которого подключен к первым входам координатных задатчиков перемещения, выходы которых подключены к входам блока управления и
к входам блока сравиения, подключеипого выходом к первому входу второго ключевого элемента, второй вход которого соединен с другим выходом коммутатора и с первыми входами третьего и четвертого
ключевых элементов, выход третьего ключевого элемента соединен с вторым входом первого электродвигателя, а выход четвертого ключевого элемента соединен с входом второго электродвигателя, отличающ е е с я тем, что, с целью повыщения быстродействия устройства, оно содержит третий электродвигатель, задатчик шага подачи и датчик углового положения детали, подключенный выходами к вторым входам третьего и четвертого ключевых элементов, выход задатчика шага подачи соединен с другим входом коммутатора, вход третьего электродвигателя соединен с выходом второго ключевого элемента, а выход - с вторыми входами координатных задатчиков перемеш:ения.
Источники информации, принятые во внимание при экспертизе
1.Сандлер А. С. Электропривод и автоматизация металлорежущих станков. И., «Высшая школа, 1972, с. 375-377.
2.Авторское свидетельство СССР № 180682, кл. G 05F 19/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное следящее устройство для управления станком | 1987 |
|
SU1411705A2 |
| Контурная система программного управления | 1976 |
|
SU568938A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| ЧАСТОТНО-РЕГУЛИРУЕМЫЙ АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД | 2008 |
|
RU2401502C2 |
| Устройство для управления приводом станка | 1977 |
|
SU734618A1 |
| Копировальное следящее устройство для станков с программным управлением | 1982 |
|
SU1070508A1 |
| Копировальное следящее устройство для управления станком | 1982 |
|
SU1104470A1 |
| Формирователь управляющих сигналов для копировальных станков | 1982 |
|
SU1069975A1 |
| Копировально-шлифовальный станок | 1986 |
|
SU1328175A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
