Изобретение относится к области программного управления металлорежущим оборудованием с автоматическим регулированием скоростей подач в зависимости от величины нагрузки на режущий инструмент и может быть применено на станках с программным управлением, работающих от магнитной ленты.
Целью изобретения является расшит- рение диапазона регулирования скоростей подач станка.
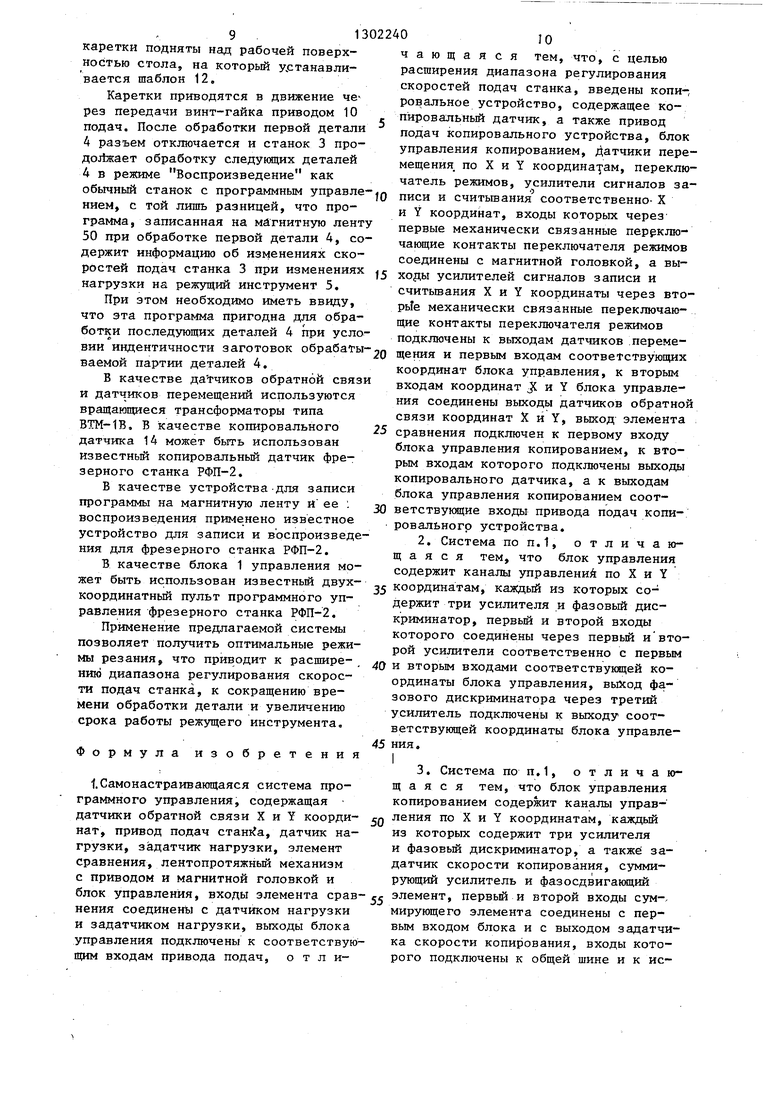
На фиг,1 представлена схема само- acтpaивaющeйcя системы программного управления; на фиг,2 - струк.турная схема одного из каналов управления блока управления, на фиг,3 - структу ная схема блока управления копированием J на фиг,4 - структурная схема устройства для записи программы на магнитную ленту и ее воспроизведения, на фиг,5 - задатчик нагрузкиj на фиг,6 - задатчик скорости копирования на фиг,7 - структурная схема
копировального датчика,
I .
Самонастраивающаяся сис.тема программного управления содержит блок 1 управления, приводы 2 подач станка 3, на столе которого установлена деталь 4, обрабатываемая режущим инструментом 5, воздействующим на датчик 6 нагрузки, элемент 7 сравнения, задатчик 8 нагрузки, блок 9 управления копированием, привод 10 подач копировального устройства 11, на столе которого установлен шаблон 12 обрабатываемой детали 4, с которым контактирует щуп 13 копировального датчика 14, датчик 15 перемещений по X и У координатам, выход 16 датчика 15 перемещений (фиг,1).
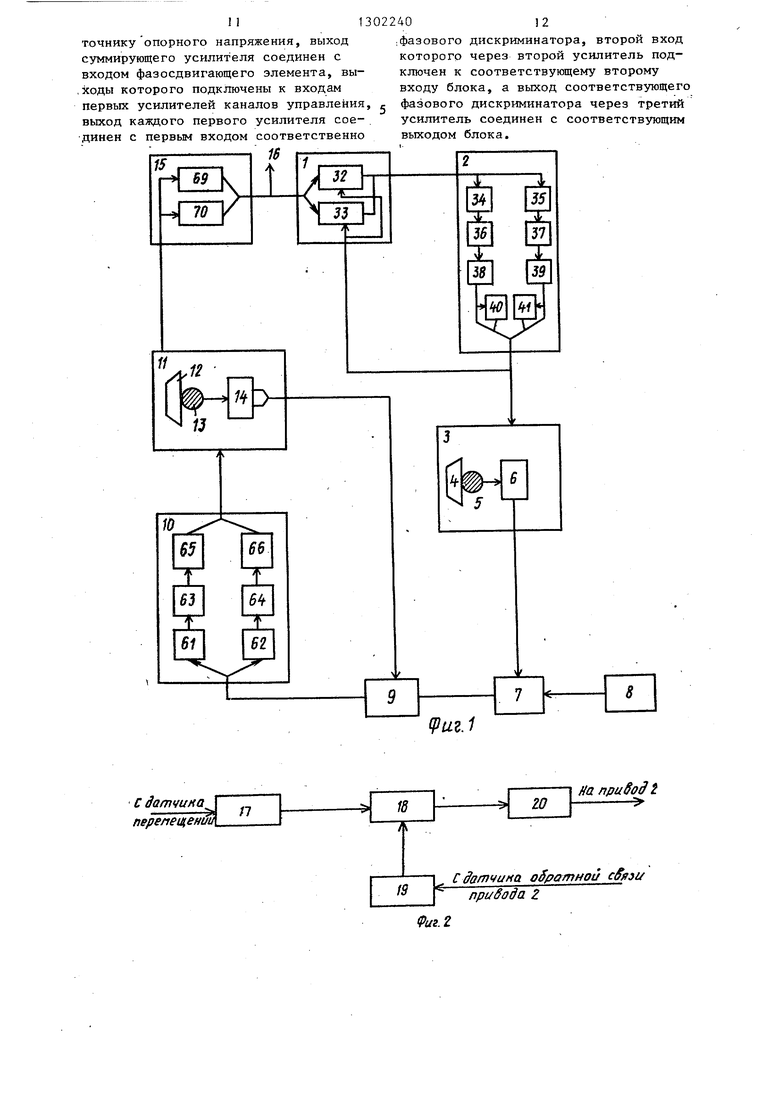
Каждый канал управления блока 1 управления содержит первьш усилитель 17, фазовьй дискрш-шнатор 18, второй усилитель 19, третий усилитель 20 .(фиг,2),
Блок 9 управления копированием содержит усилители 21 и 22, фазовые дискриминаторы 23 и 24, усилители 25 и 26, усилители 27 и 28, фазосдви- гающий элемент 29, выход усилителя 30, задатчик 31 скорости копирования (фиг,3). Блок 1 управления содержит каналы 32 и 33 управления по X и У координатам (фиг,1).
Привод 2 подач (фиг,1) содержит соответственно для каждой координаты тиристорные преобразователи 34 и 35,
0
5
0
5
0
5
0
5
0
5
двигатели 36 и 37, редукторы 38 и 39 датчики 40 и 41 обратной связи. Устройство 42 для записи программы на магнитную ленту и ее воспроизведения (фиг,4) содержит соответственно для координат X и У усилители 43 и 44 записи, усилители 45 и 46 считьтания, переключатель 47 режимов, магнитную головку 48, Лентопротяжный механизм 49 служит для перемещения магнитной ленты 50, Задатчик 8 нагрузки (фиг,5) состоит из переменного резистора 51, на ось 52 которого установлена ручка 53, поворотом которой устанавливается по шкале 54 предельно допустимая нагрузка на режущий инструмент 5, соответствующая определенному напряжению на выходе 55,
Задатчик 31 скорости копирования (фиг,6) состоит из переменного резистора 56, на ось 57 которого установлена ручка 58, поворотом которой устанавливается по шкале 59 необходимая скорость копирования, соответствующая определенному напряжению на выходе 60,
Привод подач копировального устройства (фиг,1) содержит последовательно coeдинeнныe соответственно для координат X и У тиристорные преобразователи 61 и 62, двигатели 63 и 64, редукторы 65 и 66,
Копировальный датчик 14 (фиг,7) . состоит из копировального прибора 67, соединенного с усилителем 68 копировального прибора 11,
С ходовыми винтами продольной и поперечной подач копировального устройства 11 соединены датчики 15 перемещений, которые состоят из датчика 69 перемещения координаты X и датчика 70 перемещения координаты У (фиг,1),
В копировальный прибор 67 вставляется сменньй щуп 13, диаметр которого должен соответствовать диаметру режущего инструмента 5, Копировальный прибор 67 имеет цилиндрическую форму.
Внутри прибора 67 установлены крестообразно четыре индуктивных дат-, чика для получения с копировального прибора 67 двух сигналов в функции sin и cos угла отклонения копировального щупа 13 по отношению к какой-либо координатной оси. Якоря датчиков и копировальный щуп 13 подвешены на мембране к корпусу прибора 67, При отклонении копировального щупа
13 от вертикали происходит деформация мембраны и изменение воздушных зазоров и, следовательно, индуктивностей датчиков. Для уменьшения погрешностей от трения при обходе контура копиро- зальный щуп 13 вращается в подшипниках качения.
В копировальном приборе 67 первичные обмотки диаметрально расположен- ньк катушек соединены последователь- но-согласованно, а вторичные обмотки этих катушек соединены последовательно-встречно, вследствие чего величина и полярность сигналов, приходящих на усилитель 68 копировального прибора, зависят от величины и направления отклонения копировального щупа 13.
Перед обработкой первой детали 4 оператор системы выполняет следующие операции: на столе станка 3 устанавли вает деталь 4, в шпиндель станка 3 устанавливает режущий инструмент 5, задатчиком 8 нагрузки устанавливает допустимое усилие нагрузки на режущий инструмент согласно технологии на обработку детали 4; на столе копировального устройства 11 устанавливает шаблон 12 обрабатываемой детали 4j в шпиндель копировального датчика 14 устанавливает щуп 13, диаметрЗО датчиков 15 перемещений, а следовакоторого равен диаметру режущего инструмента 5i устанавливает рабочие органы станка 3 и копировального устройства 11 в исходное (нулевое) положение, при этом расстояние режущего инструмента 5 от контура детали 4 и расстоянии щупа 13 от контура шаблона 12 должны быть одинаковыми, включает лентопротяжный механизм 49 устройства 42 на запись; включает вращение режущего инструмента 5J вручную подводит щуп 13 к контуру шаблона 12, при этом датчики перемещений начинают вращаться и выдавать управляющую информацию на блок 1 управления и на устройство 42.
Режзпций инструмент 5 подходит к контуру детали 4. При нажатии щупа 13 на контур шаблона 12 включается 50 автоматический обход контура шаблона 12 щупом 13. Задатчиком 31 скорости копирования устанавливается начальная скорость копирования, указанная в технологии обработки детали 4. Датчики 55 15 перемещений вьщают управляющую информацию, которая через блок 1 управления поступает на привод 2 подач, который перемещает рабочие органы
станка 3, повторяющие перемещения рабочих органов копировального устройства 11. Параллельно управляющая информация с датчиков 15 перемещений поступает на выход 16 для записи на магнитную ленту 50. Обработка детали 4 началась.
Во время обработки детали 4 могут быть три режима работы. Первый режим - припуск детали 4 номинальньй. При этом скорость обработки детали 4 соответствует скорости копирования контура шаблона 12, которая установлена задатчиком 31 скорости копирования.
Второй режим - припуск детали 4 увеличился, т.е. стал больше номинального, при этом увеличивается нагрузка йа режущий инструмент 5. Это изменение воспринимает датчик 6 нагрузки и через элемент 7 сравнения и суммирующий усилитель 30 уменьшает соответственно выходное напряжение усилителя 30, а это приводит к изменению выходного напряжения усилителей 25 и 26, что соответственно снижает скорость копирования.
Снижение скорости копирования вызывает уменьшение скорости вращения
5 0
5
0 5
тельно, снижается частота управляющих сигналов на входе блока 1 управления. Снижение частоты управляющих сигналов уменьшает скорость привода 2 подач и соответственно уменьшается скорость обработки детали 4. Скорость обработки снижается до тех пор, пока нагрузка на режущий инструмент не станет номинальной.
Третий режим - припуск детали 4 уменьшился., т.е. стал меньше номинального. При этом уменьшается нагрузка на режущий инструмент 5. Это изменение воспринимает датчик 6 нагрузки, который через элемент 7 сравнения и суммирующий усилитель 30 увеличивает скорость копирования, а следовательно, и скорость обработки детали 4.
Таким образом, в процессе обработки
.детали 4 в первую очередь изменяется нагрузка на режущий инструмент 5. Задание на задатчике 3 нагрузки остается постоянным на все время обработки детали 4. и изменяется только при смене детали 4 и режущего инструмента 5, После окончания обработки первой
детали 4 лентопротяжньй механизм 49 останавливается, магнитная лента 50 перематывается назад, переключатель
47 режимов становится в положение Воспроизведение и станок 3 может обрабабатьшать следующие детали 4 по программе, записанной на магнитную ленту 50,
Блок 1 управления работает следующим образом.
На вход усилителя 17 поступает си- нусоидальньй сигнал с одного из датчиков 15 перемещений и усиливается до сигнала прямоугольной формы со скважностью два. На вход усилителя 19 поступает синусоидальный сигнал с датчика 40 обратной связи и усиливается до сигнала прямоугольной формы 15 зосдвигающий элемент 29 предназначен
со скважностью два. Сигналы прямо- угольной формы с усилителей 17 и 19 подаются на соответствующие входы фазового дискриминатора 18. Выходной сигнал фазового дискриминатора 18 представляет собой сигнал постоянного тока, ампли туда и полярность которого зависят от сдвига фаз входных напряжений, т„е, от сигналов с одного из датчиков 15 перемещений и датчика 40 обратной связи.
Усилитель 20 является усилителем постоянного тока, служащим для усиления выходного сигнала фазового дискриминатора 18. Величина сдвига фаз определяет скорость вращения привода 2 подач, а направление сдвига фаз определяет направление вращения привода 2 подач.
Обратная связь с привода подач 2 осуществляется по фазе управлякщего сигнала,
На первый вход фазового дискриминатора 18 с усилителя 17 поступает рабочий сигнал U sin(iot+4 ). Фаза рат бочего сигнала определяет закон и.з- менениЯ управляемой координаты.
На второй вход фазового дискримина тора 18 поступает через усилитель 19 сигнал обратной связи (a)) , где Ч - фаза сигнала обратной связи. ,В результате сравнения этих с игналов на выходе фазового дискриминатора 18 пЬлучается сигнал, постоянная составляющая 6 которого пропорциональна и бгпХч-Ф ).
Это напряжение является сигналом ошибки следящего привода 2 подач.
Далее этот сигнал усиливается усили- „ привода 10 подач, т.е. изменение ско- телем 20 мощности и через тиристорньй рости обхода щупом 13 контура шаблона преобразователь 34 подается на двигатель 36, который стремится установить управляемую координату в такое поло12. Таким образом, изменение амплитуды входного сигнала усилителя 30 посредством поворота ручки 58 задатчика
жение, при котором сигнал ошибки раве или близок к нулю.
Блок 9 управления копированием работает следующим образом. Усилители 21,22,27 и 28 предназначены для преобразования синусоидальных сигна- . лов, поступающих на их входы, и сигналов прямоугольной формы.со скважностью два, которые поступают на соответствующие входы фазовых дискриминаторов 23 и 24, Усилители 25 и 26 постоянного тока служат для усиления выход ных сигналов соответствующих фазовых дискриминаторов 23 и 24. Фа0
5
0
5
0
5
0
для формирования двух синусоидальных сигналов, сдвинутых один относительно другого на 90 из одного синусоидального сигнала, поступающего с выхода усилителя 30. Усилитель 30 является суммирующим и предназначен для суммирования сигналов задатчика 31 скорости копирования и сигнала с элемента 7 сравнения.
Задатчиком 31 скорости копирования устанавливается начальная скорость обхода контура шаблона 12. При изменении нагрузки на режущий инструмент
5 изменяется сигнал с элемента 7
ti
сравнения. При увеличении нагрузки сигнал на выходе усилителя 30 умень- .шается и соответственно уменьшается скорость обхода контура шаблона 12, при уменьшении нагрузки скорость обхода увеличивается.
Задатчик 31 скорости копирования выполняет функцию ручного регулятора скорости при автоматическом обходе щупом 13 контура шаблона 12, изменяя амплитуду синусоидального сигнала поворотом ручки 58 на первом входе усилителя 30.
Увеличение амплитуды вызьшает увеличение скорости обхода (копирования) , а уменьшение - уменьшение ско-; рости обхода. Изменение амплитуды сигнала на выходе усилители 30 вызывает изменение амплитуды сигналов на первых входах фазовых дискриминаторов 23 и 24. Изменение входных сигналов вызывает изменение выходных сигналов фазовых дискриминаторов 23 и 24, а следовательно, изменение скорости
привода 10 подач, т.е. изменение ско- рости обхода щупом 13 контура шаблона
12. Таким образом, изменение амплитуды входного сигнала усилителя 30 посредством поворота ручки 58 задатчика
31 скорости копирования вызьшает измнение копирования. Направление скороти копирования задает копировальный датчик 14. В зависимости от величины отклонения щупа 13 от своей вертикал ной оси копировальный датчик 14 вьща ет два сигнала, изменяющиеся в функциях синуса и косинуса. Один сигнал управляет продольной подачей, а другой - поперечной подачей копироваль- кого устройства 11 через привод по- дач 10.
Сигналы от копировального датчика 14 поступают через усилители 21 и
22на вторые входы фазовых дискрими- наторов 23 и 24.
Изменение входных сигналов и функциях синуса и косинуса вызьгоает изменение выходных напряжений постоянного тока фазовых дискриминаторов
23и 24: на одном - по закону синуса а на другом - по закону косинуса,
а следовательно, и перемещение координат копировального устройства 11 по этим законам. В результате вектор скорости обхода контура направлен всегда по касательной к этому контуру, что и требуется для автоматического обхода контура..
Таким образом, сигнал с задатчика 31 скорости копирования определяет скорость обхода контура, а сигналы с копировального датчика 14 определяют направление вектора скорости обхода контура.
jr .
Все перечисленное относится к работе копировального устройства 11 без участия сигнала с элемента 7 сравнения, который проходит на второй вход усилителя 30. Воздействие этого сигнала на работу копировального устройства 11 следукнцее. При обработке детали 4 изменяется нагрузка на режущий инструмент 5 вследстви переменного припуска на обработку. Изменение нагрузки воспринимает датчик 6 нагрузки и преобразует ее в .электрический сигнал, .пропор1щональ- ный величине нагрузки. Этот сигнал подается на первьй вход элемента 7 сравнения, на второй вход которого подается сигнал с задатчика 8 нагруз- |ки. Задатчик 8 нагрузки задает диапазон изменения сигнала с датчика 6 нагрузки, ограничивая его по величин
Диапазон изменения сигнала нагрзгз ки зависит от стойкости режущего инструмента 5. Величина диапазона ука
5
0
5
0 5
0
5
0
5
зывается в технологии на обработку детали 4.
Таким образом, величина выходного сигнала элемента 7 сравнения пропорциональна величине нагрузки на режущий инструмент 5, но ограничена по амплитуде задатчиком 8 нагрузки. Поступая на вход усилителя 30, этот сигнал суммируется с сигналом задат- :чика 31 скорости копирования таким образом, что увеличение сигнала вызывает уменьшение выходного сигнала усилителя 30, а уменьшение сигнала вызывает увеличение выходного сигнала. Задатчик 31 скорости копирования задает конкретньй постоянный уровень скорости, относительно которого сигнал нагрузки автоматически производит изменение скорости копирования в зависимости от нагрузки на режущий инструмент 5. Изменение скорости ко- j пирования вызывает посредством дат- |чиков 15 перемещения, блока 1 управления и привода 2 подач изменение скоростей подач станка 3 таким образом, что при увеличении нагрузки |На режущий инструмент 5 скорость подач станка 3 понижается, а при уменьшении нагрузки - увеличивается, что приводит к стабилизации нагрузки на режущий инструмент 5.
Копировальное устройство 11 вместе с датчиками 15 перемещений, приводом подач 10, блоком 9 управления копированием, элементом 7 сравнения и за- датчиком 8 нагрузки представляет отдельное устройство, которое располагается рядом со станком 3 и подключается к нему посредством электрического разъема. Через разъем соединяются выход датчиков 15 перемещений и выход датчика 6 нагрузки.
В качестве копировального устройства 11 может быть использовано известное копировальное устройство фрезерного станка. Копировальное устройство 11 имеет рабочий стол, по направляющим которого могут neipeMe- щаться продольная и поперечная каретки. Продольная каретка обеспечивает перемещение по координате X. На продольной каретке смонтирована поперечная каретка, которая обеспечивает перемещение по координате У.
На поперечной каретке установлен копировальный датчик 14 со щупом 13, ось которых перпендикулярна поверхности стола. Продольная и поперечная
913
каретки подняты над рабочей поверхностью стола, на которьй у.станавли- вается шаблон 12,
Каретки приводятся в движение че рез передачи винт-гайка приводом 10 подач. После обработки первой детали 4 разъем отключается и станок 3 про- доЛжает обработку следукщих деталей 4 в режиме Воспроизведение как
чающаяся тем, что, с целью расширения диапазона регулирования скоростей подач станка, введены копировальное устройство, содержащее ко- 2 пировальный датчик, а также привод подач копировального устройства, блок управления копированием. Датчики перемещения, по X и Y координатам, переключатель режимов, усилители сигналов зарьГе механически связанные переключающие контакты переключателя режимов подключены к выходам датчиков ;перемеобычный станок с программным управле-, и считывания соответственно-X нием, с той лишь разницей, что про- „ у координат, входы которых через грамма, записанная на мйгнитную ленту первые механически связанные перрклю- 50 при обработке первой детали 4, со- чающие контакты переключателя режимов держит информацию об изменениях ско- соединены с магнитной головкой, а вы- ростей подач станка 3 при изменениях ,5 ходы усилителей сигналов записи и нагрузки на режущий инструмент 5. считьгоания X и Y координаты через втоПри этом необходимо иметь ввиду, что эта программа пригодна для обработки последующих деталей 4 при условии°индентичности заготовок обрабаты- д щения и первым входам соответствующих ваемой партии деталей 4. координат блока управления, к вторым
В качестве да тчиков обратной связи и датчиков перемещений используются вращающиеся трансформаторы типа ВТМ-1В, В качестве копировального датчика 14 может быть использован известньй копировальньй датчик фрезерного станка РФ11-2.
В качестве устройства-для записи программы на магнитную ленту и ее : воспроизведения применено известное
входам координат j( и Y блока управления соединены выходы датчиков обратной связи координат X и Y, выход элемента 25 сравнения подключен к первому входу блока управления копированием, к вторым входам которого подключены выходы копировального датчика, а к выходам блока управления копированием соот- 30 ветствукнцие входы привода подач копировального устройства, устройство для записи и вЪспроизведе- 2. Система по п.1, отличаю- ния для фрезерного станка РФП-2. щ а я с я тем, что блок управления В качестве блока 1 управления мо- содержит каналы управлений по X и Y жет быть использован известный двух- координатам, каждьй из которых содержит три усилителя и фазовый дискриминатор, первьй и второй входы которого соединены через первьй и второй усилители соответственно с первым 40 и вторым входами соответствукнцей координаты блока управления, выход фазового дискриминатора через третий усилитель подключены к выходу соответствующей координаты блока управле- 45 ния.
координатный пульт программного управления фрезерного станка РФП-2.
Применение предлагаемой системы позволяет получить оптимальные режи- ы резания, что приводит к расшире-, НИК) диапазона регулирования скорости подач станка, к сокращению времени обработки детали и увеличению срока работы режущего инструмента.
Формула изобретения
1Самонастраивающаяся система программного управления, содержащая датчики обратной связи X и Y координат, привод подач станз а, датчик на3. Система по п.1, отличающаяся тем, что блок управления копированием содержит каналы управ- CQ ления по X и Y координатам, каждый из которых содержит три усилителя и фазовьй дискриминатор, а также за- датчик скорости копирования, суммирующий усилитель и фазосдвигающий
3. Система по п.1, отличаю щаяся тем, что блок управления копированием содержит каналы управ- CQ ления по X и Y координатам, каждый из которых содержит три усилителя и фазовьй дискриминатор, а также за- датчик скорости копирования, суммирующий усилитель и фазосдвигающий
грузки, задатчик нагрузки, элемент сравнения, лентопротяжньй механизм с приводом и магнитной головкой и блок управления, входы элемента срав- ее элемент, первьй и второй входы сум-, нения соединены с датчиком нагрузки мирующего элемента соединены с пер- и задатчиком нагрузки, выходы блока управления подключены к соответствующим входам привода подач, о т л ивым входом блока и с выходом задатчи ка скорости копирования, входы которого подключены к общей шине и к ис0
10
чающаяся тем, что, с целью расширения диапазона регулирования скоростей подач станка, введены копировальное устройство, содержащее ко- пировальный датчик, а также привод подач копировального устройства, блок управления копированием. Датчики перемещения, по X и Y координатам, переключатель режимов, усилители сигналов и считывания соответственно-X „ у координат, входы которых через первые механически связанные перрклю- чающие контакты переключателя режимов соединены с магнитной головкой, а вы- ходы усилителей сигналов записи и считьгоания X и Y координаты через вторьГе механически связанные переключающие контакты переключателя режимов подключены к выходам датчиков ;перемещения и первым входам соответствующих координат блока управления, к вторым
3. Система по п.1, отличающаяся тем, что блок управления копированием содержит каналы управ- ления по X и Y координатам, каждый из которых содержит три усилителя и фазовьй дискриминатор, а также за- датчик скорости копирования, суммирующий усилитель и фазосдвигающий
элемент, первьй и второй входы сум-, мирующего элемента соединены с пер-
элемент, первьй и второй входы сум-, мирующего элемента соединены с пер-
вым входом блока и с выходом задатчи- ка скорости копирования, входы которого подключены к общей шине и к ис1
точнику опорного напряжения, выход суммирующего усилителя соединен с входом фазссдвигающего элемента, вы- ,ходы которого подключены к входам первых усилителей каналов управления, выход каждого первого усилителя соединен с первым входом соответственно
1$
,
130224012
:фазового дискриминатора, второй вход которого через второй усилитель подключен к соответствующему второму входу блока, а выход соответствующего фазового дискриминатора через третий усилитель соединен с соответствующим выходом блока.
fpuz.l


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления металлорежущим станком | 1978 |
|
SU746421A1 |
| Копировальная система | 1979 |
|
SU841916A1 |
| Копировальное следящее устройство для управления станком | 1982 |
|
SU1104470A1 |
| Копировальное следящее устройство для станков с программным управлением | 1981 |
|
SU960732A1 |
| Формирователь управляющих сигналов для копировальных станков | 1982 |
|
SU1069975A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1972 |
|
SU326556A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО | 1973 |
|
SU368989A1 |
| Двухкоординатное копировальное устройство | 1976 |
|
SU572366A1 |
| Многоканальное устройство для программного управления | 1978 |
|
SU750438A1 |
| Копировальное следящее устройство для станков с программным управлением | 1982 |
|
SU1070508A1 |


Изобретение относится к области программного управления металлорежущим оборудованием с автоматическим регулированием скоростей подач в зависимости от величины нагрузки на режущий инструмент и может быть применено на станках с программным управлением, работающих от магнитной ленты. Целью изобретения является расширение диапазона автоматического регулирования скоростей подач станка. Система . содержит блок управления, приводы подач, датчик нагрузки, элемент сравне- ния, датчик нагрузки, блок управления копированием, привод подач копировального устройства, шаблон, щуп копировального датчика, датчики перемещений.- При увеличении нагрузки на режущий инструмент скорость подач станка понижается, а при уменьшении нагрузки - увеличивается, что приводит к стабилизации нагрузки на режущий инструмент. 2 з.п.ф-лы, 7 ил. с (Л со о INO Ю .4
с дат ч и на о$ротнои прибода Z
Запись
50
Л
Вос1троиз8е9ение
16IPUBA
8 Нагрузка, кг
Фиг. 5
Фиг. 6
М ип
67
SS
Фиг.7
Редактор Л. Гратилло
Составитель А. Исправникова . Техред Л. Сердюкова Корректор Н. Пожо
Заказ 1215/46Тираж 864 Подписное
ВНИИПИ Государствеиного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, РаушСкая наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Самонастраивающаяся системапРОгРАММНОгО упРАВлЕНия CTAHKOM | 1978 |
|
SU811208A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Самонастраивающаяся система числово-гО пРОгРАММНОгО упРАВлЕНия | 1979 |
|
SU842714A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
