Изобретение относится к станкостроению и может быть использовано для обработки дисковых кулачков, в частности для обработки двухдисковых комплектов кулачков с взаимно сопряженными по условию геометрического замыкания профилями при заданном законе изменения скорости формообразующего движения копировального суппорта.
Целью изобретения является упрощение конструкции и расщирение технологических возможностей для обработки двухдисковых комплектов кулачков с взаимно сопряженными по условию геометрического замыкания профилями при заданном законе из10
станка и приводится во вращение шпинделя 9 через поводок 28.
Задающий кулачок 17 предназначен для материализации в его профиле выбранного закона изменения скорости формообразующего движения копировального суппорта. Этот закон выбирается из класса безударных законов, в которых ускорение изменяется достпточно плавно (без разрывов).
Датчик 18 радиуса предназначен для преобразования воплощенного в профиле задающего кулачка 17 закона изменения скорости формообразующего движения копировального суппорта в электрический сигнал.
менения скорости формообразующего движе- с а датчик 20 скорости качения - для вы- ния копировального суппорта.дачи электрического сигнала, пропорциоНа фиг. 1 изображена схема копиро-нального фактическому значению скорости
формообразующего движения копировального суппорта. В качестве датчика 18 равального станка, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
диуса может быть использован, например. Станок содержит инструментальную баб- 20 потенциометр кругового или линейного типа,
а в качестве датчика 20 скорости качаку 1 со щлифовальным кругом 2 и механизмом поперечной подачи (не показан), копировальный суппорт 3 маятникового типа, установленный с возможностью качания на осях 4 и 5 относительно стола 6 станка, блок копиров 7 и 8, жестко установленный на шпинделе 9 копировального суппорта 3 и введенный в контакт с копирным роликом 10 пружиной 11, регулируемый электродвигатель 12 задающей подачи с та25
ния - тахогенератор.
ФМ 21 предназначен для преобразования знакопеременного сигнала датчика 20 скорости качания в пропорциональный его модулю знакопостоянный сигнал.
СЭ 22 предназначен для формирования сигнала отклонения фактического значения скорости формообразующего движения копировального суппорта от заданного
хогенератором 13 и тиристорным преобра- зо значения этой скорости по выбранному
зователем (ТП) 14, связанный механической передачей 15 со шпинделем 9 копировального суппорта 3, задатчик 16 скорости (ЗС) электродвигателя 12, задающий кулачок 17, жестко установленный на оси 4 казакону, а УСО 23 - для согласования в СМ 24 выходных сигналов СЭ 22 и ЗС 16. Эти элементы являются типовыми для систем автоматики и могут быть выполнены по известным схемам, например, на осночания копировального суппорта 3, установ- 35 операционных усилителей.
ленный на столе 6 станка датчик 18 ра-Регулируемый электродвигатель 12 с тахогенератором 13 и ТП 14 предназначены для вращения щпинделя 9 копировального суппорта 3 с переменной скоростью. В указанной совокупности они образуют комплект- 40 ный электропривод.
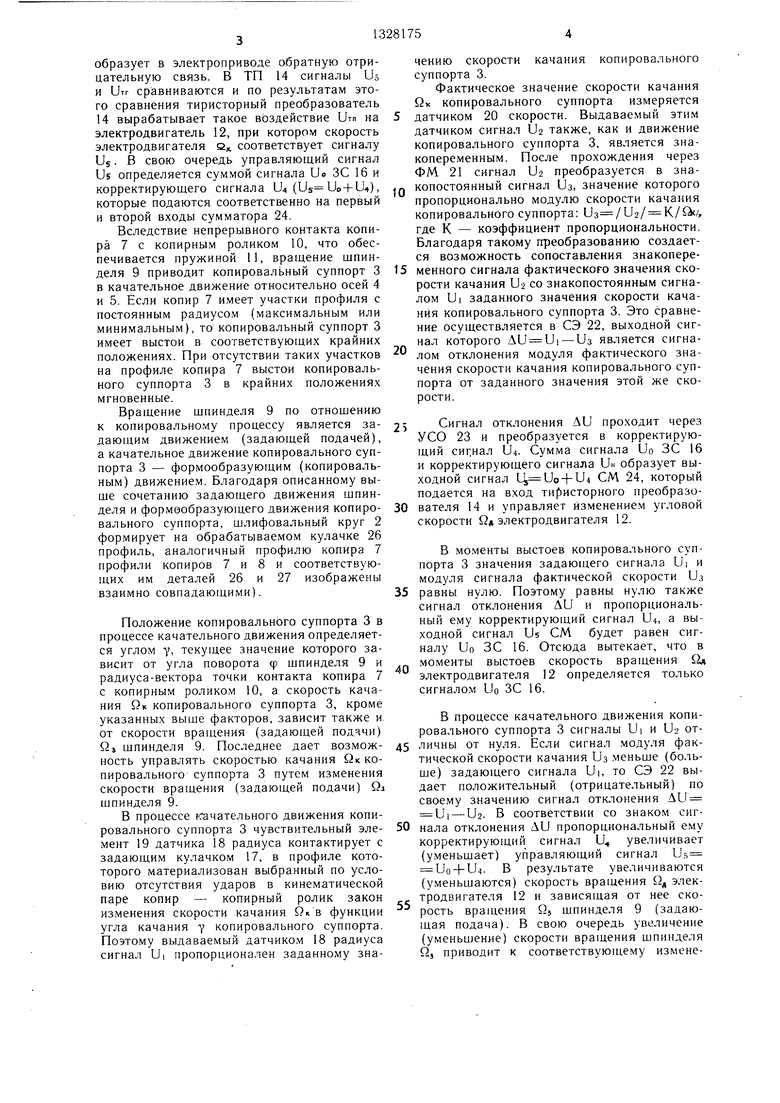
диуса, чувствительный элемент 19 которого подпружинен к рабочему профилю задающего кулачка 17, датчик 20 скорости качания, формирователь 21 модуля (ФМ) сигнала скорости качания, сравнивающий элемент (СЭ) 22, усилитель 23 сигнала отклонения (УСО) и сумматор (СМ) 24, причем датчик 20 скорости качания установлен на столе 6 станка, его чувствительный элемент 25 соединен с осью 4 качания копировального суппорта, выход датчика 20 скорости качания через формирователь 21 модуля сигнала (ФМ) скорости качания соединен с вычитающим входом сравнивающего элемента (СЭ) 22, выход
45
Станок работает следующим образом.
Для обработки кулачка 26 соответствующий ему копир 7 вводят в контакт с копирным роликом 10, включают поперечную подачу шлифовальной бабки и электродвигатель 12, который через механическую передачу 15 приводит во вращение шпиндель 9 с жестко установленным на нем блоком копиров 7 и 8. Вращение от щпиндатчика 18 радиуса соединен с суммирую- 50 Деля 9 посредством поводка 28 передает- щим входом сравнивающего элемента (СЭ)ся обрабатываемой детали с кулачками 26
и 27.
22, выход сравнивающего элемента (СЭ) 22 через усилитель 23 сигнала отклонения (УСО) и выход задатчика 16 скорости (ЗС) соединен с соответствующими вхоСкорость вращения Он электродвигателя 12 определяется подаваемым на первый (управляющий) вход ТП 14 управляющим
дами сумматора (СМ) 24, а выход пос-55 сигналом Us. На второй вход тиристорледнего подключен к управляющему входуного преобразователя поступает сигнал Um
ТП 14. Обрабатываемая деталь с кулач-тахогенератора 13, который пропорционален
ками 26 и 27 установлена в центрахскорости вращения Q электродвигателя 13 и
станка и приводится во вращение шпинделя 9 через поводок 28.
Задающий кулачок 17 предназначен для материализации в его профиле выбранного закона изменения скорости формообразующего движения копировального суппорта. Этот закон выбирается из класса безударных законов, в которых ускорение изменяется достпточно плавно (без разрывов).
Датчик 18 радиуса предназначен для преобразования воплощенного в профиле задающего кулачка 17 закона изменения скорости формообразующего движения копировального суппорта в электрический сигнал.
а датчик 20 скорости качения - для вы- дачи электрического сигнала, пропорцио5
ния - тахогенератор.
ФМ 21 предназначен для преобразования знакопеременного сигнала датчика 20 скорости качания в пропорциональный его модулю знакопостоянный сигнал.
СЭ 22 предназначен для формирования сигнала отклонения фактического значения скорости формообразующего движения копировального суппорта от заданного
Станок работает следующим образом.
Для обработки кулачка 26 соответствующий ему копир 7 вводят в контакт с копирным роликом 10, включают поперечную подачу шлифовальной бабки и электродвигатель 12, который через механическую передачу 15 приводит во вращение шпиндель 9 с жестко установленным на нем блоком копиров 7 и 8. Вращение от щпинДеля 9 посредством поводка 28 передает- ся обрабатываемой детали с кулачками 26
Скорость вращения Он электродвигателя 12 определяется подаваемым на первый (управляющий) вход ТП 14 управляющим
сигналом Us. На второй вход тиристоробразует в электроприводе обратную отрицательную связь. В ТП 14 сигналы Us и UTP сравниваются и по результатам этого сравнения тиристорный преобразователь 14 вырабатывает такое воздействие Urrr на электродвигатель 12, при котором скорость электродвигателя о. соответствует сигналу Us- В свою очередь управляющий сигнал Us определяется суммой сигнала Uo ЗС 16 и корректирующего сигнала U4 (Us Uo + LV), которые подаются соответственно на первый и второй входы сумматора 24.
Вследствие непрерывного контакта копира 7 с копирным роликом 10, что обеспечивается пружиной 11, вращение шпинделя 9 приводит копировальный суппорт 3 в качательное движение относительно осей 4 и 5. Если копир 7 имеет участки профиля с постоянным радиусом (максимальным или минимальным), то копировальный суппорт 3 имеет выстой в соответствующи.х крайних положениях. При отсутствии таких участков на профиле копира 7 выстой копировального суппорта 3 в крайних положениях мгновенные.
Вращение щпинделя 9 по отнощению к копировальному процессу является задающим движением (задающей подачей), а качательное движение копировального суппорта 3 - формообразующим (копировальным) движением. Благодаря описанному вы- ще сочетанию задающего движения щпинделя и формообразующего движения копировального суппорта, шлифовальный круг 2 формирует на обрабатываемом кулачке 26 профиль, аналогичный профилю копира 7 профили копиров 7 и 8 и соответствующих им деталей 26 и 27 изображены взаимно совпадающими).
Положение копировального суппорта 3 в процессе качательного движения определяется углом 7, текущее значение которого зависит от угла поворота ф шпинделя 9 и радиуса-вектора точки контакта копира 7 с копирным роликом 10, а скорость качания QK копировального суппорта 3, кроме указанных выше факторов, зависит также и от скорости вращения (задающей подячи) Qj шпинделя 9. Последнее дает возможность управлять скоростью качания QK копировального суппорта 3 путем изменения скорости вращения (задающей подачи) Qi щпинделя 9.
В процессе гачательного движения копировального суппорта 3 чувствительный элемент 19 датчика 18 радиуса контактирует с задающим кулачко.м 17, в профиле кото- торого материализован выбранный по условию отсутствия ударов в кинематической паре копир - копирный ролик закон изменения скорости качания в функции угла качания j копировального суппорта. Поэтому выдаваемый датчиком 18 радиуса сигнал Ui пропорционален заданному значению скорости качания копировального суппорта 3.
Фактическое значение скорости качания QX копировального суппорта измеряется
датчиком 20 скорости. Выдаваемый этим датчиком сигнал U2 также, как и движение копировального суппорта 3, является знакопеременным. После прохождения через ФМ 21 сигнал U2 преобразуется в знаQ копостоянный сигнал Оз, значение которого пропорционально модулю скорости качания копировального суппорта: , где К - коэффициент пропорциональности. Благодаря такому преобразованию создается возможность сопоставления знакопере5 менного сигнала фактического значения скорости качания Da со знакопостоянным сигналом Ui заданного значения скорости качания копировального суппорта 3. Это сравнение осуществляется в СЭ 22, выходной сигнал которого -Us является сигна лом отклонения модуля фактического значения скорости качания копировального суппорта от заданного значения этой же скорости.
5 Сигнал отклонения Ди проходит через УСО 23 и преобразуется в корректирующий сиг:нал U4. Сумма сигнала Uo ЗС 16 и корректирующего сигнала UK образует выходной сигнал + U4 СМ 24, который подается на вход тиристорного преобразо0 вателя 14 и управляет изменением угловой скорости QAэлектродвигателя 12.
В моменты выстоев копировального суппорта 3 значения задающего сигнала U| и модуля сигнала фактической скорости Us 5 равны нулю. Поэтому равны нулю также сигнал отклонения AU и пропорциональный ему корректирующий сигнал U4, а выходной сигнал Us СМ будет равен сигналу Uo ЗС 16. Отсюда вытекает, что в моменты выстоев скорость вращения О электродвигателя 12 определяется только сигналом Uo ЗС 16.
В процессе качательного движения копировального суппорта 3 сигналы Ui и Ua от5 личны от нуля. Если сигнал модуля фактической скорости качания Us меньше (больше) задающего сигнала Ui, то СЭ 22 выдает положительный (отрицательный) по своему значению сигнал отклонения AU Ui - U2. В соответствии со знаком сиг0 нала отклонения AU пропорциональный ему корректирующий сигнал U увеличивает (уменьшает) управляющий сигнал U5 Uo + U4. В результате увеличиваются (уменьшаются) скорость вращения Qj, электродвигателя 12 и зависящая от нее скорость вращения QS шпинделя 9 (задающая подача). В свою очередь увеличение (уменьшение) скорости вращения шпинделя QJ приводит к соответствующему изменению скорости качания Q« копировального суппорта 3. Одновременно с увеличением (уменьшением) скорости качания QF. соответственно изменяется сигнал fi и пропорциональный его модулю сигнал Us. Поэтому значение сигнала отклонения Ди стремится к нулю, а скорость качания 2к - к заданному по выбранному закону значению. Таким образом, достигается изменение скорости качания копировального суппорта по выбранному закону.
Для обработки второго кулачка 27 стол 6 перемещают (в плоскости фиг. 1) так, чтобы установить этот кулачок против шлифовального круга 2, а копирный ролик 10 вводят в контакт с соответствующим копиром 8. При включении вращения шпинделя 9 шлифовальный круг 2 формирует на кулачке 27 профиль, аналогичный профилю копира 8.
Обрабатываемые кулачки 26 и 27, будучи взаимно сопряженными по условию геометрического замыкания имеют равные значения максимального и минимального радиусов. Следовательно, предельные значения угла качания у копировального суппорта (фиг. 2, в крайнем левом и крайнем правом его положениях) при обработке обеих кулачков также равны. Это позволяет при обработке кулачка 27, несмотря на другой профиль на участках подъема и опускания, использовать для формирования сигнала Ui, задающего закон изменения скорости формообразующего (качательного) движения копировального суппорта, тот же участок профиля задающего кулачка 17, который используется и при обработке кулачка 26. Процесс отработки этого сигнала при обработке кулачка 27 не отличается от описанного выше при обработке кулачка 26. Поэтому формообразую цее движение копировального суппорта при обработке кулачка 27 происходит по такому же закону, что и при обработке кулачка 26.
15
Формула изобретения Копировально-щлифовальный станок, содержащий инструментальную бабку с механизмом поперечной подачи, копировальный
суппорт маятникового типа, установленный с возможностью качания относительно стола станка, блок копиров, жестко установленный на шпинделе копировального суппорта с возможностью контакта с копирным роликом, регулируемый электродвигатель с тахогенератором и тиристорным преобразователем, связанный механической передачей со шпинделем копировального суппорта, жестко закрепленный на оси качания копировального суппорта задающий кулачок и установленный на столе датчик радиуса, чувствительный элемент которого имеет возможность взаимодействия с профилем задающего кулачка, отличающийся тем, что. с целью упрощения конструкции и расширения технологических возможностей для
0 обработки двухдисковых комплектов кулачков с взаимно сопряженными по условию геометрического замыкания профилями при заданном законе изменения скорости формообразующего движения копировального суппорта, он снабжен датчиком скорости качания, формирователем модуля сигнала скорости качания, сравнивающим элементом, усилителем сигнала отклонения, задатчиком скорости электродвигателя и сумматором, причем датчик скорости качания установQ лен, на столе станка, его чувствительный элемент соединен с осью качания копировального суппорта, выход датчика скорости качания через формирователь модуля сигнала скорости качания соединен с вычитающим входом сравнивающего элемента, выход датчика радиуса соединен с суммирующим входом сравнивающего элемента через усилитель сигнала отклонения и выход задатчика скорости электродвигателя соединены с соответствующими входами сумматора, а выход последнего подключен
0 к управляющему входу тиристорного преобразователя.
А
/ / 2726 /
5
5
/1-/1
73 2
AQjj l/rr l/гл
Al/ Л(+)
/;5
10 г
75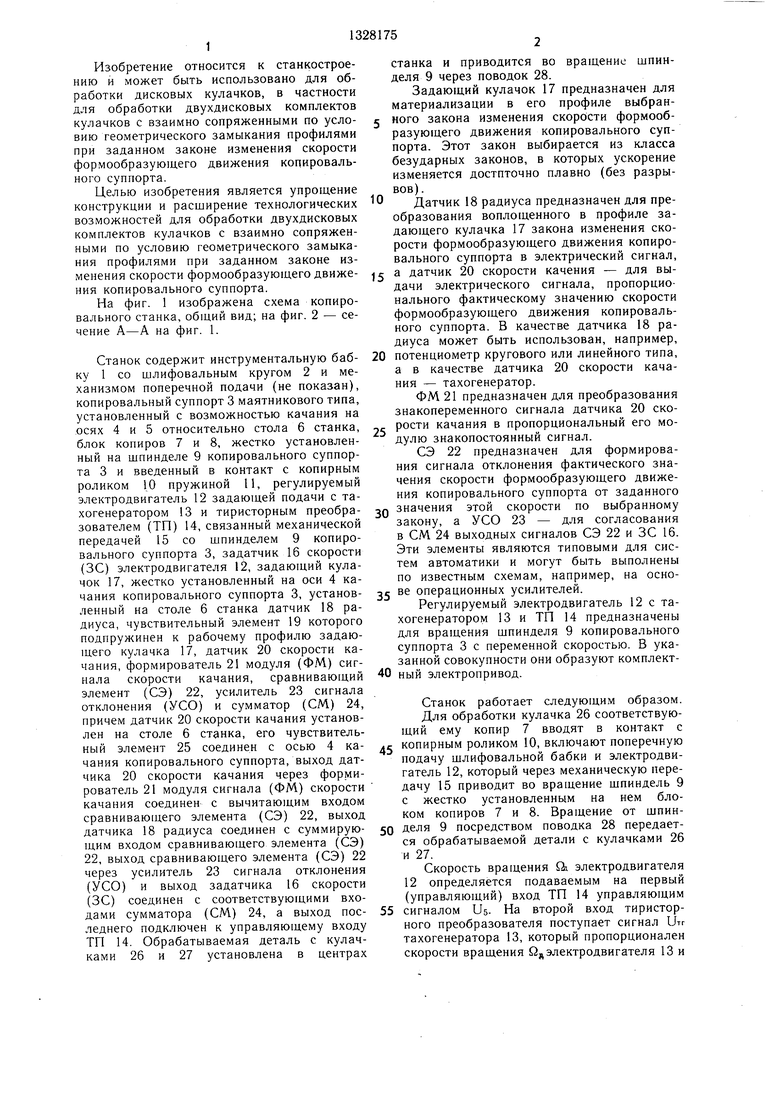
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки некруглых деталей | 1982 |
|
SU1041268A2 |
| Устройство для обработки некруглых деталей | 1976 |
|
SU619326A1 |
| Устройство задающей подачи копировально-шлифовального станка | 1986 |
|
SU1458161A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Система управления станком для шлифования кулачковых валов | 1984 |
|
SU1281389A1 |
| Станок для обработки кулачкового вала | 1979 |
|
SU1042961A1 |
| Тиристорный привод задающей подачи копировального станка | 1978 |
|
SU764931A1 |
| Устройство для обработки кулачковых деталей | 1985 |
|
SU1268376A1 |
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
Изобретение относится к устройствам для копиродально-шлифовальной обработки. Цель изобретения - упрощение конструкции и расширение технологических возможностей для обработки дисковых кулачков при заданном законе изменения скорости формообразующего движения копировального суппорта (КС), в частности двухдисковых кулачков с взаимно сопряженными профилями. Станок содержит КС маятникового типа, на шпинделе которого установлен блок копиров, регулируемый электропривод вращения шпинделя, установленный на оси к-а- чания КС задающий кулачок, взаимодействующий с профилем задающего кулачка датчик радиуса, связанный чувствительным элементом с осью качания КС датчик скорости качания и формирователь модуля сигнала скорости качания. Датчик радиуса считывает воплощенную в профиле задающего кулачка информацию о заданном законе изменения скорости формообразуюпхего движения КС и выдает на суммирующий вход сравниваюп1его элемента (СЭ) электрический сигнал. Сигнал датчика скорости качания через формирователь модуля подается на вычитающий вход СЭ. Выходной сигнал СЭ через усилитель поступает на вход регулируемого электропривода, который управляет скоростью вращения иппнделя так, чтобы изменение скорости формообразующего движения КС соответствовало заданному закону. 2 йл. (Л со го 00 | ел
| Копировально-шлифовальный станок | 1984 |
|
SU1202832A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
