1
Изобретение отиосится к области автоматики и может быть использовано в системах адаптивного управления металлорежущими станками.
Известны устройства для определения 5 динамических характеристик процесса резания 1, оценка параметров в которых основана на возбуждении упругой системы станка гармоническими колебаииями. Недостаток этих устройств в том, что на прак- ю тике обеспечить такое возмущение ие всегда возможно при определении параметров процесса резания в ходе нормального функциоиироваиия станка.
Наиболее близким к изобретению техни- 55 ческим решеиием является устройство для идентификации параметров процесса резания 2, содержащее последовательно соедииенные задатчик силового параметра процесса резания, элемеит сравнения, пер- 2о вый усилитель, привод подачи с тахогеиератором и датчик силового параметра процесса резания, выход которого соединеи со вторым входом элемеита сравнения.
Характерными особенностями этого уст- 25 ройства является то, что контроль постоянной времени объекта (процесса резания) осуществляется косвенным путем по одной из составляющих мащинного времени на
объем с обрабатываемой детали критического припуска.
К недостаткам этого устройства относится наличие запаздывания, равное времени одного цикла обработки детали, что ие позволяет оперативно определять параметры, характеризующие динамические свойства процесса резания, которые необходимы для осуществления самонастройки в пределах каждого цикла обработки детали.
Цель изобретения - ускорение процесса определения параметров процесса резаиия непосредственно в ходе нормального функционирования станка с автоматической системой управления.
Эта цель достигается тем, что устройство содержит два компаратора, первый делитель, второй усилитель, задатчик форсированной иодачи и последовательно соединенные фильтр нижних частот, дифференцирующий блок, первый блок памяти, второй делитель, умножитель и второй блок памяти, к разрешающему входу которого через первый компаратор подключен выход элемента сравнения, а к разрещающему входу первого блока памяти-выход второго компаратора, к соответствующим входам которого подключены выход фильтра иижних частот и через второй усилитель выход
задатчика силового параметра процесса резания, причем выходы .фильтра иижыих частот и тахогеиератора соединены со входами первого делителя, выход которого связан со вторым входом умножителя, а выход задатчика форсированной нодачи - со вторым входом второго делителя.
Как известно, процесс резания в первом приближении описывается апериодическим звеном. Во время врезания ннструмента в изделие переходной процесс описывается известной формулой
/i
(l-e).
P
Зф - форсированная подача; т - время;
Р - силовой параметр процесса резания;К - коэффициент передачи процесса
резания;
Т - постояпная времени процесса резания.
Разложив это выражение в ряд и отбров члеиы высших порядков, получим
Р - т
т
ифференцируя это выражение получим
А:
Р с -
отсюда
Т
5ф
где со - сопрягающая частота процесса резания.
Таким образом, измерив за начало переходного процесса скорость изменения силового параметра процесса резания и поделив ее на величину форсированной подачи, можно нолучить значение сопрягающей частоты процесса резания, i/множив величину, обратную сопрягающей частоте процесса резания, на коэффициент передачи процесса резания в установившемся режиме можно определить значение постоянной времени процесса резания.
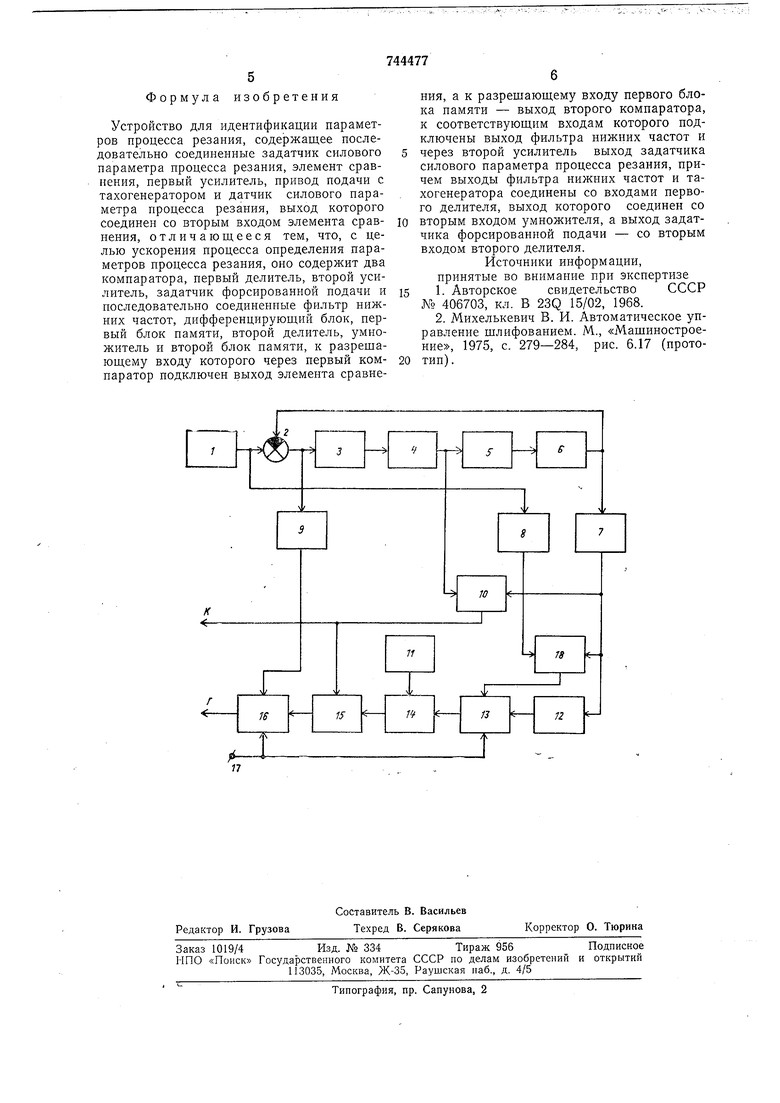
Блок-схема устройства приведена на чертеже.
Она содержит задатчик 1 силового параметра процесса резания, элемент 2 сравнения, усилитель 3, привод 4 с тахогенератором Ь, датчик 6 силового параметра процесса резания, фильтр 7 нижних частот, усилитель 8, компаратор 9, делители 10, задатчик 11 форсированной нередачи, дифференцирующий блок 12, блок 13 памяти, делитель 14, умножитель 15, блок 16 памяти, клемму 17 и компаратор 18.
Устройство работает следующим образом.
Отфильтрованный от частоты вращения инструмента или изделия в фильтре 7
нижних Частот-сигнал датчика 6 силового
параметра процесса резания поступает в дифференцирующий блок 12. Полученное значение заиомииается в блоке 13 памяти.
Сигпал, на разрещение записи в блок 13 памяти выдает компаратор 18, который опрокидывается при равенстве значения стабилизируемого параметра значению, приблизительно равному 20% от заданной величины установки, которая определяется коэффициентом усиления усилителя б (коэффициент уснлення усилителя 8 приблизительно равен 0,2). Скорость выходной величипы выбирается
иа уровне 20% от заданной уставом, потому что, если точку на участке переходной характеристики, в которой определяется скорость выходной величииы, выбрать раиьше, чем система наберет 20% от заданной установки, то постоянную времени можно определить неточно, так как начальный участок нереходной характеристики определяется звеньями, имеющими большее быстродействие, чем процесс резания, т. е.,
наиример, постоянными времени датчика.
На выходе делителя 14 образуется частное от деления значения форсированной подачи на заномненное значение производной сигнала датчика 6 силового параметра процесса резания. При достижении заданного Зфовня стабилизации комнаратор 9 опрокидывается и разрешает блоку 16 памяти запоминать значение произведения. Коэффициент передачи процесса резания /( определяется как частное от деления сигнала датчика силового нараметра нроцесса резания на сигнал тахогенератора, который пропорционален подаче. Учитывая, что
- КТ,
Рк
в блок 16 памяти при достижении заданного уровня стабилизации каждый раз при
врезании инструмента в изделие будет записываться значение постепепиой времени ироцесса резания, а на выходе делнтеля 10 будет присутствовать сигнал, пропорциональный коэффициенту передачи процесса
резания.
Клемма 17 но которой осуществляется управление от электросхемы станка (на чертеже не показано), производит сброс предыдущих запомпенных величин при подключении сбрасывающих входов блоков 13 и 16 памяти к шине нулевого потенциала, а затем на все время памяти соединяет сбрасывающие входы блоков 13 и 16 с источником оиорного напряжения.
Таким образом, в ходе нормальной работы станка, оснащенного системой автоматического управления, устройство позволяет быстро определить при врезании инструмента в нзделие коэффициенты нередаточпой функции процесса резания.
Формула изобретения
Устройство для идентификации иараметров процесса резания, содержащее последовательно соединенные задатчик силового параметра процесса резания, элемент сравнения, первый усилитель, привод подачи с тахогенератором и датчик силового параметра процесса резания, выход которого соединен со вторым входом элемента сравнения, отличающееся тем, что, с целью ускорения процесса определения параметров процесса резания, оно содержит два компаратора, первый делитель, второй усилитель, задатчик форсированной подачи и последовательно соединенные фильтр нижних частот, дифференцирующий блок, первый блок памяти, второй делитель, умножитель и второй блок памяти, к разрещающему входу которого через первый компаратор подключен выход элемента сравнения, а к разрешающему входу первого блока памяти - выход второго компаратора, к соответствующим входам которого подключены выход фильтра нижних частот и через второй усилитель выход задатчика силового параметра процесса резания, причем выходы фильтра нижних частот и тахогенератора соединены со входами первого делителя, выход которого соединен со вторым входом умножителя, а выход задатчика форсированной подачи - со вторым входом второго делителя.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 406703, кл. В 23Q 15/02, 1968.
2.Михелькевич В. И. Автоматическое управление щлифованием. М., «Машиностроение, 1975, с. 279-284, рис. 6.17 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок самонастройки для систем управления подачей металлорежущего станка | 1976 |
|
SU741232A1 |
| Устройство для регулирования силовых параметров и рабочей подачи процесса резания | 1985 |
|
SU1270744A1 |
| Устройство регулирования скорости электродвигателя | 1983 |
|
SU1125600A1 |
| Самонастраивающаяся система регулирования загрузки барабанной мельницы | 1980 |
|
SU910194A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Привод ориентации шпинделя металлорежущего станка | 1984 |
|
SU1241194A1 |
| Система автоматического управления процессом сухого измельчения | 1986 |
|
SU1428469A2 |
| СИСТЕМА СТАБИЛИЗАЦИИ СКОРОСТИ ВРАЩЕНИЯ СИЛОВЫХ ГИРОСТАБИЛИЗАТОРОВ | 2008 |
|
RU2383863C1 |
| Устройство для контроля степени развальцовки труб | 1983 |
|
SU1139543A1 |
| УСТРОЙСТВО ДЛЯ СПЕКТРАЛЬНОГО АНАЛИЗА | 1991 |
|
RU2031375C1 |
