Изобретение относится к автоматике, в частности к автоматическому управлению и регулированию, а именно к системам экстремального регулирования, и может быть применено в адаптивном управлении металлорежущими |Станками,
Цель изобретения - повышение надежности работы и быстродействия и расширение области применения систем
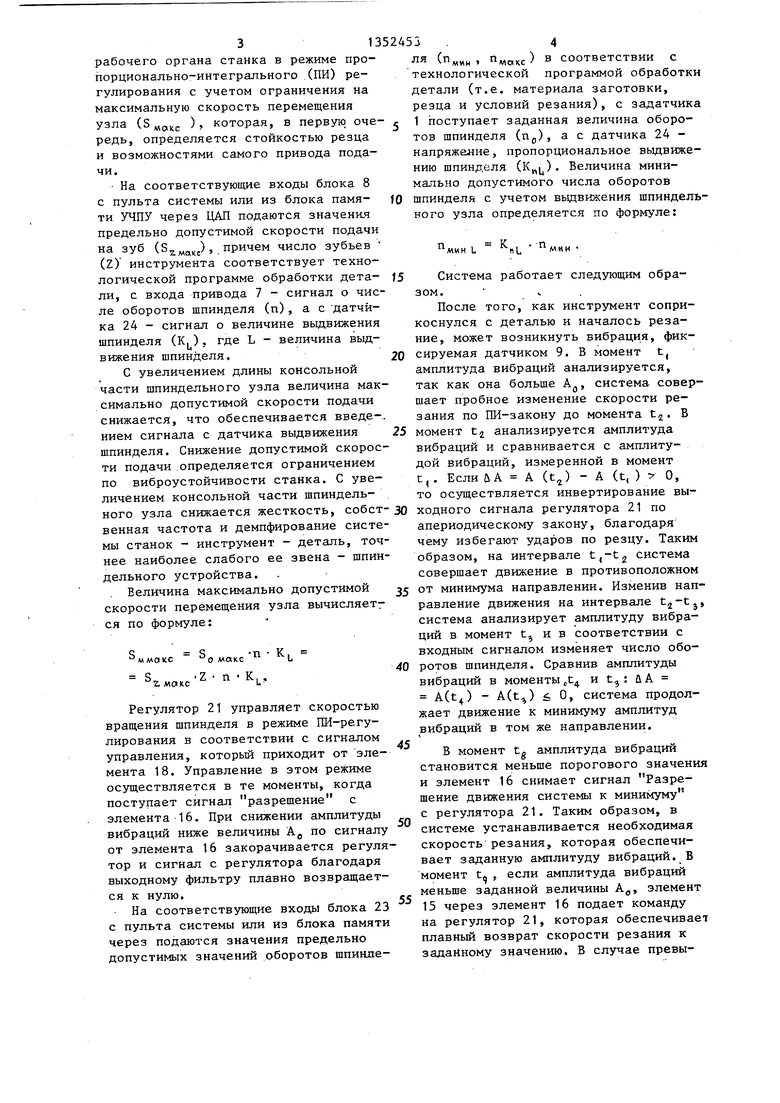
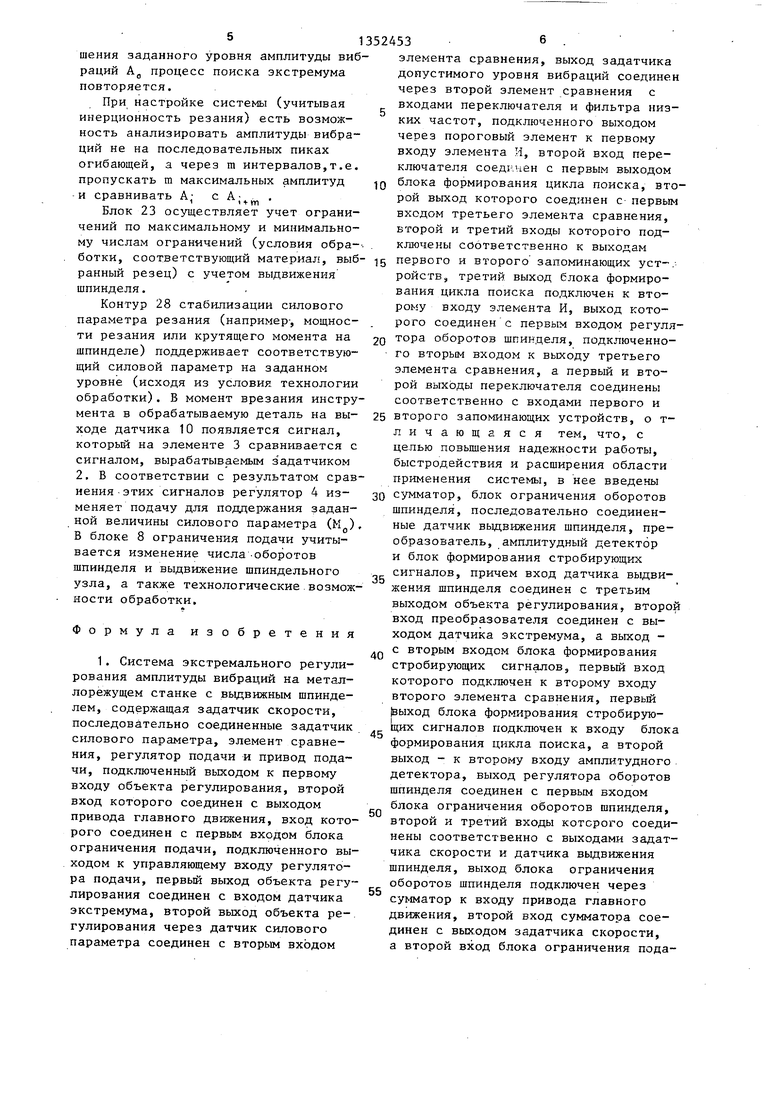
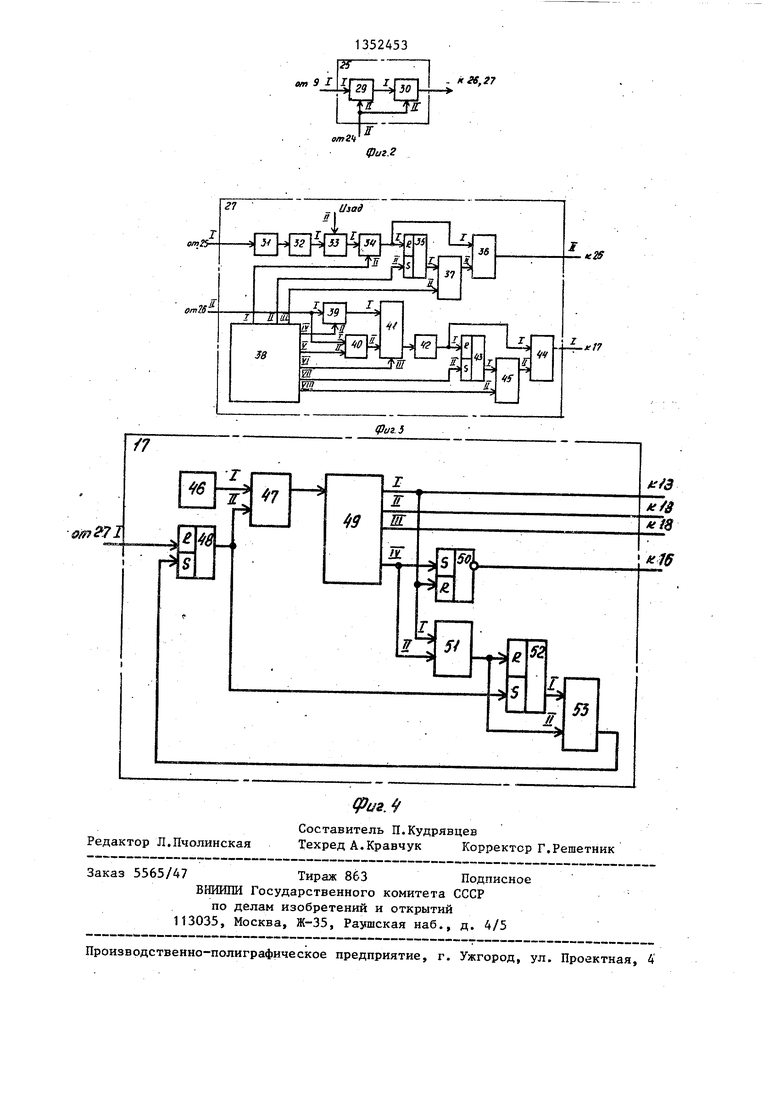
На фиг. 1 приведена функциональная схема системы экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем на фиг. 2 - фукнциональ- ная схема преобразователя сигналов датчика экстремума; на фиг. 3 - функ ционалы ая схема блока формирования стробирующих сигналов; на фиг. 4 - функциональная схема блока формирования цикла поиска командного генератора.
Система содержит задатчик 1 скорости с помощью которого задается скорость резания, задатчик 2 силового параметра, элемент 3 сравнения, регулятор 4 подачи, .привод 5 подачи, объект 6 регулирования, привод 7 главного движения, блок 8 ограничени подачи, датчик 9 экстремума, датчик .10 силового параметра, задатчик 11 допустимого уровня вибраций, второй элемент 12 сравнения, переключатель
13, фильтр 14 низких частот, порого- g с выходом RS-триггера 48. Выход эле-.
вьй элемент 15, элемент И 16, блок 17 формирования цикла поиска, третий элемент 18 сравнения, первое 19 и второе 20 запоминающие устройства, регулятор 21 оборотов шпинделя, сумматор 22, блок 23 ограничения оборотов шпинделя, датчик 24 выдвижения шпинделей, преобразователь 25, амплитудный детектор 26 и блок 27 формирования стробирующих сигналов.
Блоки 1, 2, 3, 4, 5, 7, 8, 10 и 22 образуют контур 28 стабилизации вого параметра .резания.
Преобразователь 25 включает в себя последовательно соединенные уп- равляемьй полосовой фильтр 29 и уси-- литель 30 с регулируемым коэффициентом усиления.
Блок 27 состоит из последовательно соединенных детектора 31, фильтра 32 нижних частот и компаратора 33 задания уровня. На второй вход компаратора 33 подается заданный уровень напряжения. Выход компаратора 33
мента 47 соединен с входом распределителя 49 импульсов. Первые два выхода распределителя 49 подключены к второму входу переключателя 13.
40 Третий выход распределителя 49 подключен к первому входу элемента 18. R-вход RS-триггера 5G связан с первым выходом распределителя 49 и первым входом элемента ИЛИ 51. Выход
дц триггера 50 подключен к второму входу элемента 16. Четвертый выход распределителя 49 подсоадинен к S-входу триггера 50 и второму входу элемента ИЛИ 51. Выход триггера 48 подключен к второму входу элемента 47 и S-входу RS-триггера 52. Выход триггера 52 подключен к первому входу элемента ШШ-НЕ 53. Выход элемента ИЛИ 51 подключен к R-входу триггера 52 и второму входу элемента ИЛИ-.НЕ 53. Выход элемента 53 подсоединен к S- входу триггера 48.
Регулятор 4 и блок В обеспечивают управление скоростью перемещения
50
55
подключен к первому входу тактируемого формирователя 34. Выход формирователя 34 подключен к входу триггера
35 и входу элемента ИЛИ 36. Второй вход элемента 36 связан с выходом элемента И 37. Первьй вход элемента 37 связан с выходом триггера 35. Первый, второй и третий вькоды генератора 38 импульсов подключены соответственно к второму входу формирователя 34, S-входу триггера 35 и второму входу элемента PI.
Первые входы узлов 39 и 40 выборки-хранения соединены. Выходы узлов 39 и 40 подключены соответственно к первому и второму входам компаратора 41, Выход компаратора 41 через формирователь 42 связан с R-входом
RS-триггера 43 и первьщ входом элемента Я1Ш 44. Второй вход элемента 44 соединен с выходом элемента И 45. Выход триггера 43 подключен к первому входу элемента И. Четвертый, пятый, шестой, седьмой и воеьмой выходы генератора 38 подключены соответственно к вторым входам узлов 39 и 40, третьему входу компаратора 41, S-входу триггера 43 и второму входу
элемента И.
Блок 17 включает в себя генератор 46 импульсов, выход которого подключен к первому входу элемента ИЛИ-г НЕ 47. Второй вход элемента 47 связан
с выходом RS-триггера 48. Выход эле-.
мента 47 соединен с входом распределителя 49 импульсов. Первые два выхода распределителя 49 подключены к второму входу переключателя 13.
Третий выход распределителя 49 подключен к первому входу элемента 18. R-вход RS-триггера 5G связан с первым выходом распределителя 49 и первым входом элемента ИЛИ 51. Выход
триггера 50 подключен к второму входу элемента 16. Четвертый выход распределителя 49 подсоадинен к S-входу триггера 50 и второму входу элемента ИЛИ 51. Выход триггера 48 подключен к второму входу элемента 47 и S-входу RS-триггера 52. Выход триггера 52 подключен к первому входу элемента ШШ-НЕ 53. Выход элемента ИЛИ 51 подключен к R-входу триггера 52 и второму входу элемента ИЛИ-.НЕ 53. Выход элемента 53 подсоединен к S- входу триггера 48.
Регулятор 4 и блок В обеспечивают управление скоростью перемещения
рабочего органа станка в режиме пропорционально-интегрального (пи) регулирования с учетом ограничения на максимальную скорость перемещения узла (S „о|(. ), которая, в первую очередь, определяется стойкостью резца и возможностями самого привода подачи.
На соответствующие входы блока 8 с пульта системы или из блока памяти УЧПУ через ЦАП подаются значения предельно допустимой скорости подачи на зуб (), причем число зубьев (Z) инструмента соответствует технологической программе обработки детали, с входа привода 7 - сигнал о числе оборотов шпинделя (п), а с датчика 24 - сигнал о величине вьщвижения шпинделя (к.), где L - величина выдвижения шпинделя.
С увеличением длины консольной части шпиндельного узла величина максимально допустимой скорости подачи снижается, что обеспечивается введе-. нием сигнала с датчика выдвижения шпинделя. Снижение допустимой скорости подачи определяется ограничением по виброустойчивости станка. С увеличением консольной части шпиндельного узла снижается жесткость, собственная частота и демпфирование системы станок - инструмент - деталь, точнее наиболее слабого ее звена - шпиндельного устройства.
Величина максимально допустимой скорости перемещения узла вычисляетг ся по формуле:
ммакс о макс L ..c Z- п-К,,
Регулятор 21 управляет скоростью вращения шпинделя в режиме ПИ-регу- лирования в соответствии с сигналом управления, которьй приходит от элемента 18. Управление в этом режиме осуществляется в те моменты, когда поступает сигнал разрешение с элемента 16. При снижении амплитуды вибраций ниже величины А по сигналу от элемента 16 закорачивается регулятор и сигнал с регулятора благодаря выходному фильтру плавно возвращается к нулю.
На соответствующие входы блока 23 с пульта системы или из блока памяти через подаются значения предельно допустимых значений оборотов шпинделя (п
мин макс
) В соответствии с
технологической программой обработки детали (т.е. материала заготовки, резца и условий резания), с задатчика
1 поступает заданная величина оборотов шпинделя (пд), а с датчика 24 - напряжение, пропорциональное вьщвиже- нию шпинделя (). Величина минимально допустимого числа оборотов
шпинделя с учетом выдвижения шпиндельного узла определяется по формуле:
L nU
П
мин
0
5 Система работает следующим образом.
После того, как инструмент соприкоснулся с деталью и началось резание, может возникнуть вибрация, фик0 сируемая датчиком 9. В момент t амплитуда вибраций анализируется, так как она больше А, система совершает пробное изменение скорости резания по пи-закону до момента t. Б
5 момент tj анализируется амплитуда вибраций и сравнивается с амплитудой вибраций, измеренной в момент t, . Если U А А (t) - А (t, ) О, то осуществляется инвертирование вы0 ходного сигнала регулятора 21 по апериодическому закону, благодаря чему избегают ударов по резцу. Таким образом, на интервале система совершает движение в противоположном
5 от минимума направлении. Изменив направление движения на интервале ,, система анализирует амплитуду вибраций в момент t и в соответствии с входным сигналом изменяет число обо0 ротов шпинделя. Сравнив амплитуды вибраций в моменты Ц и uA A(t) - A(t) , О, система продолжает движение к минимуму амплитуд вибраций в том же направлении.
5
В момент tg амплитуда вибраций
становится меньше порогового значения и элемент 16 снимает сигнал Разрешение движения системы к минимуму с регулятора 21. Таким образом, в системе устанавливается необходимая скорость резания, которая обеспечивает заданную амплитуду вибраций. В момент tfl , если амплитуда вибраций меньше заданной величины А, элемент 15 через элемент 16 подает команду на регулятор 21, которая обеспечивает плавный возврат скорости резания к задайному значению. В случае превы51
шения заданного уровня амплитуды вибраций Ад процесс поиска экстремума повторяется.
При настройке системы (учитывая инерционность резания) есть возможность анализировать амплитуды вибраций не на последовательных пиках огибающей, а через га интервалов,т.е. пропускать m максимальных амплитуд -и сравнивать А; с А; ,
Блок 23 осуществляет учет ограничений по максимальному и минимальному числам ограничений (условия обработки, соответствующий материал, выбранный резец) с учетом выдвижения шпинделя.
Контур 28 стабилизации силового параметра резания (например-, мощности резания или крутящего момента на шпинделе) поддерживает соответствующий силовой параметр на заданном уровне (исходя из условия технологии обработки). В момент врезания инструмента в обрабатываемую деталь на выходе датчика 10 появляется сигнал, который на элементе 3 сравнивается с сигналом, вырабатываемым з адатчиком 2, В соответствии с результатом срав нения-этих сигналов регулятор 4 изменяет подачу для поддержания заданной величины силового параметра (М) В блоке 8 ограничения подачи учитывается изменение числа -оборотов шпинделя и выдвижение шпиндельного узла, а также технологические возможности обработки.
Формула изобретения
1. Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем, содержащая задатчик скорости, последовательно соединенные задатчик силового параметра, элемент сравнения, регулятор подачи и привод подачи, подключенный выходом к первому входу объекта регулирования, второй вход которого соединен с выходом привода главного движения, вход которого соединен с первым входом блока ограничения подачи, подключенного выходом к управляющему входу регулятора подачи, первый выход объекта регулирования соединен с входом датчика экстремума, второй выход объекта регулирования через датчик силового параметра соединен с вторым входом
524536 .
элемента сравнения, выход задатчика допустимого уровня вибраций соединен через второй элемент сравнения с входами переключателя и фильтра низких частот, подключенного выходом через пороговый элемент к первому входу элемента И, второй вход переключателя соеди ;ен с первым выходом
Q блока формирования цикла поиска, второй выход которого соединен с- первым входом третьего элемента сравнения, второй и третий входы которого под- . ключены соответственно к выходам 15 первого и второго запоминающих уст-.- ройств, третий выход блока формирования цикла поиска подключен к второму входу элемента И, выход которого соединен с первым входом регуля20 тора оборотов шпинделя, подключенно- - го вторым входом к выходу третьего элемента сравнения, а первый и второй выходы переключателя соединены соответственно с входами первого и
25 второго запоминающих устройств, о т- личающаяся тем, что, с целью повьш1ения надежности работы, быстродействия и расширения области применения системы, в нее введены
30 сумматор, блок ограничения оборотов шпинделя, последовательно соединенные датчик выдвижения шпинделя, преобразователь, амплитудный детектор и блок формирования стробирующих сигналов, причем вход датчика выдвижения шпинделя соединен с третьим выходом объекта регулирования, второй вход преобразователя соединен с выходом датчика экстремума, а выход - с вторым входом блока формирования стробирующих сигналов, первый вход которого подключен к второму входу второго элемента сравнения, первый |выход блока формирования стробирующих сигналов подключен к входу блока формирования цикла поиска, а второй выход - к второму входу амплитудного - детектора, выход регулятора оборотов шпинделя соединен с первым входом блока ограничения оборотов шпинделя, второй и третий входы которого соединены соответственно с выходами задатчика скорости и датчика выдвижения шпинделя, выход блока ограничения оборотов шпинделя подключен через сумматор к входу привода главного движения, второй вход сумматора соединен с ВЫХ.ОДОМ задатчика скорости, а второй вход блока ограничения пода35
40
45
50
55
чи - с выходом датчика выдвижения шпинделя.
2. Система по п. 1, отличающаяся тем, что преобразователь содержит последовательно соединенные управляемый полосовой фильтр и усилитель с регулируемым коэффициентом усиления, причем первым входом преобразователя является первьш вход управляемого полосового фильтра, второй вход которого соединен с вторым входом усилителя .-с регулируемым коэффициентом усиления и вторым входом преобразователя, выходом которого является выход усилителя с регулируемым коэффициентом усиления.
ф1/&,
9 Г
Редактор Л.Пчолинская
(
Составитель П.Кудрявцев
Техред А.Кравчук Корректор Г,Решетник
Заказ 5565/47Тираж 863Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
. iti6,27
Y фиг.2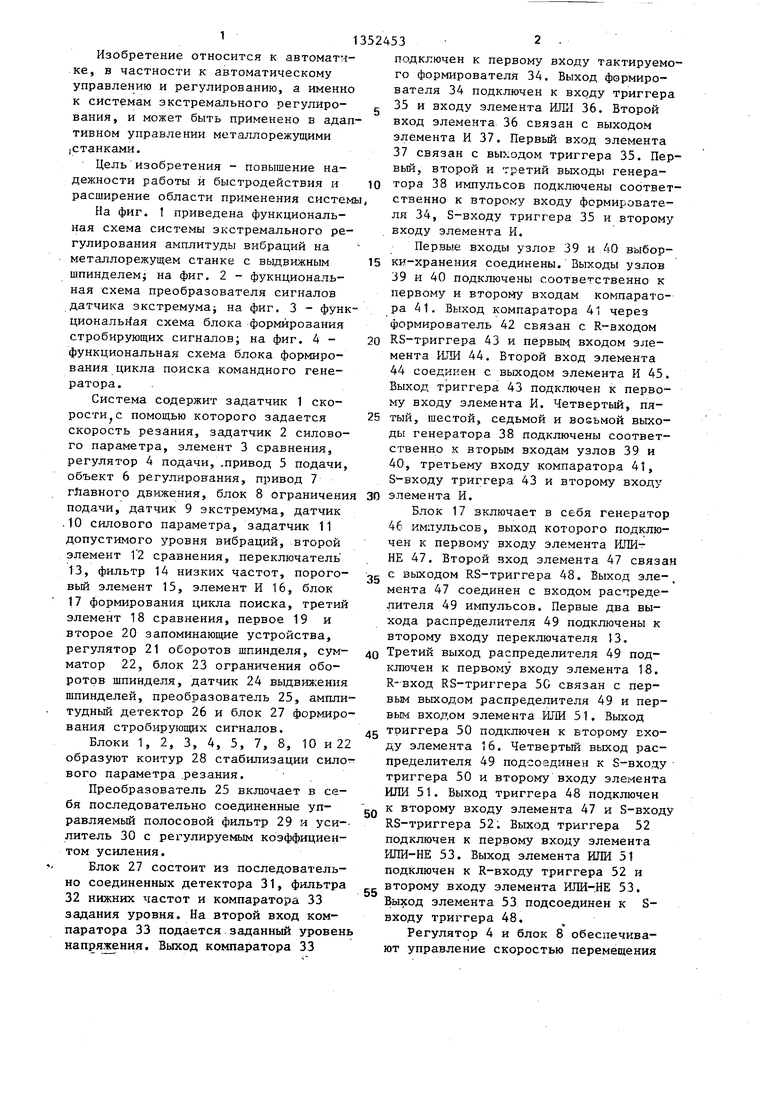
| название | год | авторы | номер документа |
|---|---|---|---|
| Система экстремального регулирования уровня вибраций на металлорежущем станке | 1982 |
|
SU1013909A1 |
| Система экстремального регулирова-Ния CTAHKOM | 1979 |
|
SU815715A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И ЭКСПЕРТНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2175120C2 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
| Устройство для регулирования числа оборотов шпинделя на металлорежущих станках | 1976 |
|
SU591825A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И ЭКСПЕРТНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078324C1 |
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| Система экстремального управления металлорежущими станками | 1979 |
|
SU926618A1 |
Изобретение может быть использовано при управлении процессами черновой и получистовой обработки на фрезерно-расточньпс станках с выдвижным шпинделем. Цель изобретения - повышение надежности работы, быстродействия и расширение области применения системы. Цель достигается путем учета ограничений на скорость подачи и обороты шпинделя, формирования плавного изменения скорости резания, исключения рыскания системы около режима с заданной амплитудой вибраций за счет синхронизации работы системы с биениями инструмента, формирования управляющих сигналов и сигналов, пропорциональных амплитуде вибраций, с учетом величины вьщвижения шпинделя. Для этого в систему, содержащую контур стабилизации силового параметра, задатчик допустимой амплитуды вибраций, два запоминающих устройства, блок формирования цикла поиска, переключатель, два элемента сравнения, регулятор оборотов шпинделя, датчик экстремума, пороговый элемент, элемент И, введены блок ограничения оборотов шпинделя, амплитудный детектор, блок формирования стробирующих сигналов, преобразователь сигнала датчика экстремума, датчик выдвижения шпинделя и фильтр нижних частот. 1 з.п. ф-лы, 4. ил.
| Бонч-Бруевич A.M., Быков В.Л., Чапаев П.И | |||
| Бесконтактные элементы самонастраивающихся систем | |||
| - М.: Машиностроение, 1968, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| НЕЗАМЕРЗАЮЩИЙ ГИДРАНТ | 1927 |
|
SU8157A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
