1
Изобретение относится к автсялати.ческетлу управлению и может быть ислользовано в системах управления процессе механической обработки металлов на металлорежущих станках.
Известны системы управления по- дачей металлорежущих станков, позволяющие стабилизировать или изменять по определенной программе величину силового параметра процесса резания и за счет этого увеличить производительность и точность обработки. В этих системах IB качестве регулируемого (выходного параметра) принимаетсй величина силового параметра процесса резания. Регулирующим воздействием является скорость подачи
инструмента 1. J . .
Недостатком данных устройств то, что статические и динамические показатели системы управлеМня величиной силового паргилетра процесса резания изменяются вследствие иестационарности параметров процесса:резания.
Известна также система, в которой для устранения этого недостатка применен блок самонастройки, осуществляющий перенастройку коэффи1циента усиления одного из звеньев системы управления с тем, чтобы общий коэффициент разомкнутой системы оставался постоянньил, независимо от изменения коэффициента усиления процесса резания 2.
Однако в данной системе при постоянном общем коэффициенте усиления, выбранным из условия необходи10мой статической точности, в результате иэйенёния коэффициента усиления усилителя изменяется и частота среза разомкнутой системы.
Цель изодретения - повышение
15 производительности, надежности и точности обработки деталей.
Эта цель достигается тем, что в блок самонастройки, введены задат20 чикй форсированной подачи и частоты среза разомкнутой системы, запоминающее устройство, луль-орган и последовательно соединенные фильтр нижних частот, дифференцирующее звено,
25 детектор и второй делитель, второй вход которого соединен с задатчиком форсированн и подачи, а .выход - с информационным входом запоминающего устройства, вход фильтра нижних
30 частот соединен со вторым входом
блока, вход первого делителя соединен с третьим входом блока, а выход - с первым входом нуль-органа, второй вход которого соединен с выходом фильтра нижних частот, а .выход - с тактирующим входом запоминающего устройства, выход задатчика частоты среза разомкнутой системы соединен с первым входом элемента сравнения второй вход которого подключен к выходу запоминающего устрои ства.
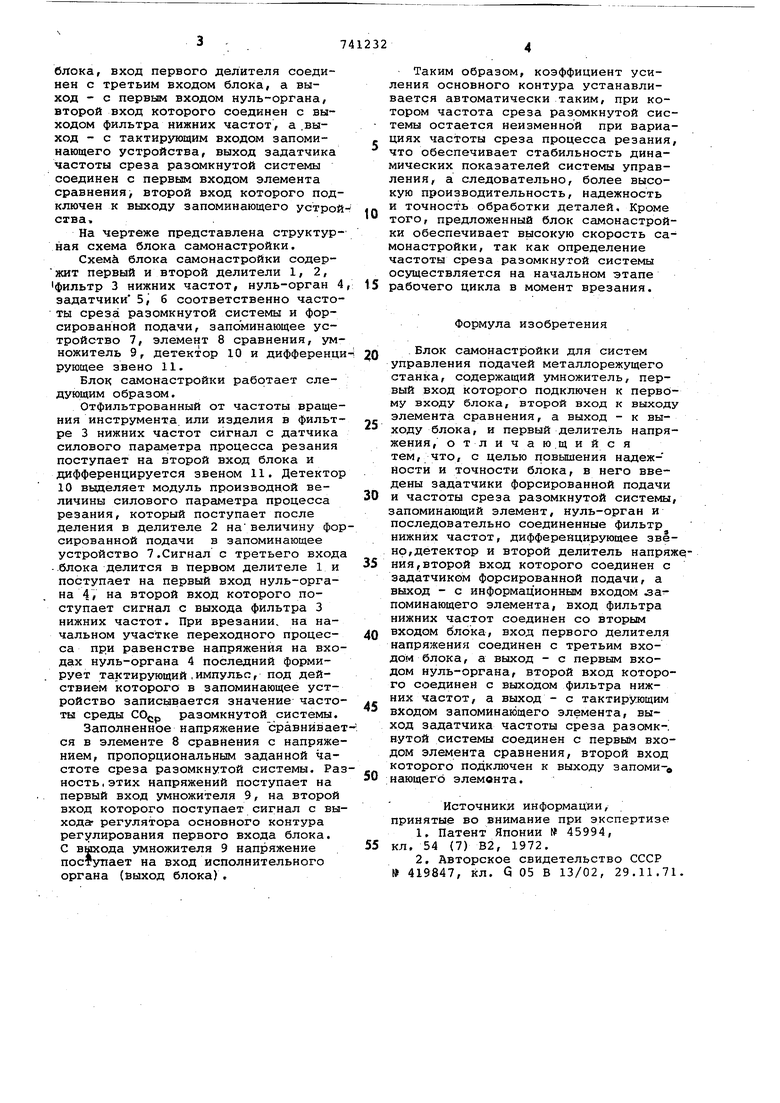
На чертеже представлена структурная схема блока самонастройки.
Схем& блока самонастройки содержит первый и второй делители 1, 2, |фильтр 3 нижних частот, нуль-орган 4 задатчики 5, б соответственно частоты среза разомкнутой системы и форсированной подачи, запоминающее устройство 7, элемент 8 сравнения, умножитель 9, детектор 10 и дифференци рующее звено 11.
Блок самонастройки работает следующим образом.
Отфильтрованный от частоты вращения инструмента, или изделия в фильтре 3 нижних частот сигнал с датчика силового параметра процесса резания поступает на второй вход блока и дифференцируется звеном 11. Детектор 10 вьщеляет модуль производной величины силового параметра процесса резания, который поступает после деления в делителе 2 навеличину форсированной подачи в запоминающее устройство 7.Сигнал с третьего входа ..блока делится в первом делителе 1 и поступает на первый вход нуль-органа 4, на второй вход которого поступает сигнал с выхода фильтра 3 нижних частот. При врезании, на начальном участке переходного процесса при равенстве напряжения на входах нуль-органа 4 последний формирует тактирующий.импульс, под действием которого в запоминающее устройство записывается значение частоты среды COjjp разомкнутой системы.
Заполненное напряжение сравнивает ся в элементе 8 сравнения с напряжением, пропорциональным заданной частоте среза разомкнутой системы. Разность, этих напряжений поступает на первый вход умножителя 9, на второй вход которого поступает сигнал с выхода- регулятора основного контура регулирования первого входа блока. С выхода умножителя 9 напряжение поступает на вход исполнительного органа (выход блока).
Таким образом, коэффициент усиления основного контура устанавливается автоматически таким, при котором частота среза разомкнутой системы остается неизменной при вариациях частоты среза процесса резания, что обеспечивает стабильность динамических показателей системы управления, а следовательно, более высокую производительность, надежность и точность обработки деталей. Кроме того, предложенный блок самонастройки обеспечивает высокую скорость самонастройки, так как определение частоты среза разомкнутой системы осуществляется на начальном этапе рабочего цикла в момент врезания.
Формула изобретения
Q .Блок самонастройки для систем управления подачей металлорежущего станка, содержащий умножитель, первый вход которого подключен к первому входу блока, второй вход к выходу элемента сравнения, а выход - к выходу блока, и первый делитель напряжения, отличаю.щийся тем, что, с целью повышения надежйости и точности блока, в него введены задатчики форсированной подачи
0 и частоты среза разомкнутой системы, запоминающий элемент, нуль-орган и последовательно соединенные фильтр нижних частот, дифференцирующее звено,детектор и второй делитель напряжения,второй вход которого соединен с задатчиком форсированной подачи, а выход - с информационным входом .за поминающего элемента, вход фильтра нижних частот соединен со вторым
Q входом блока, вход первого делителя напряжения соединен с третьим входом блока, а выход - с первым входом нуль-органа, второй вход которого соединен с выходом фильтра нижних частот, а выход - с тактирующим
входом запоминающего элемента, выход задатчика частоты среза разомкнутой системы соединен с первым входом элемента сравнения, второй вход которого подключен к выходу запоминающего элемента.
Источники информации, принятые во внимание при экспертизе
1.Патент Японии № 45994, 5 кл. 54 (7) В2, 1972.
2.Авторское свидетельство СССР
419847, кл. G 05 В 13/02, 29.11.71.
Bxodl
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для идентификации параметров процесса резания | 1978 |
|
SU744477A1 |
| Устройство для регулирования положения режущего инструмента | 1978 |
|
SU783760A2 |
| Устройство для регулирования положения режущего инструмента | 1976 |
|
SU594487A1 |
| Электрогидравлическая система | 1989 |
|
SU1714219A1 |
| Устройство для адаптивного управления станком | 1977 |
|
SU717721A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Система управления металлорежущими станками | 1987 |
|
SU1465259A1 |
| Устройство для управления металлорежущими станками | 1985 |
|
SU1298046A1 |
| ЧАСТОТНО-РЕГУЛИРУЕМЫЙ АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД | 2008 |
|
RU2401502C2 |
| Адаптивная система управления | 1986 |
|
SU1399700A1 |

6ход
k /
//
вб/ХО
