Изобретение относится к области; сварки, в частности сварки световым лучом разнородных и разнотодщинных материалов.
Известен способ обработки материалов лучом лазера, когда в зависимости от.поглощающей способности и состояния поверхности свариваемого материала, наносят то или иное покрытие с повышенной или пониженной поглощающей лазерные лучи способностью.
Например, при лазерной обработке нержавеющей стали наибольший эффект получен при нанесении на ее п.оверхность тонкоизмёдьченного мет адличёского порошка, а при обработке алюминия наносили материал с. очень низкой точкой кипения.
Известен способ.обработки материалов лучом лазера, при котором на свариваемую поверхность наносят погло- щающее покрытие.
Однако в известных способах накаждую из свариваемьтх деталей наносят одинаковое покрытие, что не позволяет
4«fe раздиффереНцировать соедршяемые. части
СП по введенному, в них теплу.
С цельюкомпенсации различных теплофизических свойств, и поглоща ощей
САЗ способности свариваемых деталей и упрощения технологии сварки,на каждую свариваемую деталь наносят покрытие с различными теплофизическими свойствами, обеспечивающими результирую- .
ш щее равенство тепловложения в зоне; сварки. /.. ; .
- - . . Кроме того, на свариваемые детали
наносят покрытия различной толщины или различного химического состава.
. -;rt- r ;.- ifr-i Г:- .
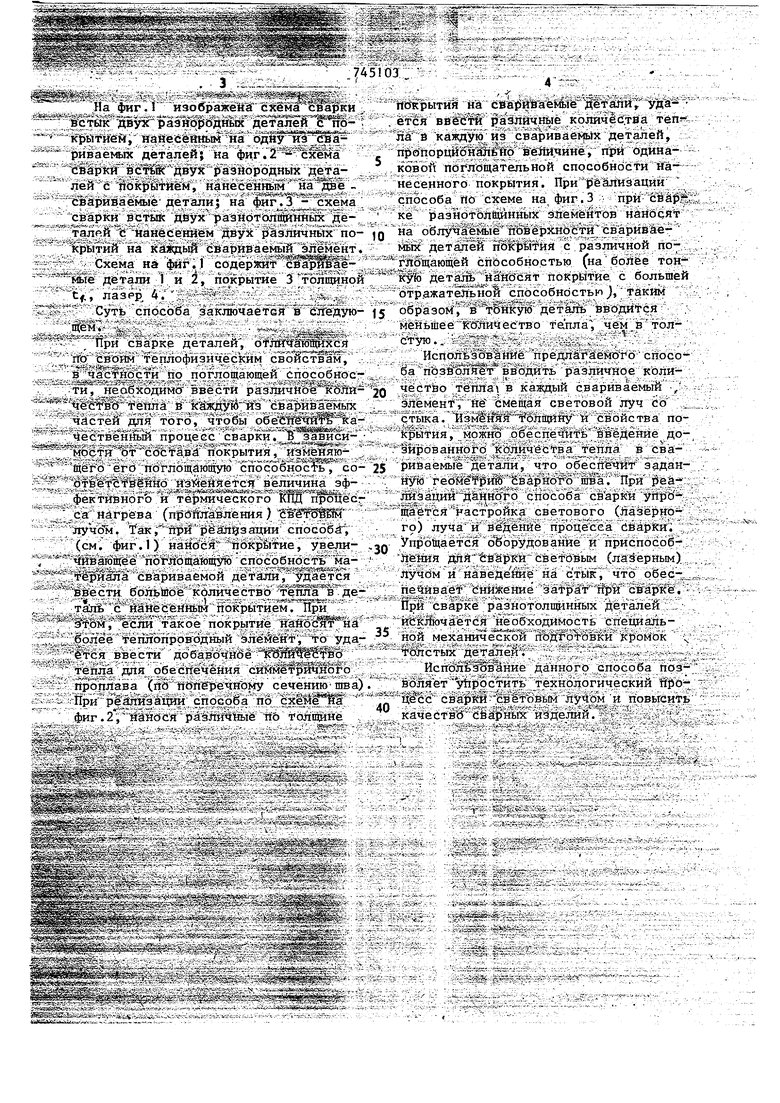
745103 -Д - / -Г-, - а- Й эдазй. Нафиг. I изображейа сх§ма сбарки . м,л я14 „ -(Э. i 3; ;;wJr ;Tb rfgKU,jeu йстык двух разнородных деталей стю1срьЧтией, найесейньм на ojcfaf риваемых деталей; на фиг. сварки рЪзиородных дета„ -- -. г - - -is&r лей с покрытием, нанесенным на дёе V , - 1;вариваемые детали; на фиг.З - схема сварки встык дйух разнотолвднных деталрй 1й-нанесением двух различных покрытиЙ на каждый свариваемый лемент. . ,- a -iij«sjS te«rV - Схема на pir.l содержит сваривае мйе детали 1 и i, покрытие 3толщиной tf, лазрр 4. Г Суть способа заключается в следуюйём - , - - сварке деталей , оТлй йВДИхЪя по своим теплофизическим свЫсТвЖм, в частности по поглощающей способное- ,r.,S. - 41 г - и 1 т ти, необходимо ввести различНое к&ля Чёе вЬтейла в к аждуй из свариваЪмых частей для тогсэ, чтобы obeeUWflW a ёствен&1й процесс сварки .% иси ° 13бстй от с6&тавй покрытия, изменяю щего его поглощающую с посоёнос со ofB TtweiiHo изменяется величина эффективного и те ческого МЙдТфоцесса нагрева (пройлавления ) cSl SSSfff лучо1м. Так, при реализации способа, (см. фиг.1) наноси йокрйтие, увели Шваяощёепоглощающую способност ь ма, , , - nf х- - -« - териала свариваемой детали, удается V С -, -- .i.-::.icSb- s:; ввести большое количество тепла в де талЪ с нанесенным пЪкрытием. При эГтём, такое покрытие наёолее Теплопроводный элейент, то уда ется ввести добавочнбё 1 Bjftlfr :fso -с.s- A MAVSi---$fr тепла дпя обеспечения симметричного прБплава (lio поперечному сечению шва) - При реализации способа по схейС Йа фиг.2°, нанося различные По толщине -, -ЛЙЬ-Сй л & л. ,,, J « t 5««..V-, V, 1 „,..,, «СГ - : .. « V i-#-окрытия на cBapй гae &IeдfeтaЛИy уда- ется вв€йтй различньге количества тепа в каждую из свариваемых деталей, пропорцйон ьйо ветшчине, при одинаковои поглощательной способности нанесенного покрытия. При реализации способа по схеме на фиг.З при свар ке разнотолвщнных элементов наносят на облучаемыепоТверхности свариваемьк деталей покрь тйя с различной поглощающей способностью (на более тонKyfo Деталь наносят покрЬттие с большей .„ ,-а. отражательной способностью), таким образом в тёнкую вводится меньшее ХСГличество тепла, чем в толстую., - предлагаемого спосоЙа пЬзбЪляет вводить различное коли i чество тепла в каждый свариваемый , элемент, не умещая световой луч со . стыка, Пзм йяйТ блщййу н свойства поКрытия, можно обеспечить введение дозйрованногр количесТв а тепла в свариваемые детали, что/обе п-ечит заданную . При peaJШзaций да1 ного способа упрощается настройка светового (лазерного) луча и вёдёние процесса сварки. Упрощается (Оборудование и приспособления дпя ёварки светОвьм (лазерным) лучом и наведение на стык, что обес- , печивает снижение затрат ifpn сварке, При сварке разнотолщинных деталей йскйочается необходимость специальной механиче ской кромок Толстых деталей. Испол1 зШ1ние данного способа позволяет упростить технологический rtpoi|lcc сварки световым и повысить качествб сбарньк изделий. - ;: sxSSsWi .J
-v-av ff,T yb s:&ff - -. j-,-
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛУЧЕВОЙ СВАРКИ СВЕТОВЫМ ЛУЧОМ | 2004 |
|
RU2264901C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
| Способ сварки лучом лазера | 1979 |
|
SU768111A1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ВНАХЛЕСТКУ | 1991 |
|
RU2022742C1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |

1. СПОСОБ ЛУЧЕВОЙ СВАРКИ, преимущественно световым лучом, разнотолщинных и разнородных материалов, на свариваемыекромки которых нанесено покрытие, отличающийся тем, что, с целью компенсации различных теплофизических свойств и поглощающей способности свариваемых деталей и упрощения технологии сварки, на каждую свариваемую деталь чганослт покрытие с различными теплофизическими свой:ствами, обеспечиваюи гмн результирующее равенство тепловложения в зоне сварки. 2.Способ по п. 1 , . о т л и ч а ю щи и с я тем, что на свариваемью детали наносят покрытие разли ной толщины . 3.Способ по п,1, отличающ и и с я тем, что на свариваемые детали наносят покрытия различного химического состава.
1
.. IH
V
CNXs cCsSX4 cv:sa I
I
f
Ф(/г.2
Фиг.З
| Излучение лазера на СО высокой мощности как источника нагрева | |||
| Arata Loshaku, Varaada Takshi, Mijamotp, Weld Sor | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| 12491260 | |||
| 0 |
|
SU157439A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
