Изобретение относится к области жидкостной обработки металлических деталей, в частности к устройствам для обработки большого количества больших и тяжелых металлических деталей с по.мощью моющего средства или растворителя путем промывки, конденсации и распыления, в особенности для удаления смазки. Известно устройство для обезжири вания металлических изделий, содерж щее ванну с крышками, нагревательны элемент для подогрева жидкости и подставку для изделий 1, Однако при использовании этого устройства растворитель и остатки растворенных загрязнений должны уда ляться посредством промывания и опо ласкивания струей воды, для чего необходимо специальное устройство для промывания . Известно также устройство для обезжиривания металлических деталей содержащее ванну с крышкой,систему приспособлением для распыления жидкости, систему регулирования уровня жидкости, нагревательный элемент дл подогрева жидкости, приспособление для отсоса или рециркуляции {2. Это устройство является наиболее близким к заявленному по технической; сущности и достигаемому результату. Однако При использовании данного устройства не обеспечивается высокая степень очистки изделий от загрязнеЦелью изобретения является повышение качества обработки. Поставленная цель достигается тем, что устройство снабжено направляющими пластинами, размещенными снизу и сверху внутри ванны, и дополнительной системой охлаждения, расположенной под верхней направляющей пластиной, при этом приспособление для распыления жидкости выполнено с возможностью вращения, а крышка выполнена вогнутой в Сторону- рабочего пространства ванны и установлена с возможностью перемещения вверх-вниз. При этом крышка снабжена направляющими элементами для отвода конденсированной жидкости, расположенными на ее вогнутой стороне. Направляющие элементы представляют собой кассетную систему с конусами. Кассетная система выполнена в виде ребер и труб круглого и прямоугольного сечения.
Система охлаждения снабжена двойиым пустотелым валом для подвода и отвода охлаждающего агента, а приспособление для распыления л идкости снабжено форсунками, расположенными под углом в плоскости, проходящей через ось вращения приспособления. .
Кроме того, крышка снабжена. нассЩками, расположенными по обеим ее сторонам/ при этом насадки выполнены э виде изогнутых цилиндрических сегментов. Приспособление для отсоса воадука снабжено патрубком и каналом, р.асположенными в ванне под держателем для обрабатываемых деталей.
Приспособление для распыления жидкости снабжено насосом для подачи жидкости в. осевом направлении.
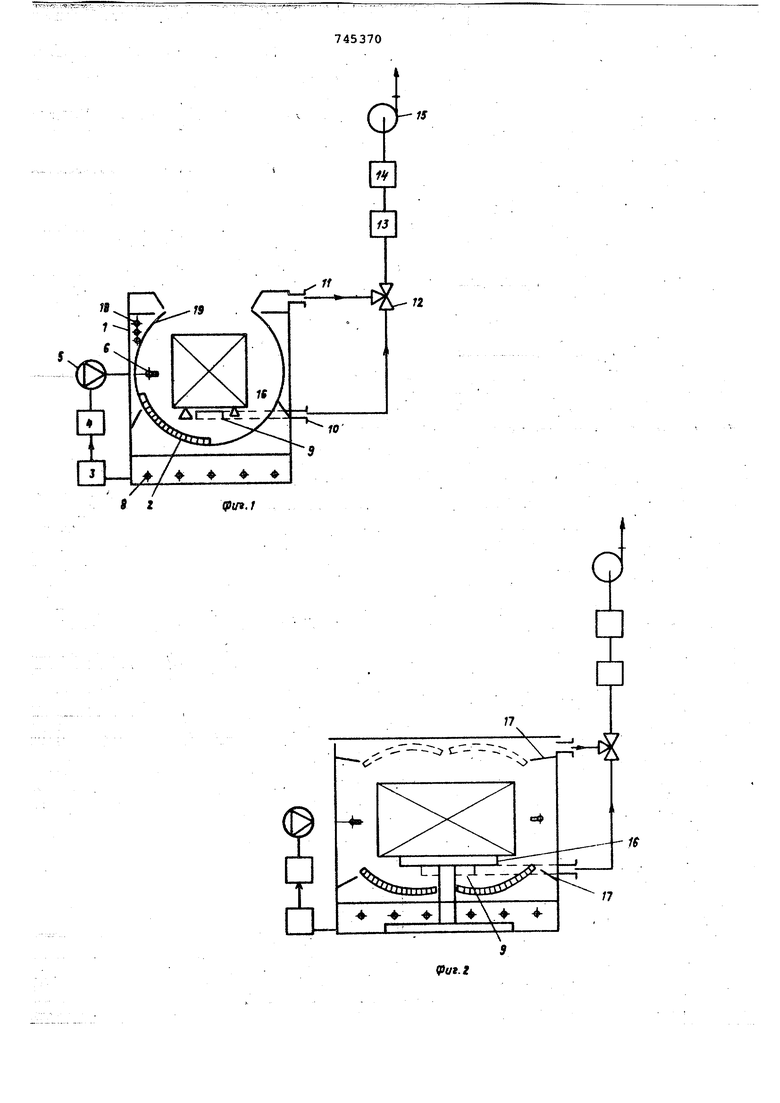
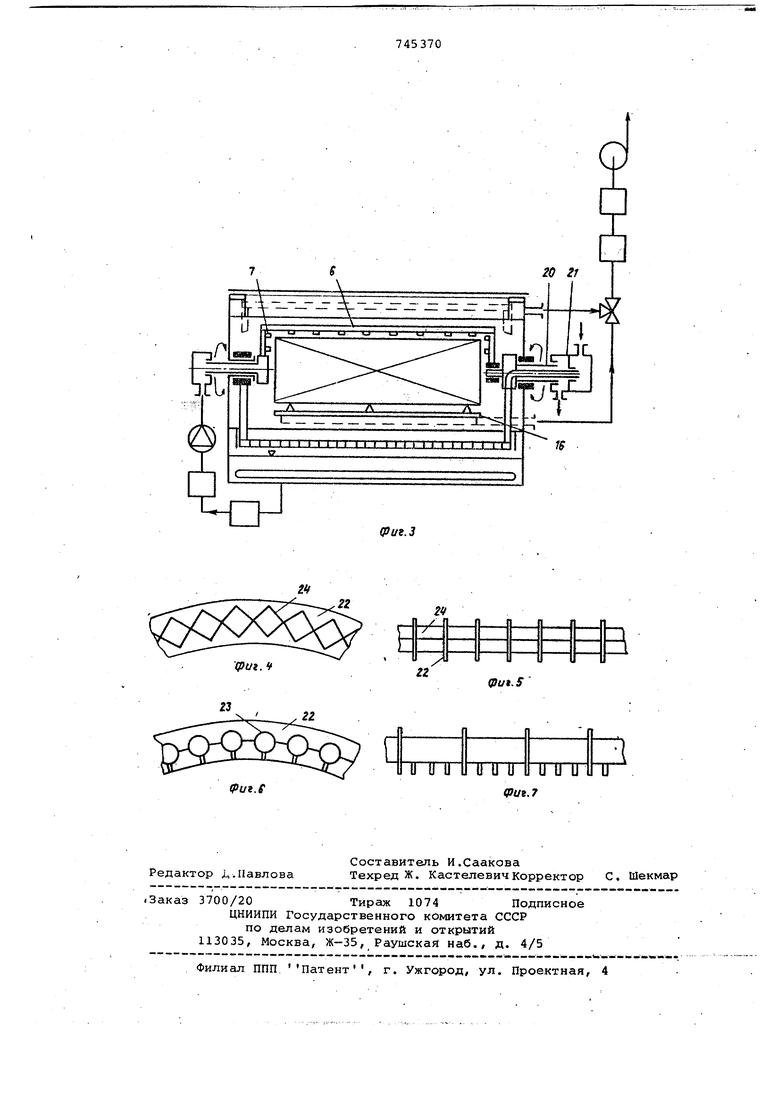
На фиг, 1 схематично представлено устройство, вид; на фиг. 2 то же, вариант выполнения; на фиг, 3 - устройство с системой охлаждения; на фиг 4-7 - варианты кассетной системы.
Устройство для обезжиривания металлических деталей содержит ванну 1 с крышкой 2, систему распыления жидкости, состоящую из фильтра 3, регенератора 4, насоса 5 и приспособления 6 для распыления с форсунками 7 нагревательный элемент 8 для подогрева жидкости, приспособление для отсоса или рециркуляции, состоящее из канала 9, патрубков 10 и 11, клапана 12, охладителя 13, отделителя 14 и вентилятора 15, и держатель 16 для деталей. Кроме того, устройство снабжено направляющими пластинами 17 размещенными снизу и сверху внутри ваннЫ и дополнительной системой охлаждения 18. Крышка 2 снабжена насосами 19, расположенными по обеим ее сторонам, при этом насадки выполнены в виде изогнутых цилиндрических сегментов. Система охлаждения выполнена в виде двойного пустотелого вала 20 и уплотнительной втулки 21. Кассетная система выполнена в виде ребер 22 и труб круглого сечения 23 и прямоугольного сечения 24.
Устройство рабётает следующим обг разом.
Исходным положением для охлаждаемой крышки 2 или для двух таких крышек является нижнее, при котором она вместе с направляющей пластиной 17 закрывает камеру, в которой находится жидкий испаритель и его пары. Приспособление б дпя распыления жидкости приэтом находится в боковом положении. На гревательный элемент 8 для подогрева жидкости работает. Пары моющего средства или растворителя конденсируются на выпуклой стороне охлаждаемой крышки 2 или двух таких крышек, и конденсат стекает по каплям скова в зону, где находится жид кость,
Обрабатываемые детали подаются в закрытую или открытую ванну 1 держателем 16. Этот держатель выполнен в виде крупноячеистой решетки или стола. После этого охлаждаемая крьшка 2 переводится в верхнее положение и вместе с верхними направляющими пластинами 17 образует паро-жидкостную камеру, заполненную растворителем.
Первый, процесс или фаза представляет обычно грубую очистку обрабатываемого изделия посредством обрызгивания или орошения моющим средством или растворителем. Разбрызгивающее или распылительное приспособление 6 движется по круговой траектории вокруг находящегося в .неподвижном состоянии изделия и держателя 16. Работа этого приспособления б обеспечивается с помощью насоса 5 через фильтр 4 и регенератор 3.
После этого следует обработка растворителем путем конденсации его в капельном состоянии, причем охлаждаемая крышка 2 остается в том же положении. Подверхней направляющей пластиной размещена дополнительная охлаждающая система 18, посредством которой увеличивается интенсивность охлаждения. Нагреваемый с помощью нагревательного элемента 8 растворитель вначале отражается от поверхности холодной детали, удаляет с нее (Загрязнения и смывает их за счет падения капель. Посла того как изделие прогреется, этот процесс прекращается, и образую циеся пары конденсируются на вогнутой стороне охлаждаемой крышки 2. Равномерное упорядоченное капание или стекание струйка.мй конденсата может быть достигнуто с помощью размещенных на вогнутой стороне направляющих элементов. Капающая на изделие жидкость охлажда,ет его в такой мере, что на поверхности изделия также конденсируются пары растворителя. Стекание жидкости по изделию или весь процесс можно регулировать таким образом, что это состояние может поддерживаться в течение заданного промежутка времени. При этом растворителем удаляются все загрязнения, имеющиеся на изделии, например на его нижних кромках, с высокой степенью надежности.
После этой очистки охлаждаемая крышка 2 или сдвоенные крышки переводятся в нижнее положение и перекрывают паро-жидкостную камеру с растворителем под изделием. После процесса сушки изделие удаляется из устройства.
Непрерывно действующая система отсоса и вентиляции работает следующим образом,
В устройстве поддерживается постоянно пониженное давление. С этой целью вентилятор 15 соединен с верх ним патрубком 11 или с нижним патрубком 10 для отсоса воздуха. Переключение производится посредством клапана 12. Патрубок 10 для отсоса воздуха соединен с находящимся под обрабатываемым изделием каналом 9 для отсоса воздуха. Этот канал 9 прежде всего предназначен для процес са сушки с помощью воздуха. Положение клапана 12 отвечает соответствующему технологическому процессу, т.е. закладке изделия, обработке поверхности, сушке и определяется поло жением крышки или сдвоенных крышек. Вентиляция или отсос в любом случае производится только внутри устройства. При любом положении клапана 12 воздух проходит через охладитель 13 и отделитель 14. Отделитель представ ляет из себя абсорбер, наполненный активированным углем, очищает воздух от содержащегося в нем растворителя и позволяет его регенерировать. Ввиду того что в устройстве посто янно поддерживается пониженное давление, ни при одном из технологических процессов растворитель не может выходить в окружающий воздух. Формула изобретения 1. Устройство для обезжиривания металлических деталей, содержащее ванну с крышкой, систему с приспосо лением для распыления жидкости, сис тему регулирования уровня жидкости, систему охлаждения, нагревательный элемент для подогрева жидкости, при способление для отсоса или рециркуляции и держатель для обрабатываемы деталей, отличающееся те что, с целью повышения качества обработки, оно снабжено направляющими пластинами, размещенными снизу и сверху внутри ванны и дополнительно системы охлаждения, расположенной под верхней направляющей пластиной, при этом приспособление для распыле ния жидкости выполнено с возможностью вращения, а крышка - вогнутой в сторону рабочего пространства ванны и установлена с возможностью перемещения вверх-вниз. 2.Устройство по П.1, отличающееся тем, что крыщка снабжена направляющими элементами для отвода конденсированной жидкости, расположенными на ее вогнутой стороне. 3.Устройство по пп. 1 и 2, отличающееся тем, что направляющие элементы представляют собой кассетную систему с конусами. 4.Устройство по пп. 1-3, отличающееся тем, что кассетная система выполнена в виде ребер и труб круглого и прямоугольного сечения. 5.Устройство по пп. 1-4, о т личающеес я тем, что дополнительная система охлаждения снабжена двойным пустотелым валом для подвода и отвода охлаждающего агента. 6.Устройство по пп. 1-5, о т л ич а ю щ е е с я тем, что приспособление для распыления жидкости снабжено форсунками, расположенными под углом в плоскости, проходящей через ось вращения,приспособления. 7.Устройство по пп 1-6, отличающееся тем, что крышка снабжена насадками, расположенными по обеим ее сторонам, при этом насадки выполнены в виде изогнутых цилиндрических сегментов. 8.Устройство по пп. 1-7, отличающееся тем, что приспрсоблениё для отсоса воздуха снабжено патрубком и -каналом, расположенными в ванне под держателем для обрабатываемых деталей. 9.Устройство по пп. 1-8, о т л ичающеес я тем, что приспособление для распыления жидкости снабжено насосом для подачи жидкости в осевом направлении. Источники информации, принятые во внимание при экспертизе 1.Бартл Д., Мудрох О. Технология химической и электрохимической обработки поверхностей метгшлов. М., Машгиз, 1961, с. 200-201. 2.Патент Венгрии 157971, кл. С 23 б 5/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМЕРА ДЛЯ НАНЕСЕНИЯ НА ИЗДЕЛИЯ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 1990 |
|
RU2072901C1 |
| УСТАНОВКА ДЛЯ ПОКРЫТИЯ ЛАКОМ ПРЕДМЕТОВ | 2011 |
|
RU2572971C2 |
| Установка для охлаждения пищевых продуктов | 1972 |
|
SU486735A1 |
| ЛИНЗА ДЛЯ ОЧКОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, ПОЛУЧАЕМАЯ ПУТЕМ ПРЕССОВАНИЯ, ВЫТАЛКИВАНИЯ И ПОКРЫТИЯ ПОГРУЖЕНИЕМ | 1996 |
|
RU2147005C1 |
| ЛИНИЯ ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2143503C1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Установка для паровой обработки полупроводниковых изделий | 1990 |
|
SU1830295A1 |
| УСТАНОВКА ДЛЯ УПЛОТНЕНИЯ ПОРИСТОГО МАТЕРИАЛА | 2007 |
|
RU2410851C2 |
| Установка для промывки изделий в органических растворителях | 1986 |
|
SU1397094A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ИМИТИРОВАННОЙ ЧЕРНОЙ ЗЕРНИСТОЙ ИКРЫ ИЗ ПИЩЕВЫХ ПРОДУКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2029479C1 |
фиг. f
гч
/
гг
Iput.S
гз
22
