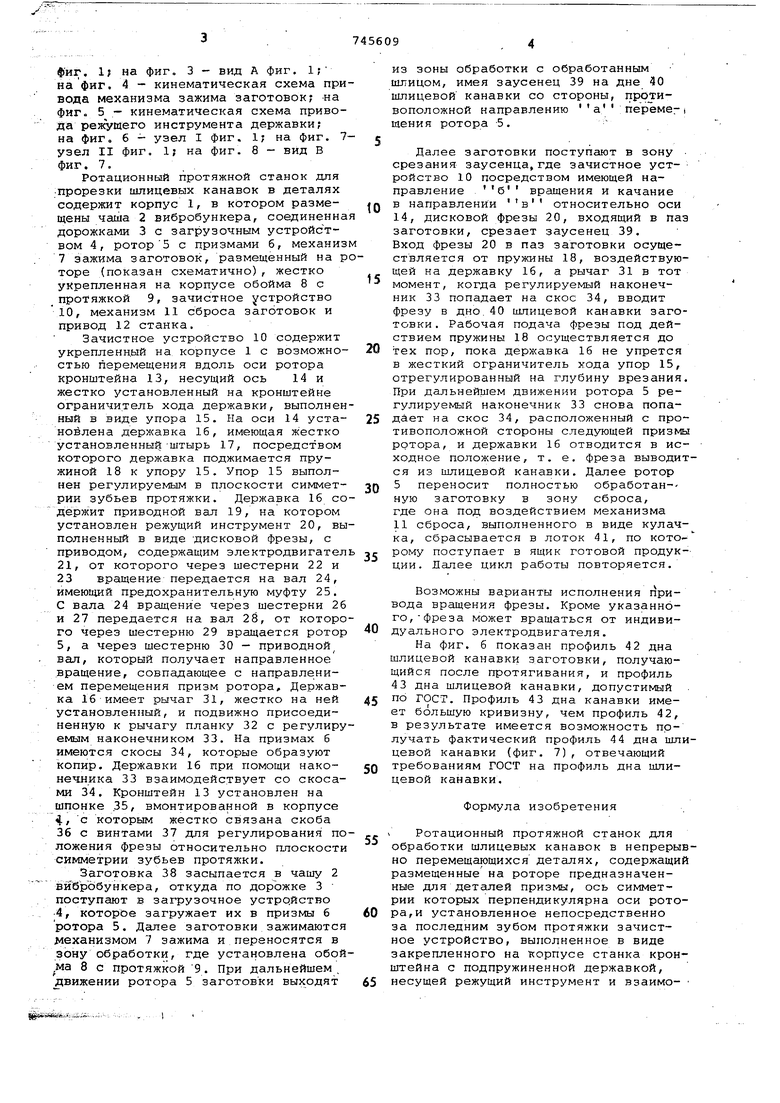
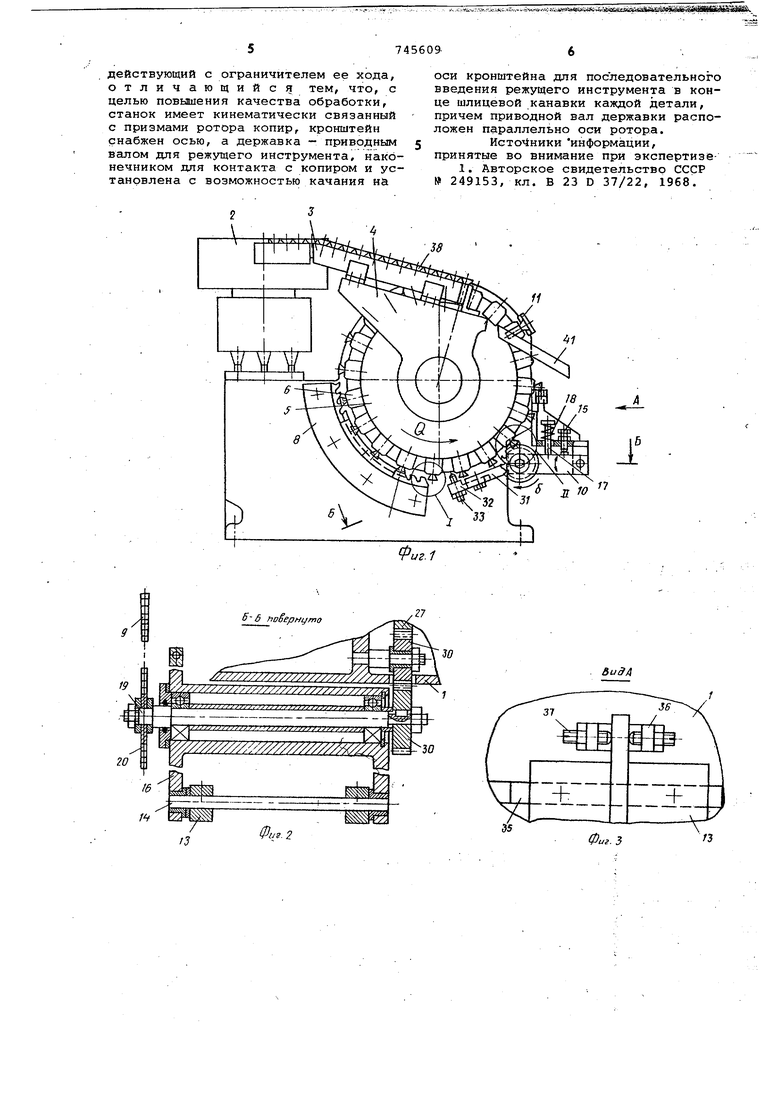
Изобретение относится к машийост .роению и преимущественно использует .ся при обработке матизов, например, винтов, болтов, шурупов и т. д. Известны ротационные протяжные станки для обработки шлицерых кана-, вок в непрерывно перемещающихся деталях, содержащие размещенные на роторе предназначенные для деталей призмы, ось симметрии которых перпен дикулярна оси ротора, и установленно непосредственно за последним зубом протяжки зачистное устройство, выполненное в виде закрепленного на корпусе станка кронштейна с подпружиненной державкой, несущей режущий инструмент и взаимодействующей с ог раничителем ее хода 1, , Указанное конструктивное-выполнение станка не обеспечивает качествен ной обработки шлицевой- канавки. Это объясняется тем, что режущий инструмент обрабатывает всю длину дна шлица, при этом производится только го зачистка, а не срезание заусенца, кроме того, в процессе зачистки происходит интенсивный износ резца. Взаимодействие резца с периферией ротора, имеющей радиальное биение, приводит к неравномерности глу бины врезания режущего инструмента в заготовку, а это, в свою очередь, приводит или к поломке инструмента или к отсутствию зачистки заусенца. того, в известной конструкции поджим режущего инструмента к заготовке осуществляется пружиной державки, что не создает зачистки заусенцев. Целью изобретения является повыщение качества обработки. Для этого станок имеет кинематически связанный с призмами ротора копир, кронштейн снабжен йсью, а державка - приводным валом для режущего инструмента, наконечником для контакта с копиром и установлена с возможностью качания на оси кронштейна для последовательного введения режущего инструмента в конце шлицевой канавки каждой детали, причем приводной вал державки расположен параллельно оси ротора. На фиг. 1 изображен общий вид предлагаемого ротационного протяжiHoro станка; на фиг. 2 - разрез Б-В фиг. 1 на фиг, 3 - вид А фиг. 1; на фиг. 4 - кинематическая схема при вода механизма зажима заготовок; -на фиг. 5 - кинематическая схема привода реясувдего инструмента державки; на фиг. б - узел I фиг. 1; на фиг. 7 узел II фиг. 1; на фиг. 8 - вид В фиг. 7. Ротационный протяжной станок для прорезки шлицевых канавок в деталях содержит корпус 1, в котором размещены чаша 2 вибробункера, соединенна дорожками 3 с загрузочным устройством 4, ротор5 с призмами б, механи 7 зажима заготовок, размещенный на р торе (показан схематично), жестко укрепленная на корпусе обойма 8 с протяжкой 9, зачистное устройство Ю, механизм 11 сброса заготовок и привод 12 станка. Зачистное устройство 10 содержит укрепленный на корпусе 1 с возможно стью перемещения вдоль оси ротора кронштейна 13, несущий ось 14 и жестко установленный на кронштейне ограничитель хода державки, выполнен ный в виде упора 15. На оси 14 установлена державка 16, имеющая жестко установленный-штырь 17, посредством которого державка поджимается пружиной 18 к упору 15. Упор 15 выполнен регулируемым в плоскости симметрии зубьев протяжки. Державка 16 со держит приводной вал 19, на котором установлен режущий инструмент 20, вы полненный в виде -дисковой фрезы, с приводом, содержащим электродвигател 21, от которого через шестерни 22 и 23 вращение передается на вал 24, имеющий предохранительную муфту 25. С вала 24 вращение через шестерни 26 и 27 передается на вал 28, от которо го через шестерню 29 вращается ротор 5, а через шестерню 30 - приводной вал, который получает направленное вращение, совпадающ-ее с направлением перемещения призм ротора. Державка 16 имеет рычаг 31, жестко на ней установленный, и подвижно присоединенную к рычагу планку 32 с регулиру емым наконечником 33. На призмах 6 имеются скосы 34, которые образуют копир. Державки 16 при помощи наконечника 33 взаимодействует со скосами 34. Кронштейн 13 установлен на шпонке 35, вмонтированной в корпусе ij., с которым жестко связана скоба 36 с винтами 37 для регулирования по ложения фрезы относительно плоскости симметрии зубьев протяжки. Заготовка 38 засыпается в чашу 2 вйбрЬбункера, откуда по дорожке 3 поступают в загрузочное устройство 4, которое загружает их в призмы 6 ротора 5. Далее заготовки зажимаются механизмом 7 зажима и переносятся в зону обработки, где установлена обой ма 8 с протяжкой 9. При дальнейшем , движении ротора 5 заготовки выходят из зоны обработки с обработанным шлицом, имея заусенец 39 на дне 40 шлицевой канавки со стороны, противоположной направлению а;переме-i щения ротора -5. Далее заготовки поступают в зону срезания заусенца,где зачистное устройство 10 посредством имеющей направление б вращения и качание в направлении в относительно оси 14, дисковой фрезы 20, входящий в паз заготовки, срезает заусенец 39. Вход фрезы 20 в паз заготовки осуществляется от пружины 18, воздействующей на державку 16, а рычаг 31 в тот момент, когда регулируемый наконечник 33 попадает на скос 34, вводит фрезу в дно,40 шлицевой канавки заготовки . Рабочая подача фрезы под действием пружины 18 осуществляется до тех пор, пока державка 16 не упрется в жесткий ограничитель хода упор 15, отрегулированный на глубину врезания. При дальнейшем движении ротора 5 регулируемый наконечник 33 снова попадйет на скос 34, расположенный с противоположной стороны следующей призмы ротора, и державки 16 отводится в исходное положение, т. е. фреза выводится из шлицевой канавки. Далее ротор 5 переносит полностью обработан-ную заготовку в зону сброса, где она под воздействием механизма 11 сброса, выполненного в виде кулачка, сбрасывается в лоток 41, по которому поступает в ящик готовой продукции. Лалее цикл работы повторяется. Возможны варианты исполнения привода вращения фрезы. Кроме указанного, -фреза может вращаться от индивидуального электродвигателя. На фиг. 6 показан профиль 42 дна шлицевой канавки заготовки, получающийся после протягивания, и профиль 43 дна шлицевой канавки, допустимый по ГОСТ. Профиль 43 дна канавки имеет большую кривизну, чем профиль 42, в результате имеется возможность получать фактический профиль 44 дна шлицевой канавки (фиг. 7), отвечающий требованиям ГОСТ на профиль дна шлицевой канавки. Формула изобретения Ротационный протяжной станок для обработки шлицевых канавок в непрерывно перемещающихся деталях, содержащий размещенные на роторе предназначенные для деталей призмы, ось симметрии которых перпендикулярна оси ротора,и установленное непосредственно за последним зубом протяжки зачистное устройство, выполненное в виде закрепленного на корпусе станка кронштейна с подпружиненной державкой, несущей режущий инструмент и взаимо-
действующий с ограничителем ее хода, отличающийся тем, что, с целью повышения качества обработки, станок имеет кинематически связанный с призмами ротора копир, кронштейн снабжен осью, а державка - приводным валом для режущего инструмента, наконечником для контакта с копиром и установлена с возможностью качания на
745609оси кронштейна для последовательного введения режущего инструмента в конце шлицевой канавки каждой детали, причем приводной вал державки расположен параллельно оси ротора.
Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство СССР 249153, кл. В 23 D 37/22, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЯЖНОЙ АВТОМАТ | 1969 |
|
SU249153A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1990 |
|
SU1742874A2 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Устройство для зачистки тепловых канавок роторов турбин | 1991 |
|
SU1824247A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Станок для фрезерования шлицев | 1982 |
|
SU1047620A1 |
И
1
75
Ю
п
9 :
Ii
ВиЭА
745609
If
Lfi &p
Фи.
WL
38
