в
л
(/)
Ю
nU
со
СХ)
со
Изобретение относится к устройствам для зачистки круглого проката путем иглофрезерной обработки и подготовки его к ультразвуковому контролю для обнаружения скрытых дефектов.
Цель изобретения - повьппение производительности труда при местной зачистке круглого проката и повьппение качества зачистки.
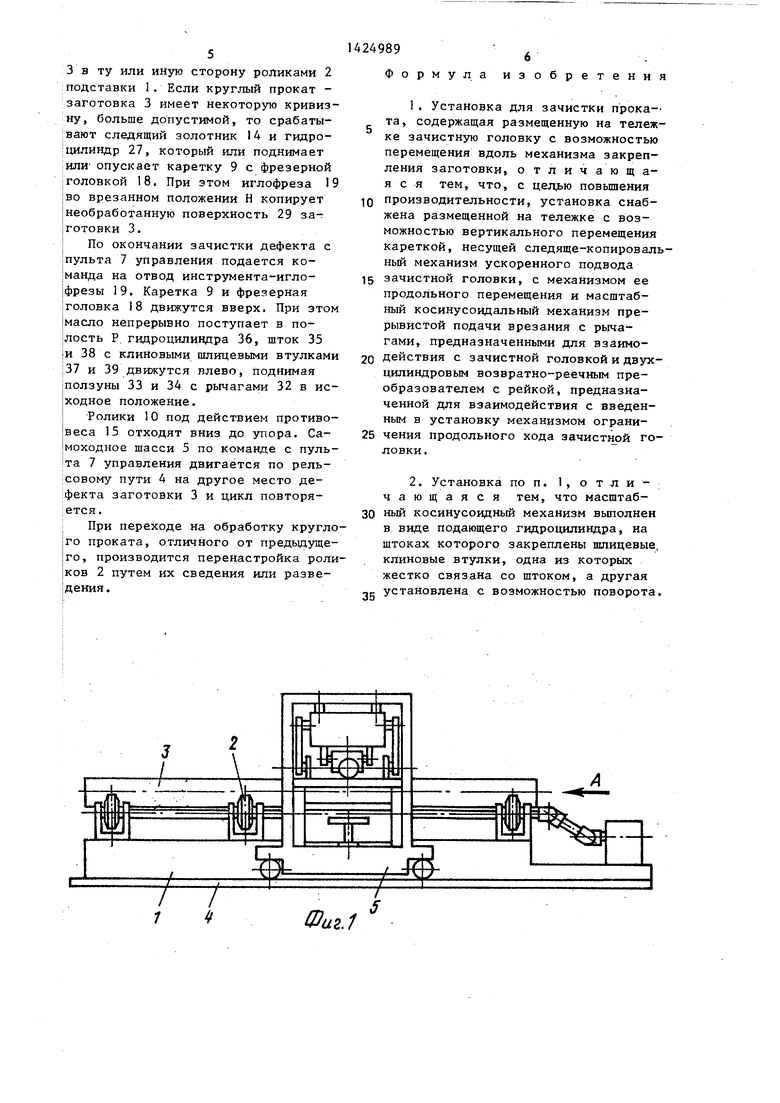
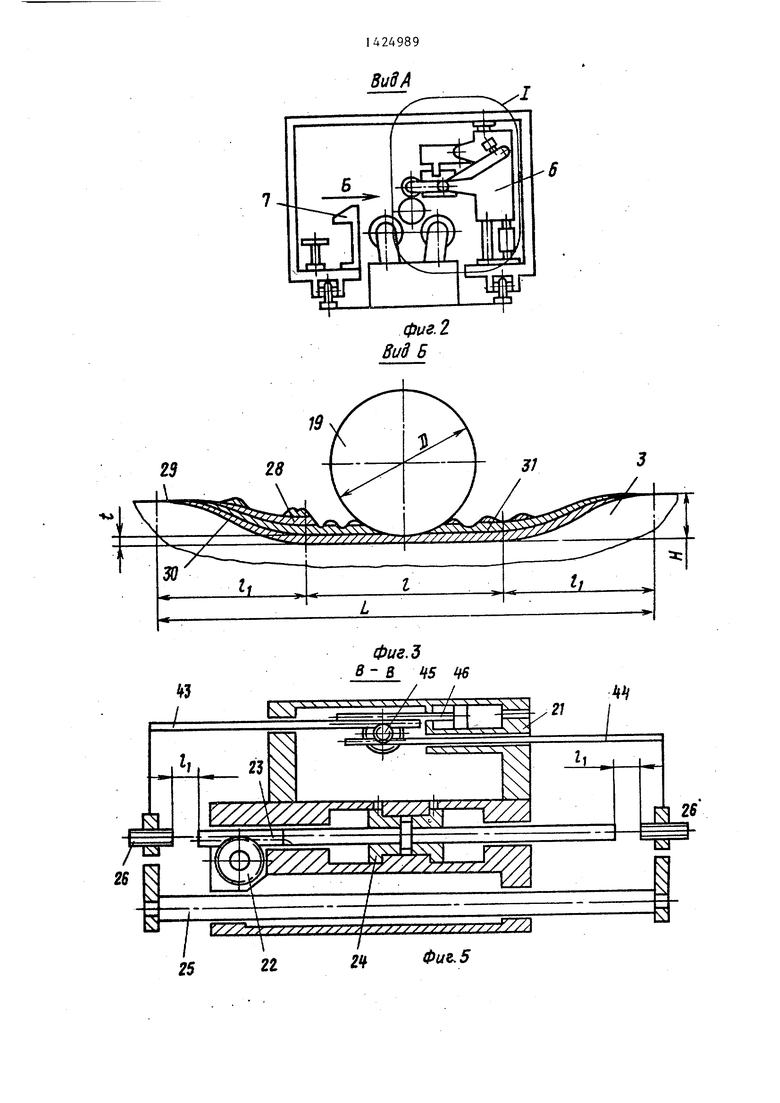
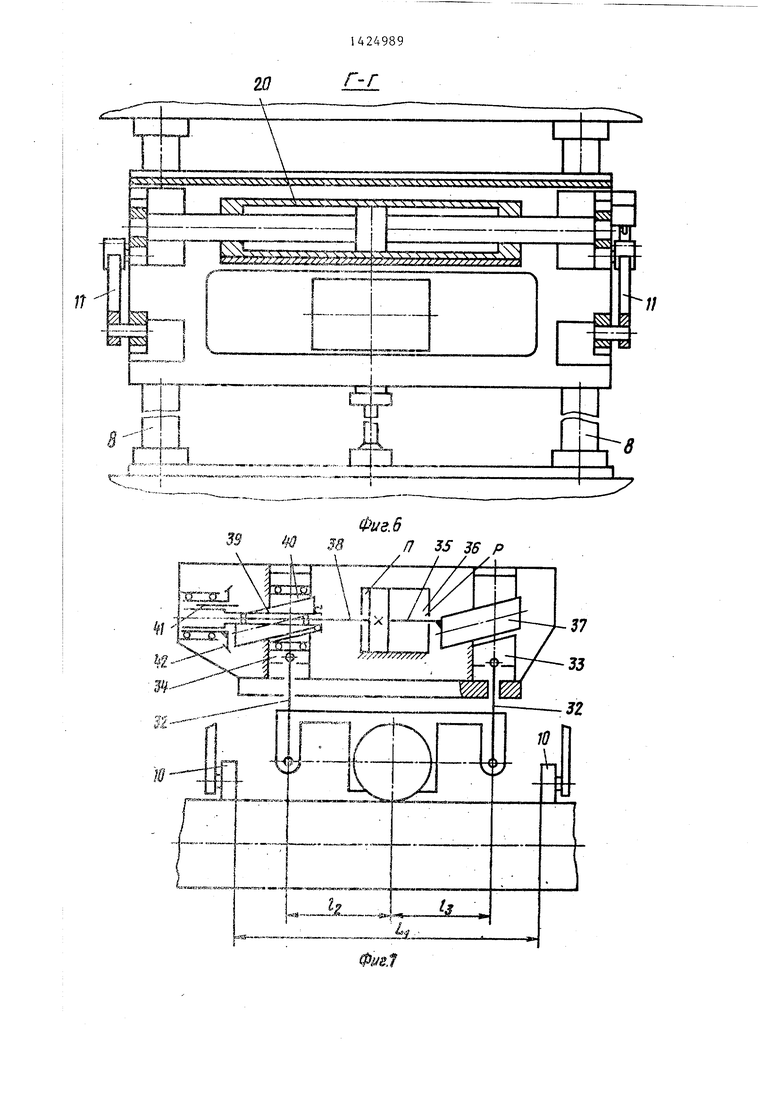
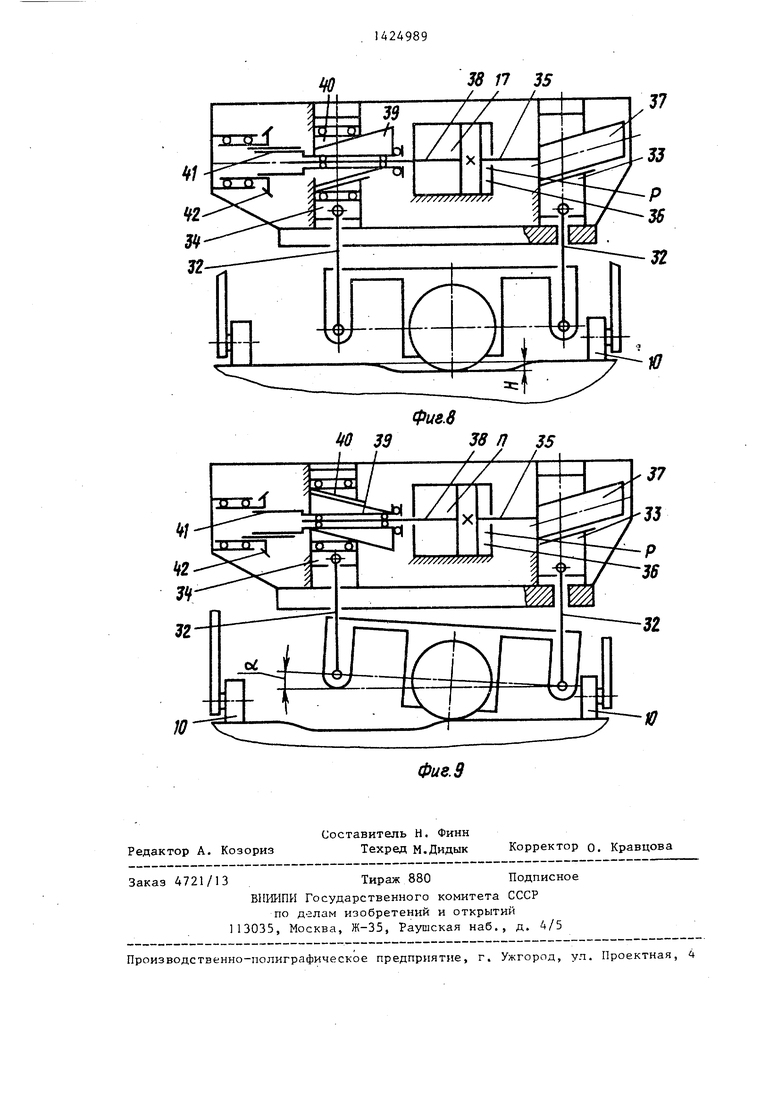
На фиг. 1 показана установка, общий вид на фиг. 2 - вид А на фиг. 1} на фиг. 3 - вид Б на фиг. 2, схема зачистки поверхности проката с участками плавного входа инструмента с зачищаемой поверхности на зачищенную и плавный выход} на фиг. .4 - узел I на фиг. 2, фрезерный с танок на фиг. 5 - разрез В-В на фиг. 4} на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - масштабный косинусоидальный механизм врезания, соединенный рычагами с фрезерной головкой, и элементы следяще-копировального устройства,, ролики и рычаги, разрез} на фиг. 8 - то же, инструмент находится во врезанном положении; на фиг. 9 - то же, инструмент находится на участке плавного вькода.
Установка состоит из подставки 1, на роликах 2 которой установлена круглая заготовка (круглый прокат) 3 На рельсовом пути 4 расположено самоходное шасси 5 портального типа, на котором с одной стороны расположен фрезерный станок 6, а с другой - пульт 7 оператора. I
Фрезерный станок 6 своими направляющими 8 неподвижно закреплен на шасси 5 и содержит каретку 9, на которой расположены следяще-копировальный механизм, элементами которого являются прижимные ролики 10, рычаги 11, вал-шестерня 12, кулачок 13, следящий золотник 14 и противовес 15, масштабный косинусоидальный механизм 16 врезания, соединенный рычагами 17 с фрезерной головкой 18 в шпинделе которой закреплен инстру мент-иглофреза 19, механизм 20 перемещения фрезерной головки 18 и механизм 21 ограничения хода с возвратно-реечным преобразователем, элементами которого являются шестерня 22, рейка 23 и поршни 24. В кронштейнах каретки 9 неподвижно
0
5
0
5
0
5
0
5
закреплена скалка 25. Соосно с рейкой 23 расположены винтовые уйоры 26.
Фрезерный станок 6 снабжен гид- родилиндром 27 вертикального перемещения кареток 9. Участок зачистки расположен в месте дефекта на поверхности заготовки 3. Элементами участка зачистки являются слои 28 снятого металла, зачищаемая поверх-, ность 29, участки 30 плавного входа и выхода и зачищенная поверхность 31 .
Масштабный косинусоидальный механизм 6 вертикальными рычагами 32 закреплен с фрезерной головкой 18 с возможностью ее поворота. В механизме 16 расположень: ползуны 33 и 34, оси которых связаны с вертикальными рычагами 32, На штоке 35 гидроцилиндра 36 неподвижно закреплена клиновая шлицевая втулка 37, а на штоке 38 расположена на подшипниках клиновая шлицевая втулка 39. Клиновая шлицевая втулка 37 своими шлицами связана с ползуном 33, а клиновая шлицевая втулка 39 своими шлицами - с поворотной втулкой 40,расположенной на подшипниках ползуна 34. С клиновой втулкой 39 жестко связана муфта 41, на шлицах которой расположена коническая шестерня 42, имеющая возможность поворота в под- шипниках корпуса механизма 16, Шестерня 42 посредством коническо-ци- линдрической передачи, конечным звеном которой является цилиндрическая шестерня 22, связана с рейкой 23 реечного преобразователя. Винтовые упоры 26 расположены в кронштейнах реек 43 и 44, которые посредством блока 45 цилиндрических зубчатых колес связаны с штоком гидроцилиндра 46 механизма 21 ограничения хода.
Установка работает следующим образом.
Самоходное шасси 5 находится в крайнем исходном положении относительно подставки 1. На ролики 2 устанавливается обрабатьшаемая деталь 3 (заготовка). Включением рукояток на электрическом пульте 7 управления работают электроприводы самоходного шасси 5 и оно вместе с пультом 7 и фрезерным станком 6 перемещаются вдоль заготовки до места, где на поверхности находится дефект в виде вмятины, царапины и т.п, Самоходное шасси останавливается когда дефектное место оказывается
между роликами 10. С пульта 7 управления включаются электродвигатели вращения иглофрезы 19, гидростанции и системы стружкоудале- ния. Затем включается следяще-копировальный механизм ускоренного хода Каретка 9 по направляющим 8 движется вниз .
Ролики 10 касаются поверхности заготовки и двигаются вверх, рычаги 1 поворачиваются вокруг своих осей и посредством кинематической связи поворачивают кулачок 13 и противовес 15. Кулачок 13 нажимает на следящий золотник 14: в гидравлическую систему приходит команда на останов гидроцилиндра 27 и каретка 9 останавливается. Включением кнопки на пульте 7 включается определенный золотник гидравлической системы, пропуская дозированное количество масла в полость П гидроцилиндра 36. Штоки 35 и 38 перемещаются вправо вместе с клиновыми шлицевыми втулками 37 и 39. Клиновые шлицевые втулки воздействуют на ползуны 33 и 34 которые через свои оси заставляют двигаться вниз рычаги 32, связанные с резерной головкой 18, на строго определенную величину t. Происходит врезание иглофрезы 19.в тело заго- тонки 3.
Одновременно с врезанием происходит возвратно-поступательное движение фрезерной головки 18 и масштабного косинусоидального механизма 16 по скалке 25 на величину L вдоль заготовки 3 между роликами 10 следяще- копировального механизма, расстояние L между которыми больше, чем максимальный ход фрезерной головки. При этом работает механизм 20 перемещения . При движении рейки 23 до касания упора 26 иглофреза 19 движется вдоль заготовки 3 во врезанном положении на Ъел гчину 1 .При -ка-- сании упора 26 рейка 23 перемещается на величину l,j и вращает шестерню 22. Через коническо-цилиндри- ческую передачу вращение передается на коническую шестерню 42. Вместе с шестерней 42 через шлицевую муфту 41 вращается на 180 клиновая шлице- вая втулка 39, воздействующая на поворотную втулку 40. Последняя поворачивается на 180, а так как она смещена на величину t относительно оси
0
5
5
0
5
0
5
0
5
клиновой шлицевой втулки 39, то при повороте на I80 принимает положение, показанное на фиг. 9, и ее ось становится выше осей штоков 35 и 38 и клиновом щлицевой втулки 39 на величину t. При повороте втулки 40 ползун 34 перемещается вверх на 2t. а ползун 33 остается неподвижным. Происходит поворот фрезерной головки
i
18 на угол oi . Так как расстояние 1 равно l,j ,фреза поднимается вверх на величину t.Разница между t и t, настолько мала, что ею при зачистке можно пренебречь.
Плавный выход 30 иглофрезы 19 и плавный ее вход во врезанное положение ос тцествляется независимо от глубины ее врезания Н. Количество слоев 28 на глубину t и общая глубина врезания Н зависят от величины дефекта на обрабатываемой детали 3.
В зависимости от величины дефекта по длине величина 1 может меняться от нуля до максимума без остановки процесса зачистки включением с пульта 7 управления механизма 21 ограничения хода. При подаче масла в од- ну из полостей гидроцилиндра 46 шток, являющийся одновременно рейкой, поворачивает блок 45 зубчатых колес посредством которого перемещаются рейки 43 и 44.
Вместе с рейками двигаются винтовые упоры 26, которыми при необходимости поднастраивается величина 1.
При принудительном ходе рейки 23, являющейся одновременно реечным преобразователем от любого из упоров 26, одновременно с ней двигаются поршни 24 и масло переливается из одной полости гидроцилиндра в другую полость. При отходе рейки 23 от упора 26 поршни 24 вследствие равенства площадей возвращают рейку 23 в среднее положение. При этом происходит движение иглофрезы 19 из верхней точки косинусоидальной кривой в нижнюю ее точку врезанного положения, затем движение по прямой по поверхности 31 до другого упора 26, при нажатии на который рейкой 23 начинается преобразование линии движения иглофрезы 19 по косинусоидальной кривой на плавный выход инструмента с другой стороны дефектного места.
При необходимости с пульта 7 оператора включается поворот заготовки
3 в ту или иную сторону роликами 2 подставки 1. Если круглый прокат - заготовка 3 имеет некоторую кривизну, больше допустимой, то срабатывают следящий золотник 14 и гидро- :цилиндр 27, который или поднимает или опускает каретку 9 с фрезерной Iголовкой 18. При этом иглофреза 19 во врезанном положении Н копирует необработанную поверхность 29 за готовки 3.
По окончании зачистки дефекта с пульта 7 управления подается ко- 1манда на отвод инструмента-игло- |фрезы 19. Каретка 9 и фрезерная |головка 18 движутся вверх, При этом |масло непрерывно поступает в по- лость Р. гидроцилиндра 36, шток 35 |и 38 с клиновыми шлицевыми втулками 37 и 39 движутся влево, поднимая 1ползуны 33 и 34 с рычагами 32 в исходное положение.
Ролики 10 под действием противо- веса 15 отходят вниз до упора. Са- моходное шасси 5 по команде с пуль- 1та 7 управления двигается по рель- |совому пути 4 на другое место де- 1фекта заготовки 3 и цикл повторяется,
j При переходе на обработку круглого проката, отличного от предыдущего, производится перенастройка роли |ков 2 путем их сведения или разве- 1дения.
Формула изобретения
1.Установка для зачистки прока- та, содержащая размещенную на тележке зачистную головку с возможностью перемещения вдоль механизма закрепления заготовки, отличающаяся тем, что, с повышения
производительности, установка снабжена размещенной на тележке с возможностью вертикального перемещения кареткой, несущей следяще-копироваль- ньй механизм ускоренного подвода
зачистной головки, с механизмом ее продольного перемещения и масштабный косинусоидапьный механизм прерывистой подачи врезания с рычагами, предназначенными для взаимодействия с зачистной головкой и двухцилиндровым возвратно-реечным преобразователем с рейкой, предназначенной для взаимодействия с введенным в установку механизмом ограничения продольного хода зачистной головки,
2.Установка по п. 1, отличающаяся тем, что масштаб-
ньш косинусоидный механизм выполнен в виде подающего гидроцнлиндра, на штоках которого закреплены шлицевые, клиновые втулки, одна из которых жестко связана со штоком, а другая установлена с возможностью поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| Устройство для сплошной зачистки круглого проката | 1985 |
|
SU1304952A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ИГЛОФРЕЗ | 1991 |
|
RU2018418C1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| Фрезерная головка | 1981 |
|
SU990436A1 |
| Станок для растяжки сотовых заполнителей | 1989 |
|
SU1660811A1 |
Изобретение относится к устройствам для зачистки круглого проката. В целях повьппения производительности труда и качества зачистки установка снабжена самоходными шасси перемещения фрезерного станка, каретка 9 которого выполнена в виде установлен- I ной на шасси несущей вертикальной рамы со следяще-копиров альным механизмом ускоренного подвода фрезерной головки, жестко связанной с механизмом ее продольного перемеще ния и масштабным косинусоидальным механизмом 16 прерьшистой подачи врезания, взаимодействующим своими упорами с бесступенчатым механизмом ограничения продольного хода. 1 з.п. ф-лы, 9 ил.
U2.f
23
SuSA
фиг. 2 Вид S
г-г
33 j
Фие.б
П SS 36 р / / /I
0 33
38 17 35
/ / /
J2
Фиг.8
38 П 35
/ / /
Ю
| Обдирочно-шлифовальный агрегат | 1981 |
|
SU1017474A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| I | |||
