Изобретение относится к зуборезной фрезе станка для нарезания зубьев на заготовке, в частности для изготовления зубчатого колеса, посредством фасонного фрезерования с использованием концевой фрезы.
Зуборезные фрезы в виде концевых фрез используются в станках для нарезания зубьев для получения зубчатых колес и для фрезерования червячных колес согласно способу фасонирования. Использование таких концевых фрез начинается с обработки зубчатых колес, например, модулем 10 и простирается до зуборезных фрез самых больших размеров. При фрезеровании червячных шестерен эти концевые фрезы также используются с намного меньшим модулем для червячных шестерен и червячных колес.
Инструменты в виде концевой фрезы или, даже лучше, трехсторонние фрезы также используются для предварительного фрезерования при нарезании крупных зубьев. Концевые фрезы, предпочтительно, используются, когда другие инструменты исключаются, например, по причине соударений, например, при изготовлении замкнутых шевронных зубчатых колес, шевронных зубчатых колес с малым промежуточным пространством или обработке заготовок, в которых не существует какого-либо пригодного допуска для дискообразного или червячного инструмента; прежде всего, с зубчатыми колесами с большим или очень большим модулем. Кроме того, инструмент с хвостовиком очень недорог по сравнению с червячной фрезой в этом диапазоне размеров. Описанный способ, таким образом, также интересен для получения больших зубчатых колес с более малыми объемами серии.
В зуборезном станке необходимы соответствующие установочные средства для использования концевых фрез. Зуборезные станки снабжены для этого соответствующим патроном для концевых фрез, в который вставляют концевую фрезу и который приводит ее во вращение вокруг оси фрезы. В известных зуборезных станках ось концевой фрезы продолжается перпендикулярно оси заготовки изготовляемого зубчатого колеса таким образом, что изготовление номинальных шевронных зубчатых колес и шевронных зубчатых колес с малым промежуточным пространством или без него возможно при помощи концевой фрезы.
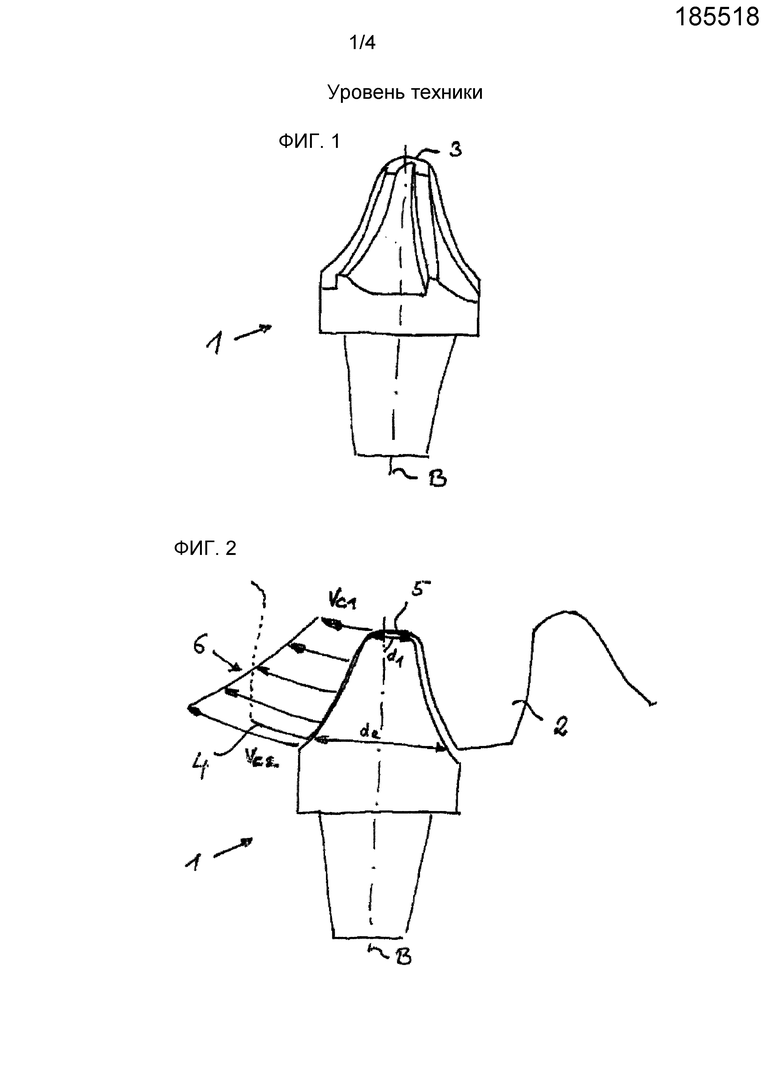
Концевые фрезы, как правило, имеют конический профиль с диаметром профиля, сужающимся в направлении торцевых режущих кромок. Пример известной концевой фрезы можно видеть на двух фиг. 1 и 2.
На фиг. 2 схематично показано использование концевой фрезы 1 для изготовления эвольвентного зубчатого венца на зубчатом колесе 2. Концевая фреза 1 совмещается ее продольной осью перпендикулярно оси заготовки и вращается вокруг оси B фрезы для односторонней/двухсторонней обработки боковых поверхностей зуба. Форма концевой фрезы коническая с диаметром, сужающимся в направлении торцевой режущей кромки 3. Диаметр d2 концевой фрезы 1 в области вершины 4 зуба, соответственно, сравнительно большой относительно диаметра d1 в области основания 5 зуба.
Выбранная форма профиля концевой фрезы 1 вызывает переменную скорость vc резания по всей окружности режущих кромок фрезы. Стрелки 6 указывают получаемый профиль скорости резания вдоль оси В фрезы с самой высокой скоростью vc2 резания в области вершины зуба и минимальной скоростью vc1 резания в области основания зуба. Выбор идеальной скорости резания для вращательного движения невозможен из-за разности диаметра. С одной стороны, конкретная самая высокая скорость у вершины резца не может быть превышена; с другой стороны, требуется конкретная минимальная скорость резания.
Как следствие существующего профиля 6 скорости происходят неравномерный износ или притупление отдельных областей резания вдоль оси B фрезы. Это делает необходимой частую заточку режущих кромок концевой фрезы для обеспечения достаточного качества обработки резанием. Это также уменьшает возможный срок службы фрезы. Срок службы фрезы может быть увеличен только посредством задания меньших средних скоростей резания, предусматривая режущие части с большим диаметром. Для исключения частичной перегрузки фрезы, скорость фрезы, соответственно, должна быть приспособлена, что может приводить к увеличению общего времени обработки.
Задачей настоящего изобретения является преодоление указанных выше недостатков нарезания зубьев с использованием концевых фрез.
Эта задача достигнута зуборезным станком для нарезания зубьев на заготовке, в частности зубчатом колесе, на основе нарезания зубьев способом фасонного фрезерования, имеющего признаки по п. 1 формулы изобретения. Зуборезный станок, соответственно, включает по меньшей мере одну шпиндельную бабку для вставки по меньшей мере одной концевой фрезы. Согласно изобретению, шпиндельная бабка или концевая фреза и/или держатель заготовки выполнены с возможностью регулирования, посредством чего ось концевой фрезы может быть выровнена приблизительно параллельно обрабатываемой боковой поверхности зуба зажатой заготовки. Ось фрезы может быть размещена на контуре боковой поверхности, причем концевая фреза имеет внешний контур, соответствующий контуру боковой поверхности согласно изобретению.
В значительной степени, таким образом может быть достигнута постоянная скорость резания по всей боковой поверхности зуба обрабатываемой заготовки. Выбор соответствующей угловой скорости концевой фрезы вокруг оси фрезы, кроме того, существенно упрощен зуборезным станком согласно изобретению, так как возможна работа фрезы в идеальном диапазоне скоростей резания по всей режущей поверхности, и отдельные частичные области можно не учитывать отдельно. Кроме того, происходит равномерный износ вдоль всей режущей поверхности от вершины зуба до основания зуба, что дает положительный эффект для достижимых сроков службы фрезы. В целом, благодаря этому подходу, время обработки заготовки также может быть оптимизировано.
Концевая фреза, предпочтительно, может быть пригодной для изготовления зубчатых профилей, имеющих циклические кривые, например, для нарезания эвольвентного зубчатого венца или циклоидных зубьев и/или передач Новикова, а также, возможно, состоящих из них профилей. Благодаря заданной параллельности оси фрезы и циклической кривой или эвольвенты обрабатываемой заготовки, профиль сечения концевой фрезы, соответственно, требует сравнительно малых разностей диаметра вдоль оси фрезы. В результате, может быть достигнут приблизительно постоянный профиль скорости резания по всей боковой поверхности зуба при изготовлении этих зубчатых устройств.
Зуборезный станок согласно изобретению, предпочтительно, выполнен с возможностью односторонней обработки резанием боковой поверхности зуба. Ось концевой фрезы, в каждом случае, может быть установлена приблизительно параллельно обрабатываемой боковой поверхности зуба. Выравнивание концевой фрезы осуществляется или посредством регулирования концевой фрезы, или, в качестве альтернативы, посредством перемещения обрабатываемой детали или шпиндельной бабки по касательной к зубчатому венцу. Аналогично может рассматриваться возможность комбинированного регулирования концевой фрезы, шпиндельной бабки и заготовки.
Возможные варианты выполнения концевой фрезы также относятся к цельным фрезам, выполненным как цельная деталь (стержневые инструменты), сборные фрезы, такие как сменные насадные фрезы, или фрезы, имеющие сменные головки.
Изобретение также направлено на получение концевой фрезы для нарезания зубьев способом фасонного фрезерования заготовки, в частности, нарезания зубьев или подобных профилей. Согласно изобретению, концевая фреза имеет почти неизменный профиль диаметра в направлении оси фрезы, таким образом, что выравнивание оси фрезы приблизительно параллельно обрабатываемой боковой поверхности зуба соответствующей секции боковой поверхности зуба может быть обеспечено для обработки резанием заготовки. Конкретный вариант выполнения режущих кромок фрезы зависит от формы изготовляемой боковой поверхности. Например, возможны небольшие изменения диаметра профиля концевых фрез для нарезания эвольвентного зубчатого венца или циклоидного нарезания зубьев, или нарезания по дуге окружности. В отличие от известных конических концевых фрез, они, однако, сравнительно невелики. Только таким образом может быть достигнут почти постоянный профиль скорости резания вдоль оси фрезы. Вариант выполнения концевой фрезы согласно изобретению одинаково пригоден для фрезерования особой конфигурации зубьев, такой как комбинированные профили или асимметричные конфигурации зубьев. Такие профили описаны, например, в WO 2005/060650, на содержание которого могут быть сделаны ссылки в этом описании.
Концевая фреза согласно изобретению, в частности, пригодна для использования в зуборезном станке согласно одному из описанных выше предпочтительных вариантов выполнения. Концевая фреза, соответственно, имеет такие же преимущества и свойства, как и указанные в описании зуборезного станка согласно изобретению. Таким образом, здесь не будет приводиться повторное описание.
Изобретение также относится к способу фасонного фрезерования при нарезании зубьев на заготовке, в частности при нарезании зубьев на зубчатом колесе, которое выполняют на зуборезном станке с использованием концевой фрезы. Изобретательский уровень согласно заявленному способу состоит в том, что ось фрезы совмещается приблизительно параллельно обрабатываемой боковой поверхности зуба для достижения приблизительно постоянной скорости резания по всей ширине фрезы.
Способ согласно изобретению снижает износ используемой концевой фрезы или поддерживает его постоянным по всей длине режущей поверхности. Способ, кроме того, позволяет упрощать выбор идеальной скорости резания для управления концевой фрезой, так как диаметр больше значительно не отличается вдоль оси фрезы. Таким образом, может использоваться более высокая скорость резания без риска частичной перегрузки некоторых районов фрезы. Это приводит к уменьшению времени обработки заготовки.
Способ согласно изобретению, в частности, направлен на одностороннюю обработку боковой поверхности зуба обрабатываемой заготовки или частичных областей боковой поверхности зуба заготовки. Соответственно, концевая фреза совмещается снова после каждой обработки боковой поверхности зуба для обеспечения параллельного выравнивания оси фрезы для следующей боковой поверхности зуба.
Способ согласно изобретению, предпочтительно, может быть осуществлен при помощи зуборезного станка согласно одному из пунктов 1-5 формулы изобретения. Для этого, в частности, может использоваться концевая фреза согласно одному из пунктов 6 или 7 формулы изобретения.
Другие преимущества и детали изобретения будут описаны более подробно со ссылками на вариант осуществления изобретения и на соответствующие чертежи, на которых:
Фиг. 1 представляет собой схематичный вид концевой фрезы, известной в данной области техники;
Фиг. 2 представляет собой вид концевой фрезы, показанной на фиг. 1, в положении механической обработки;
Фиг. 3 представляет собой вид концевой фрезы согласно изобретению в положении механической обработки;
Фиг. 4 представляет собой другой вид положений обработки резанием концевой фрезой; и
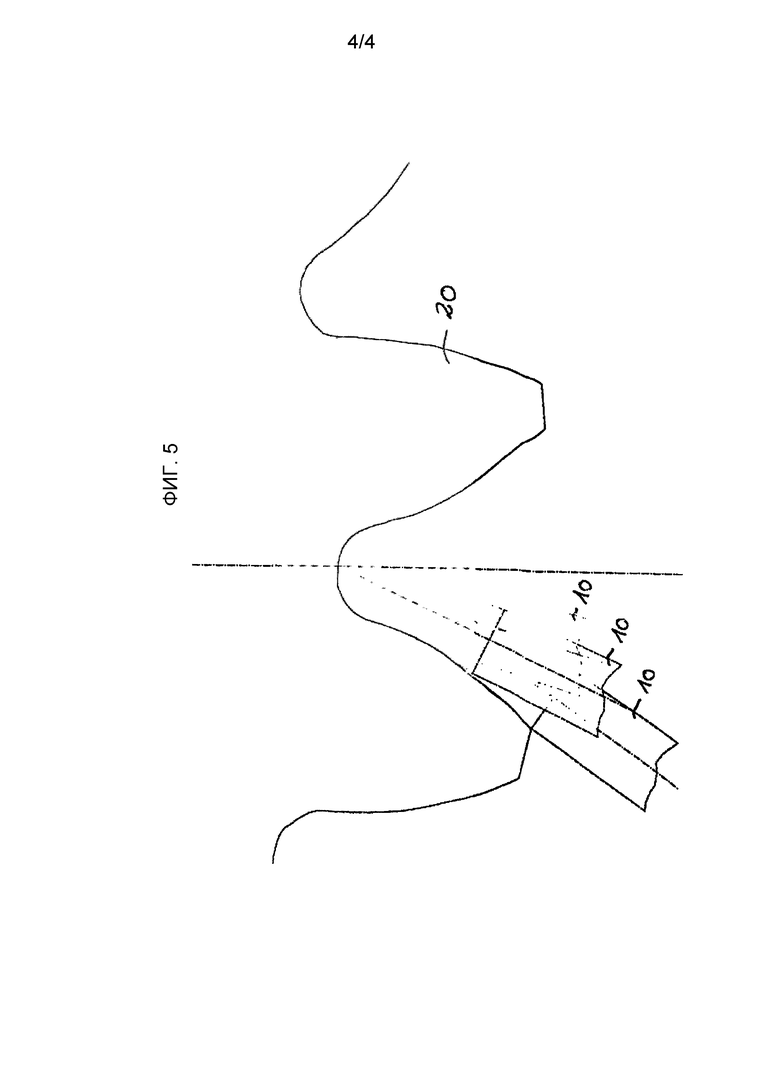
Фиг. 5 представляет собой вид концевой фрезы согласно изобретению в положении механической обработки для обработки частичной области профиля боковой поверхности зуба.
Фиг. 1 и 2 уже были описаны выше в описании, и детали, показанные на чертежах, не будут описаны снова в этой части описания.
На фиг. 3 показан схематичный вид концевой фрезы 10 согласно изобретению при нарезании зубьев на заготовке в виде зубчатого колеса 20, имеющего эвольвентный зубчатый венец. Концевая фреза 10 установлена в шпиндельной бабке зуборезного станка с ЧПУ типа CNC согласно изобретению и приводится во вращение вокруг оси фрезы A. Получаемая скорость инструмента обозначена как n и приведена в оборотах в минуту. Кинематика станка выравнивает концевую фрезу 10 согласно обработке боковых поверхностей зубьев зубчатого колеса 20. В этом отношении, или режущий инструмент, или резцедержатель вместе с обрабатываемой деталью, или оба они могут перемещаться в комбинации.
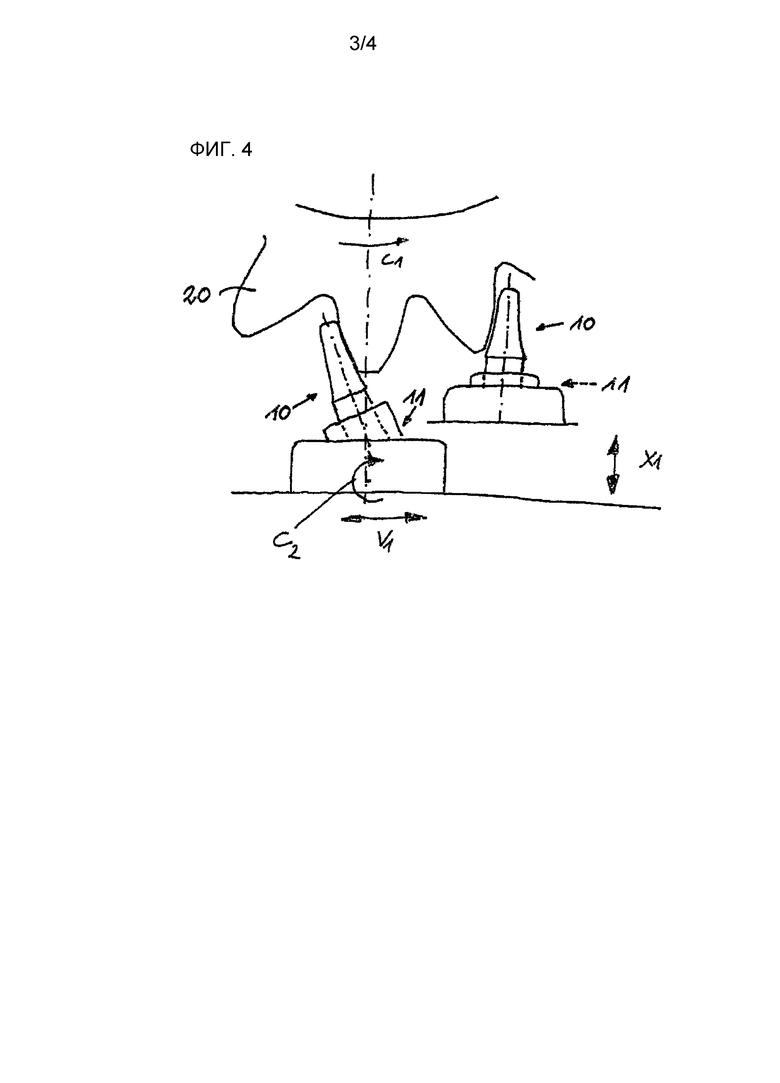
На фиг. 4 показаны управляемые координаты станка для выравнивания концевой фрезы 10. Режущий инструмент 10 или поворачивается от центральной оси вокруг оси C2 шпиндельной бабки 11 и совмещается почти параллельно боковой поверхности зуба зубчатого колеса 20, или он перемещается в направлении V1 и располагается в направлении X1, пока его продольная ось не совмещается почти параллельно с боковой поверхностью зуба. С заготовками со спиральными зубьями или при правке боковой поверхности зубьев по их ширине ось C1 должна дополнительно перемещаться.
На фиг. 3 можно видеть в деталях, что ось А фрезы продолжается почти параллельно эвольвенте 30 изготовляемого зубчатого колеса 20. Новаторская форма концевой фрезы 10, в отличие от конической фрезы 1, показанной на фиг. 1 и 2, демонстрирует профиль сечения, который имеет лишь малые разности диаметра по всей окружности фрезы от области вершины зуба до области основания зуба вдоль оси A.
Разность обозначенных диаметров d1, d2 сравнительно мала, и, следовательно, лишь небольшие разности скорости резания существуют по всей длине режущей кромки фрезы. Скорость vc1 резания при обработке резанием в области основания зуба в этом отношении приблизительно равна скорости vC2 резания в области вершины зуба.
Также возможна частичная обработка боковых поверхностей зуба, как показано на фиг. 5. Таким образом, также могут быть обработаны профили, имеющие другие формы (см. WO 2005/060650) по высоте зуба, или также асимметричные профили, если режущий инструмент 10 заменяют в каждом случае между проходами при резании. В равной мере было бы возможно изменение профиля, например, посредством втягивания головки с использованием неправильной фрезы. Программное обеспечение типа CNC, требуемое для этого, так или иначе, необходимо для этого типа обработки резанием.
Вычисление обычной применимой скорости vc резания осуществляется с использованием следующей формулы:
где d - диаметр инструмента, а n - скорость вращения инструмента вокруг оси A фрезы.
После завершения эвольвентной боковой поверхности 30 зуба концевая фреза 10 совмещается снова зуборезным станком согласно изобретению так, чтобы ось фрезы A проходила параллельно остальной боковой поверхности 40 зуба.
Следует дополнительно подчеркнуть, что концевая фреза согласно изобретению или зуборезный станок и способ согласно изобретению могут легко использоваться при нарезании зубьев червячных шестерен, червячных колес, конических колес или профилей, подобных зубчатым колесам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ нарезания зубчатых колес | 1983 |
|
SU1146151A2 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КРУГЛОЗУБЫХ ПЕРЕДАЧ | 2004 |
|
RU2258854C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Прозрачная или отрезная дисковая фреза | 1989 |
|
SU1701438A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НЕЭВОЛЬВЕНТНОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2008 |
|
RU2364480C1 |

Изобретения относятся к машиностроению и могут быть использованы для нарезания зубьев на заготовке на зуборезных станках, в частности на зубчатом колесе, посредством фасонного фрезерования. Станок выполнен с возможностью регулирования положения шпиндельной бабки или концевой фрезы и/или держателя заготовки. Ось концевой фрезы может быть выровнена приблизительно параллельно обрабатываемой боковой поверхности зуба зажатой заготовки. Фреза выполнена с возможностью наложения ее оси на контур боковой поверхности и имеет внешний контур, соответствующий контуру боковой поверхности зуба. Обеспечивается точность обработки поверхности зуба, увеличивается срок службы фрезы. 4 н. и 7 з.п. ф-лы, 5 ил.
1. Зуборезный станок для нарезания зубьев на заготовке, в частности на зубчатом колесе, посредством фасонного фрезерования, имеющий по меньшей мере одну шпиндельную бабку для установки по меньшей мере одной концевой фрезы,
отличающийся тем, что
он выполнен с возможностью регулирования положения шпиндельной бабки или концевой фрезы и/или держателя заготовки с обеспечением выравнивания концевой фрезы относительно боковой поверхности зуба зажатой заготовки, при этом концевая фреза выполнена с возможностью смещения ее оси преимущественно параллельно боковой поверхности обрабатываемого зуба и имеет внешний контур, соответствующий контуру боковой поверхности зуба.
2. Зуборезный станок по п. 1, отличающийся тем, что концевая фреза предназначена для изготовления эвольвентного зубчатого венца и/или циклоидного зубчатого венца, и/или нарезания зубьев по дуге окружности и/или для изготовления профилей, подобных зубчатому венцу.
3. Зуборезный станок по п. 1 или 2, отличающийся тем, что он предназначен для выполнения односторонней обработки боковой поверхности зуба заготовки.
4. Зуборезный станок по п. 1, отличающийся тем, что концевая фреза имеет внешний контур, который обеспечивает изготовление/обработку эвольвентного зубчатого венца и/или циклоидного зубчатого венца, и/или нарезание зубьев по дуге окружности, и/или выполнение асимметричных профилей или частичных профилей зубьев или зубовидных профилей.
5. Концевая фреза для нарезания зубьев на заготовке, в частности на зубчатом колесе, посредством фасонного фрезерования,
отличающаяся тем, что
она выполнена с профилем сечения, имеющим малые разности диаметра по всей окружности фрезы в направлении ее оси и обеспечивающим постоянную скорость резания вдоль оси фрезы, посредством чего ось фрезы может быть выровнена преимущественно параллельно боковой поверхности зуба для механической обработки заготовки.
6. Концевая фреза по п. 5, отличающаяся тем, что она является стержневым инструментом.
7. Концевая фреза по п. 5 или 6, отличающаяся тем, что она имеет модульную конструкцию.
8. Концевая фреза по п. 7, отличающаяся тем, что фреза имеет внешний контур, который обеспечивает изготовление/обработку эвольвентного зубчатого венца и/или циклоидного зубчатого венца, и/или нарезание зубьев по дуге окружности, и/или выполнение асимметричных профилей или частичных профилей зубьев или зубовидных профилей.
9. Способ фасонного фрезерования зубьев на заготовке, в частности на зубчатом колесе, выполняемый на зуборезном станке, имеющем концевую фрезу,
отличающийся тем, что
концевая фреза имеет преимущественно неизменный диаметр в направлении оси фрезы, причем ось концевой фрезы располагают преимущественно параллельно обрабатываемой боковой поверхности зуба заготовки для обеспечения преимущественно постоянной скорости резания по ширине фрезы.
10. Способ по п. 9, отличающийся тем, что осуществляют одностороннюю обработку резанием боковой поверхности зуба заготовки.
11. Способ фасонного фрезерования зубьев на заготовке с использованием зуборезного станка по п. 1, в котором фрезерование выполняют концевой фрезой по п. 5.
| WO 2008133517 A1, 06.11.2008 | |||
| WO 2010144929 A1, 23.12.2010 | |||
| Способ нарезания круговых зубьев цилиндрических колес | 1972 |
|
SU521084A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |

